Лидеры




Популярный контент
Показан контент с высокой репутацией 11.01.2013 во всех областях
-
Может, и не ново, но я только узнал: в честь нас, оказывается, есть марка часов:
 5 баллов
5 баллов -
я уже все раньше расказал ,варил им мало так его и не понял может он и хорош- больше ремонтировал ,но по ощущениям немного сырой аппарат может потом доделали варит получше немного чем транс питон . хотя судя по цене что ждать от данной ценовой категории от комбайна .цена аппарата в украине пусть 16000 минус горелка 3000 минус кабели 1000 минус зарплата рабочих аренда прибыль хозяина на комлектующие останется в лучшем случае 200 уе кто на эти деньги соберет качественные 4 в 1,на всем наверно старались сэкономить .самое главное варишь и боишься чтобы он не сломался нет от него чувства уверенности что ли -что не подведет .позиционируется производителем как профессиональный но не тянет и много не тянет .может и реакция такая у людей на этот аппарат что ждали большего .я просто не эксперт хотя третий разряд получил в 95 варю только себе.по необходимости я считаю что при редком использованию профессиональный аппарат просто обязан нормально работать.4 балла
-
Решили поднять, места для сборки нет! Россия))) должно придти блочно но у-вы
4 балла
-
Вот сегодня привезли два диска, фото одного, второй еще не делал
3 балла
-
Оой, пошло-поехало... Оторвите все держаки, самопальные и фирменные, и воткните электрод просто в тело кабеля на свежем срезе. (это когда запасного под рукой нет) Недолго, конечно. Но впечатления великолепные, а?!? Как будто электрод - это продолжение руки с нервами, связками и мышцами. До чего же приятно колебания вправо-влево делать! Жаль, недолго получается...2 балла
-
Толщина металла до 0.4 мм - пугаете ващще! Надеюсь 1.4мм. На сколько помню по себе есть 0.5 жесть... Я вообще за "Сварогов" или "Фубагов". Заточенных на проволоку 0.6 0.82 балла
-
@Шурпет, приветствую! Да-да, все знакомо до жути (троллейбусное депо, предприятие-конкурент автодора и, наконец, сам автодор) там такие положения принимаешь, что роба на два размера больше трещит и рвется. 4-го числа, при спуске с Синюшиной горы в другой грейдер, в 3 часа утра на полном ходу влетел УАЗ "Патриот", Итог - 3 трупа, один в реанимации и нам головной боли до кучи. Задница у грейдера не всмятку, но головной боли достаточно. Сегодня его притащили из базы в Ново-Ленино. Походили вокруг него поматерились, но потом пришел Кеша (наш начальник базы) и обрадовал тем, что еще не было экспертизы и его ни в коем случае нельзя трогать! Ура! завтра куплю веник и пойду с однополчанином в баню! На все звонки забью! Накерню одного идиота, постараюсь выцепить должника и тоже накернить, несмотря на то что даже может отдаст долг. Постригусь!!!2 балла
-
Шапка сайта сварочного оборудования:
2 балла
-
Тут тоже
2 балла
-
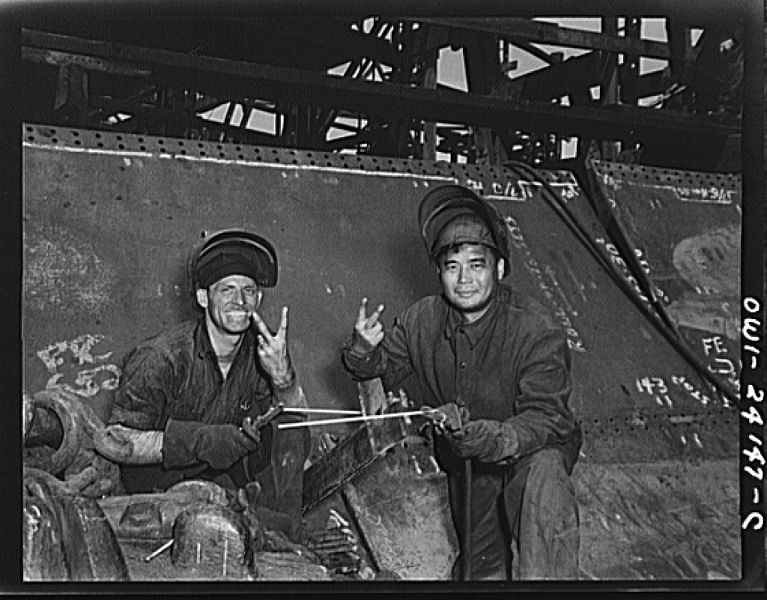
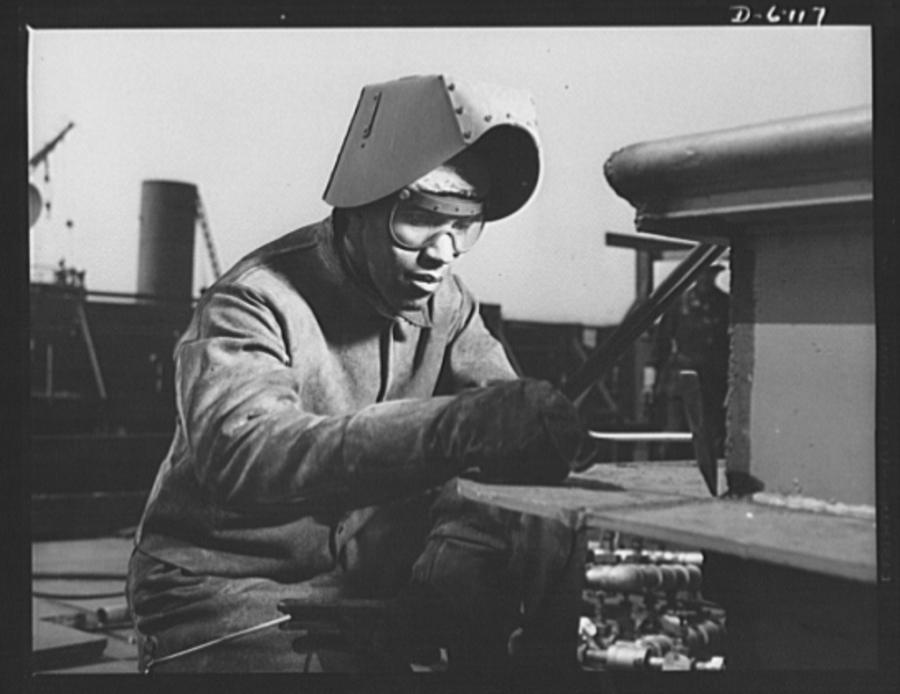
Пост 61-верх-правая-это очень интересная история постройки в США с 1942г судов типа Либерти(я даже успел поработать на одном кочегаром-Александр Суворов -порезали в 1980г)Благодаря этим пароходам СССР получил в войну с конвоями множество техники и продовольствия. http://www.skylighte...bertyships.html Суда впервые имели сварной корпус ,что позволяло строить их быстро.Рекорд был-10 дней. Всего было построено 2710 судов . Всего на постройке «Либерти» было занято 18 верфей (не считая многочисленных субподрядчиков), и в 1943 выпуск составил в среднем 3 судна в день. «Либерти» первых серий страдали от трещин в наборе корпуса и палубы. 19 судов буквально развалились в море. Первоначально дефекты приписывались либо сварной конструкции в целом, либо — низкому качеству сварки в условиях круглосуточного поточного производства. Привлечённая к расследованию металловед Типпер из Великобритании доказала, что трещины в сварном наборе развивались из-за неудачного выбора сорта стали, который в арктических условиях становился хрупким. Сварная конструкция облегчала распространение усталостных трещин, но не порождала их. В течение 1942 года эти недостатки были устранены. Опыт «Либерти» был учтён в производстве последующих военных серий — транспортов «Виктори» (534 cудна) и танкеров Т2 (490 судов). «Либерти» строились как «суда на пять лет»: считалось, что их ограничения по скорости и ремонтопригодности сделают суда неконкурентоспособными в послевоенном мире. На деле, «Либерти» активно служили в конвоях корейской войны и в гражданской службе до начала 1960-х годов: в 1950-е годы пароходства только зарабатывали с помощью «Либерти» деньги на обновление флотов. Массовый слом «Либерти» пришёлся на 1960-е годы; первенец серии, «Патрик Генри», был сломан в 1958. По состоянию на 2005 год, на ходу находятся два «Либерти» — суда-музеи SS John W. Brown в Балтиморе и SS Jeremiah O’Brien Сан-Франциско; оба годны к плаванию и периодически выходят в море. http://www.odin.tc/d...ter/liberty.asp
2 балла
-
@СварщикРучник,Да все бы ничего. Сварки, как таковой - 2 вертикала по 160мм каждый. А вот беготни и подготовки - караул. С болгаркой не подлезть никак и никакой при всех раскладах. Варить начинаешь - одна мысль, только бы трубку не задеть, тем более топливную(машина с линии - все системы под давлением). А держак - трезубец... При сварке не стоишь, и не сидишь, среднее положение. А узел - особливо важный.2 балла
-
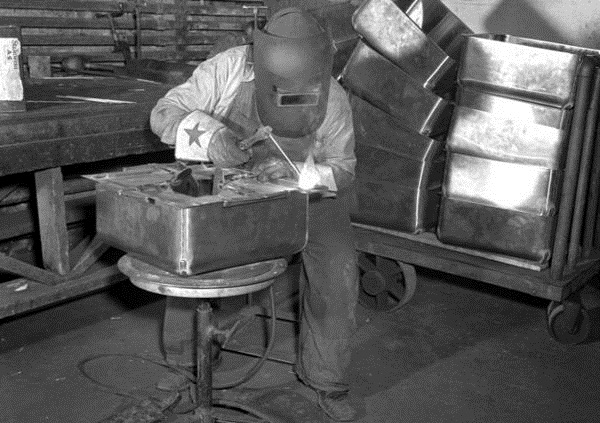
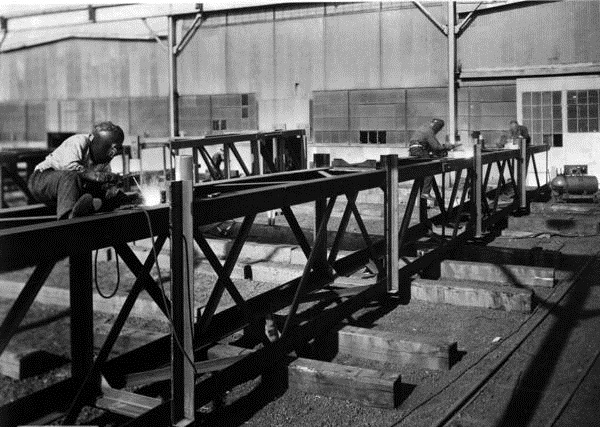
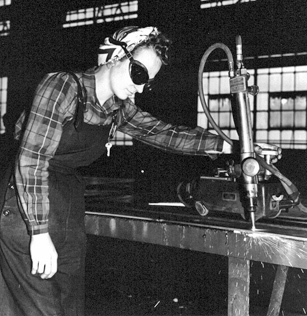
сентябрь 1940 - изготовление моек из нержавеющей стали: аппарат линкольн ]Shield-Arc Jr., электроды Stainweld A5. Настройка сварочного агрегата для ремонта железной дороги. Коннектикут, штат Огайо. 1940,Сервис Хартмана. Изготовление, сварка тягача для транспортировки угля: аппарат Shield-Arc Jr., электроды Fleetweld.[ 1942 - Сварка одной из четырех основных стальных матч Deeds Carillon в Дэйтон, Огайо \1939 - сварка железнодорожного моста в Кливленде.
2 балла
-
Вот сварил качели
1 балл
-
@СварщикРучник, , Так и есть . хотя в строительных условиях на коленке . на стройке где арматуры нет ? Приходилось и с :катанки делать : . Но просто легче сфоткать чем кучу постов писать . А конечно нормальный вариант - это уголок и по центру до сих пор правильно не знаю как назвать - ОВС или УВС . ну есть такая проволока . Долго с ней работал а точное название в облом в интернете узнать . считаю что овс .1 балл
-
Хм, а я ведь тоже уверен (пока), что гладкий - пруток, кругляк и прочее. А вот именно рифленая - это и есть арматура.1 балл
-
@СварщикРучник, Да виноват . подзабыл . на той неделе сфоткаю . но как писал на держаке с 25-32 уголка всё это легче . Видео камеры нет . на фотике флешка всего на 4 гига . оно бы и хватило для выщелки элекрода . другое дело что видео не разу не выкладывал . Тут с тегами и так проблем .1 балл
-
По-моему,арматура-она и есть арматура,может,конечно,заблуждаюсь.Если относительно диаметра,то кому какой по вкусу.Во время пользования "трезубцем" для его изготовления перешёл с арматуры на штанги токателя с ЗиЛ-131,на мой взгляд,этот материал будет получше (чисто любительская оценка). http://cartuz.com/foto/1010149_F.JPG1 балл
-
@аргонавт, приветствую! А где фото? Интересно же глянуть на сие изделие! Кстати, прицельно отщелкнуть окурок из трезубца у меня получается наверное ничуть не хуже!1 балл
-
Уверенное первое место в постах темы.Вот это расписание на будни:"Накернить идиота,потом должника и не забыть подстричься после бани".А у нас всё фигня какая-то - трубы,начальство,железки,работа. Лопнуло.Но не там,где я ожидал и не то...Пар прокладку пробил,а сварка второй год,..тфу-тьфу-тьфу.
1 балл
-
Хорошо хоть не "Серия К-121".1 балл
-
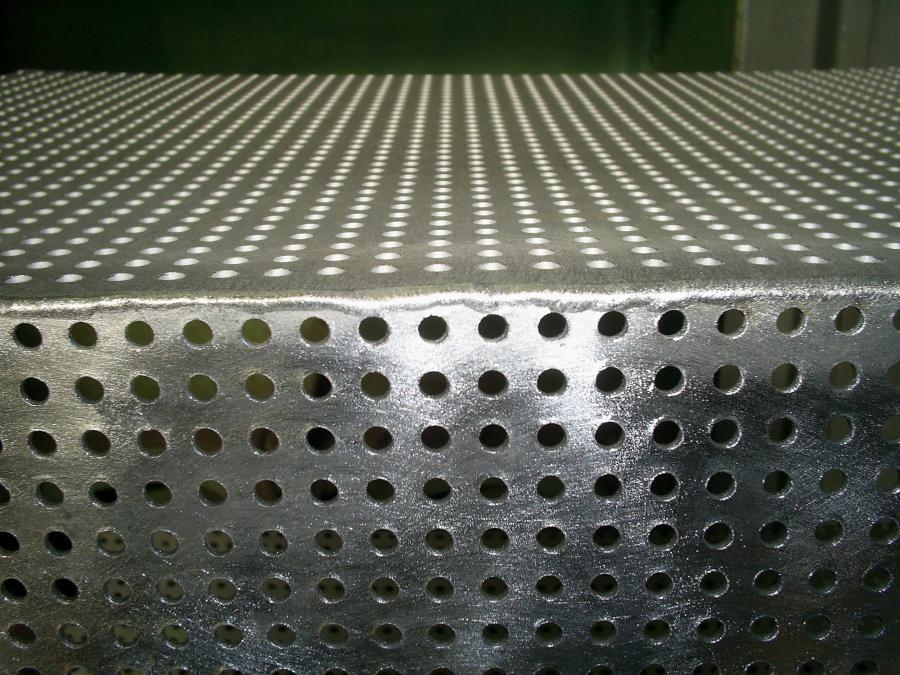
Эти швы "герметичные" или "равнопрочные"?
1 балл
-
Тоже наверное равнопрочное заводское сварочное соединение, но герметичным вряд ли его можно назвать.
1 балл
-
Ну это скорее всего по умолчанию предусмотрено. У нас в своё время на грейдер поставили молодого и горячего, сначала ему мало ножа было - увеличивал он его край в высоту. Потом рассказывал как красиво волна выглядит на полной скорости. Потом словил что-то в снегу обочины и сломал раму. Правили её этим же грейдером, приваривали уши, цепляли цилиндр, грели, гнули. Бегал грейдерист как ужаленный, но потом дальше работал - в тот раз его ещё не уволили.1 балл
-
Сварку паропроводов можно определить в отдельную тему, не важно, какого диаметра трубы. Эта тема очень непростая. Даже вспоминая по себе ( а в энергоремонте оттрубил без малого 15 лет) когда перевелся из одной организации в смежную, которая уже занималась уже исключительно только трубами, когда заварил образцы в присутствии специалистов и получив "добро", в последствии услышал от местных "старейшин" , что трубы я варю как сантехник, т.е. всё зависит от расположения сварщика к стыку в пространстве. Раньше я ложился под трубу вдоль и варил сбоку. А вот ребята варили трубы, ложась перпендикулярно к трубе . Пришлось переучиваться. Но навыки сварщика-сантехника мне пригодились для сварки в труднодоступных местах и положениях. Новые навыки- это еще одна ступенька для сварщика, но нужная. Учиться не считаю постыдным. Пар быстрее "прогрызает" трубы, и стыки надо варить не на "авось", да еще и гидроудары, они приносят много неприятностей1 балл
-
Вести вертикальный шов "рогами вниз" несколько противоестественно,но и так тоже делают.Горизонтальные швы тоже варят "по-разному,но швы должны быть..." При однопроходном с малой фаской делаю кольцами 9))).При больших калибрах чаще узкими валиками снизу и не отбивая шлак,чтобы следующий проход ложился на полочку.В прочем,тут есть параллельная тема про горизонты на трубах и тема "Св.швы" в Галерее.
1 балл
-
@СварщикРучник,мистера шАфера к Вам в подмастерья (на тяжёлые земляные работы) в воспитательных целях,он потом коллегам таких ужасов понарассказывает,что до весны бояться будут...а потом забудут.1 балл
-
На одном из форумов попалась на глаза интересная картинка: http://www.boehler-welding.com/index_ru.htm . Немало копий сломано коллегами по цеху на профильных форумах по поводу выбора держака,где старина "трезубец" упомянут был в разных "перспективах",в смысле , to be or not to be ? Подавляющее большинство сварного люда начинали именно с него. В последствии вкусы,взгляды,требования и предпочтения менялись. Качество "Bohler" высокое и стабильное,признанное во всём мире,так что "трезубец" должен гордиться такой рекламой : "Не смотря ни на что,мы пользуемся проверенными временем материалами". P.S.На данный момент мне,всё-таки,по душе заводские держаки от достойного производителя.1 балл
-
Страшно - это когда понос и пукнуть хочется, всё остальное - относительно.1 балл
-
Есть места,где мениск или обратное формирование проверяют с зеркалом и переноской.И каждый дефектик заставляют вырубать и заново варить,но это конечно не в ЖКО.1 балл
-
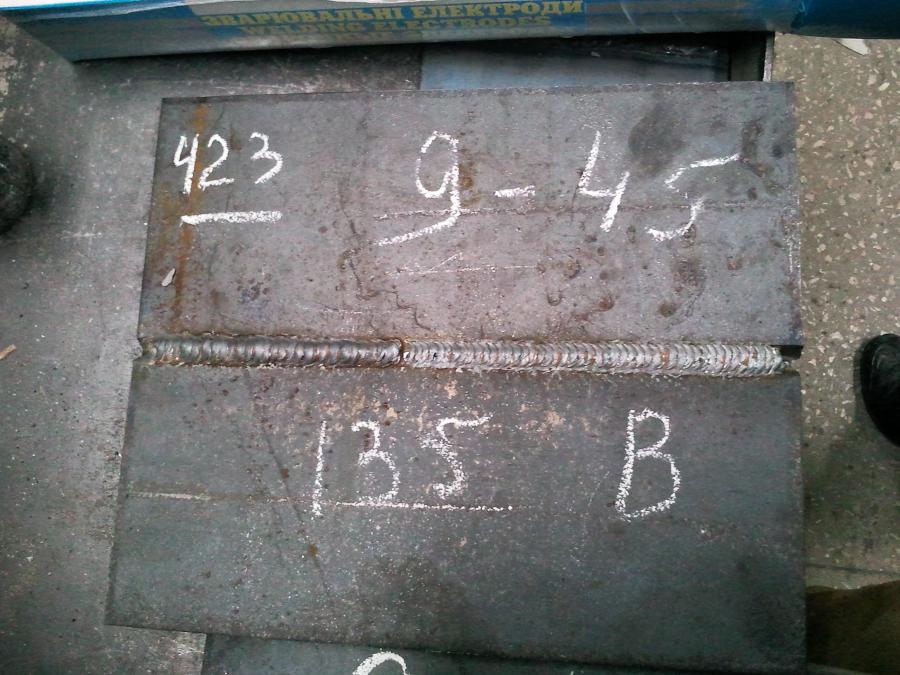
@sametoy1,Я тоже там аттестацию проходил по 135 статье. Варил правда десятку корень сверху вниз, а заполнение снизу в верх фоточка. Не знаю поможет вам это или нет, но попробуйте корень варить в отрыв.
1 балл
-
1 балл
-
Мои небольшие самоделки: Печь на отработке,Стол для станка Листогиб Подставка для сварочного,Складной сварочный столик Компьютерный стол Протяги для полуавтоматов (Везде применялась сварка)
1 балл
-
Подозреваю что такое количество проходов из за нежелательной перенастройки аппарата после корнёвки (исключение возможности брака при перенастройках (настроил - и до финала)).. Логично же - закорневал, добавил, пошёл перекрывать, добавил, отдделка. Корнёвка тоже снизу вверх? Какая толщина проволоки??? Входит ли зачистка в условие выполнения сдачи? Проблема во втором проходе?1 балл
-
@LamoBOT,Насколько помню, в баллонах всегда должно быть остаточное давление, это не просто требование на заправочной станции, а большой + для вас же- качество газа должно быть на уровне, от этого зависит и качество реза и качество защиты сварочной ванночки со всеми вытекающими.... Попадание воздуха просто недопустимо, а уж про откручивание вентилей и речи быть не может!1 балл
-
На судоремонте смотрю кабель сварочный метров 20-30 бухтой у баластника валяется и мужик им в 5 метрах чет там с отрывом варит 4-кой. В такт касания электродом внутри бухты металлическая стружка, огарки электродов и прочий лом синхронно на дыбы становятся. Заинтересованный силой этого явления понатыркал огрызков от электродов разной длинны. Ну... 15 сантиметровый огарок встал. Причем эти торчки не одно меня забавляли, запаренные работяги наткнувшись на танцующие электроды, невольно кривили немытые рожы от удивления. Воздействует ли магнетизм на человека или нет, так просто наверное не разберешь... но как использовать его влияние в случае "мужского недомогания" представление у меня уже имеется...1 балл
-
Была передача по телеку, как бывает в таких случаях не наша, вроде немецкая, в общем вредно влияет. На работе сам видел, что при сварке переменкой провода шевелятся. Можно предположить, что сварщик в эти моменты находится в магнитной буре. Ну а вообще жизнь сама по себе в принципе вредна для здоровья, даже ничего не делая мы стареем и в конце концов умираем.1 балл
-
Да, кстати, тоже приносили на днях диск. На мои советы поехать на рихтовку потом, только отмахивались. Странные люди. Взял 40 евров. http://s48.radikal.ru/i121/1212/e8/28128a7d8036.jpg http://i031.radikal.ru/1212/9a/3aa5a19978a9.jpg http://s41.radikal.ru/i092/1212/8b/d21ed579e9a9.jpg1 балл
-
На днях дурачился по РДС, использовал аргон.горелку с цангой 2,5 и электроды 2,5 ока по нерж. Электрод вставляется в горелку, как на снимке и держит его цанга 2,5 просто отлично. Этот ленивый способ побудил меня уже давно к работе и использую его при работе с аргон.дуг. сваркой при нужде варить электродом, например чернуху, какие то петли приварить или еще что не важно, главное не надо настраивать держак, разматывать и пере подключать. На 300 трубе использовал импульс при сварке электродом на 2 снимке, подача аргона при зажигании конечно же идет, но я поставил на минимум, дабы обмануть электронику и заставить функцию импульс работать на себя, ведь без подачи газа импульс Вам откажет по причине настройки мозгов в аппарате. Электроды-их возможность по схеме от 50-80А. У меня же импульс и А. 110 ставил, вспышка-затухание А.до 30 и соответственно баланс середины при этом эдак в 70-80 А. Высокие показатели меня более вставляют, чем малые. На шве видно чешую, это импульс оставил следы. Шлак не сбивал, как и писал ранее, зажигал второй следующий электрод в нем, что бы не было бугров. На снимке потолок и по середине между двумя направлениями поставил точку аргон.дуг.св для отметки двух начал. Варится с импульсом замечательно, отрывать не нужно, металл не течет и не капризничает, при его то вязкости(нерж) который сваривать электродом считается сложно, сложнее, чем чернуху, так как коэффициент на плавки в сравнении с чернухой, чернуха просто курит, даже взять уонии55 в том числе. 4 стык польский электродом. Косяки тщательно зачищают, а если не так, то страшно смотреть. Вывод, на импульсе или с контактором варить трубы значительно проще, отрывать при перегреве не надо и сварка проходит поэтому чище. Жаль пока нет чернухи, будет, сколочу материал и сюда. Поляки приходили глядели да головами кивали да хвалили. Кстати по полякам, ниже сфотографировал их стык аргон.дуг сваркой, очень худо варят, ну и свои. Держите фашисты гранату, подумал я и на лицевых у прохода оформил
1 балл
-
@Лепило,очень всё относительно,имею ввиду положение электрода,потому как профиль стыка не ровный и ,чтобы и калибр шва сохранить,и провар сделать,и не "захлебнуться",и шлак вперёд не пропустить,и трубу не прожечь...Поэтому положением электрода мы контролируем все эти моменты,но - короткая дуга - это первоочередное,электрод как бы прилип к стенке трубы,но не под прямым углом,а как бы немного вскользь,чтобы силой дуги-ток то большой,не пробить стенку. В среднем толщины труб "общенародного" потребления начинаются от 3-3,5мм.И они нормально варятся безотрыва.Но если не умеешь так или условия не позволяют,то тогда уж с отрывом.1 балл
-
Блок Т150,жизненно важное не задето.Варилось полуавтоматом,с хорошим преднагревом,зате подогревом пропановым резаком,проволока обычная СВ08.Сквозная разделка,угол 45,три прохода.
1 балл
-
По моему маленькому опыту сваркой чугуна смело стоит заниматься (конечно же соответствующими материалами) в том случае если нет жёсткого контура, одну отдельную деталь нужно приварить к другой отдельной детали. Там редко возникают проблемы, и обычно такая деталь хорошо работает, если нет вибрации и знакопеременных нагрузок. А вот варить дефект в жёстком контуре- например трещину или дефект какой то ёмкости, т.е. место где при остывании шва возникнут напряжения в конструкции, потому что сваренным кромкам некуда деваться-они тянут за собой основной металл, а ему в свою очередь "не хочется тянуться", вот там обычно начинаются проблемы. Иногда ничего не помогает, ни никелевые материалы, ни подогревы с проковками, трескается и всё тут.. Говорят газопорошковая наплавка решает эти проблемы, но я её не пробовал1 балл
-
Такого не видел..http://www.youtube.com/watch?v=1A0XjSs9nXU&feature=related http://www.youtube.com/watch?v=N0A_bidZH7Q1 балл