Лидеры




Популярный контент
Показан контент с высокой репутацией 25.09.2012 во всех областях
-
Казус или нет,но сегодня решил отыграться на одном водиле. Есть у нас головастик МАЗ(древний),на нем даже номеров нет,за территорию завода его не выпускают. Кабина ржавая в труху,еще и водилы на нем в большинстве своем козлы. Ездят частенько пьянющие, в стены влетают на нем, когда в кабину поднимаются на дверь опираются ,как на поручень. Естественно петли вырваны,морда деформирована в усмерть. Варил водительскую дверь 3 раза(сколько до меня варили хз). Сегодня в очередной раз приехал,дверь в кузове....Говорит иди слазь возьми и привари. Я ему в том же тоне: Ага,щас ,разрешите бегом товарищ генерал!!! (Вырваны петли как на двери так и на самой кабине,метал завернут в трубочку.В общем ужас). Он: Иди я сказал,а то начальнику нажалуюсь. Говорю:Да пожалуйста. В конце концов приходят начальники его и мой.(Мой нормальный мужик понимающий и с юмором). Говорю: Сколько можно варить -то? Живого места нет. Если какие -то алкаши его гробят,нахрена варить. один черт разобью и оторвут? (Водила начал возмущаться). После долгих дебатов стали мне показывать где подварить,куда заплатку сунуть и тд и тп(туда даже сопло горелки не пролазит,как варить я не представляю). Тыкал мне этот чудо наездник:" капни тут,прихвати там,перевари вот тут". Протягиваю горелку,говорю :аппарат включен,вот тебе горелка,ты мне покажи,научи,а я посмотрю и повторю. На словах у вас у всех все очень просто и легко. На деле докажи,ты же орал когда то ,что варишь гораздо лучше меня и швы то у меня на швы не похожи,так ...насрано местами. Так давай дерзай" Обиделся и ушел куда-то. Обращаюсь к своему Санычу с вопросом что делать? Он: Не бери в голову,петли прихвати ему и пох..й. Пусть сами делают. Прихватил минут за 10. Покурил и решил напакостить водиле за длинный язык его. Взял 2 баллона монтажной пены. Залил в двери,в пороги,кузов,еще и по кругу прошелся.Хлопнул дверью что было дури и запи-лил ему "облицовочный шов" по всему периметру двери. С 3 часов он где-то шатался и уходя домой в 5 часов я его не видел.МАЗ стоял все в том же боксе. Думаю он не обрадуется....(работает он сутки через трое). =)))Вот такой вот я пакостник.4 балла
-
сегодня закончил изготовление печи на отработанном масле.Осталось по месту приварить дымоход и будут испытания=) Имеются косяки в местах врезки сотой трубы,т.к. отверстия делал резаком ,потом долго и упорно заваривал щели.Так же получился перекос верхнего элемента. Но думаю это не смертельно. Мой дебют ,я в целом доволен). Сильно только не пинайте дилетанта )
 3 балла
3 балла -
2 балла
-
Лечение клаустрофобии (и сауна за одно)
2 балла
-
Вернусь к теме. 27 июля этого года надо было выходить на смену. Как обычно встал в 5.30 тихонько оделся, поцеловал жену, взял из холодильника заранее приготовленный хавчик и вышел из дома. НИЧЕГО не предвещало беды! Дошел до остановки, как всегда в такой ранний час не спали только бомжи. И вот стою я в одиночестве на остановке, жду маршрутку, время идет, а ее нет... Пошел пешком зная что через две остановки из депо выезжают троллейбусы и уж там-то я точно уеду до своей дежурки. Пока шел почувствовал, что вчера перебрал с алкоголем и вкинул в себя литр "балтики-3", вроде бы полегчало. Сел в троллейбус, открыл еще банку и в хорошем расположении духа приехал к месту откуда должна забрать дежурка. Тут началось нечто пакостное - дежурка показала хвост и скрылась из глаз. Ну че делать - бывает и хуже, решил дойду пешком. Надо сказать, что наше предприятие находится почти что за городом и автобусы там не ходят даже близко. Пешком идти примерно минут 40-50 это если быстрым шагом и знать как срезать! Пошел! Срезаю через лесок и тут меня прижало в сортир и не по детски. Снял штаны, присел, сделал дело.... срываю с ветки пачку листьев чтоб все по фэн шую было и... когда отпускаю ветку, то успеваю заметить как моя новая обручалка улетает с моего пальца в чащу!!! Караул!!! Свадьба была, можно сказать, только что (2 июня!) и тут такой косяк!!! В голове настает бардак - мысли только негативные. 1. О том что жена порвет как промокашку!! 2. О том что мастер меня казнит, но это пол беды - беда в том что смена не моя и я должен отработать за Леху-сменщика, а кольцо надо найти! 3. Перегар + серьезное опоздание = серьезный косяк! Короче после полуторачасового поиска кольцо я так и не нашел. Настроение упало окончательно от того что позвонил расстроенный и сонный Леха и сказал мне все, что он обо мне думает. На работу я уже естественно не поехал и поехал домой, на ходу думая как объясниться с женой по поводу отсутствия кольца на пальце. Специально проехал на одну остановку дальше, чтобы не видеть рыла вчерашних собухальщиков и не вступить с ними в драку от плохого настроения. Не тут-то было. Не доходя до дома каких-то 50 м меня нагло окликнули: "Э! Слышь, есть курить???" Офигев от такой наглости и зверея за доли секунды я ответил что есть и дождавшись когда эти двое приблизятся начал их метелить. Все бы ничего, я победил, но один из этой шпаны оказался вертким как... Короче я сломал руку в лучезапястном суставе, пришел домой, перетянул эластичным бинтом, полил костяшки йодом и понял что если немедленно не вмажу поллитра, то слечу с катушек. Взял дома денег и пошел на пятак (где можно найти кого-нить из собухальщиков) Никого не найдя пошел к одному военному пенсионеру потому как у него всегда можно выпить и посидеть душевно. Посидели. Только не у него дома, а сначала у него под окошком, а потом в камере за распитие водки на балконном пикнике. Это мы по пьянке догадались шашлыки на балконе пожарить. Соседи обиделись наверное что им не досталось... Домой явился только поздно вечером, не помню как. Утром проснулся от боли в руке - на ней была половинка от наручников. Слава Богу что на здоровой руке! Вот такой был денек.2 балла
-
Не знаю как другие, а я выкраиваю из 1,5 мм листа две четырёхлепестковые заготовки, одну побольше-наружнюю, и другую поменьше-внутренюю. Отстукиваю лепестки лопаточками. На внутренней пластине один лепесток складываю пополам, другие лепестки сгибаю так чтоб лепестки складывались в бутон. В обеих заготовках сверлится отверстие в центре-под стебель. Продеваю стебель через обе заготовки, привариваю его к внутренней заготовке, кладу заготовки так чтоб лепестки ложились вразброс, а не друг на друга, и начинаю собирать бутон поочерёдно загибая лепестки к центру, и немного прогревая горелкой верхний край лепестка отгибаю его кнаружи, ну как у розы лепесток устроен поглядеть можно. Так лепесток за лепестком собирается бутон. Наружнюю заготовку привариваю капельками в разрезы между лепестками к внутренней. Про стебель..ну что сказать, спускаю пруток на лёгкий конус, наплавляю на него каплями отростки под шипы, дорабатываю их болгаркой. Листики режу из того же материала что и лепестки. Делаю на них насечку и рисунок болгаркой. Привариваю-зачищаю. Гну стебель, несильно, чтоб естественно выглядел. Готовую розу крашу обычно в чёрный, поливая густо маслом и не выжигаю, а буквально высушиваю его на металле горелкой. За два-три захода что то вроде такого воронения получается. Ну вот в принципе и всё... А да, забыл добавить, у розы под лепестками внизу чашелистики должны быть-такие длинные и узкие листья, я их поочерёдно снизу к бутону подвариваю 4 штуки , счтоб они стебель окружали, зачищаю место сварки и отгибаю как естественней. Теперь вроде всё.2 балла
-
Когда работал на шахте,в складах наводили порядок,и выбросили на улицу целую кучу неврученных вымпелов.Хотели облить соляркой и сжечь зачем то.Успел выхватить четыре штуки.Иногда клиенты спрашивают,где награждали,думают за сварку .Я просто говорю достались по случаю.Одним вымпелы,другим денежные премии,телевизоры,машины.Врмя было.
2 балла
-
Иван, с зарплатой около 30ти новичком можно потерпеть. Все зависит от того,как себя покажете. До момента ,когда перевелся в другое подразделение сварщиков там побывало куча. Кто-то варил,кто-то ляпал.Кто-то пил,кто-то во все горло кричал "я не буду это делать,не буду то". Когда меня взяли,тоже смотрели с опаской,типа молодой,борзый,тоже уйдет скоро. Ан нет. Раньше привык делать все заготовки сам(так уж получилось в старом коллективе), когда здесь дали задание я был шокирован. Подходит бригадир слесарей со словами. "Разматывайся пока и иди перекури. Как подготовим все,мы тебя позовем". Перекурив подхожу,без лишних вопросов по привычке начинаю помогать размечать и собирать уже нарубленные части. Так день за днем зарабатывается репутация. Если просят помочь,действительно просят ,по-человечески -то никогда не отказываю,так и мне не отказывают. Даже с начальником спелись. Подкалывает постоянно,особенно когда весь план работ сделал еще в начале недели и слоняюсь из бокса в бокс в ожидании приедет ли погрузчик/ лесовоз или нет. Еще часто удивляюсь ,когда приходит водитель или слесарь ,начинаем собирать что-то,подготавливать и он интересуется у сварщика(то бишь у меня), как лучше сделать,как мне будет удобнее варить, перебираем кучу вариантов пока не найдем наиболее подходящий. (Есть конечно и такие: " ты мне сделай-а как меня не е..ет" , таким делаю на тяп ляп,но это другая история). Так что Иван,учитесь,держитесь и все со временем придет,а там может и переведетесь.2 балла
-
Привет всем. хочу поделится своей радостью ! недавно купил ЦИКЛОН ВУДИ 201. За эти деньги, выбор в ВОРОНЕЖЕ не очень. Из п/а Смотрел РЕСАНТА 200-220, ФАЭТОН-200,БЕСТ ВЕЛД -200, ТОП ВЕЛД -200, FUBAG-200,ИСКРА-150. Критерий выбора был такой:Надёжность,сервис в городе,пв 60% при макс. токе,возможность варить электродом.Пришлось искать инфу.П/А РЕСАНТА -200 апарат навид красивый,но сделан плохо! Перипутаны ручки управления!!! падача провалоки начинается с полавины оборота .Чобы нормально работал,нужно сразу чтото паять! ФАЭТОН-200. Ошибка в схемотехнике постоянно в ремонтах.В магaзине подтвердили. БЕСТ ВЕЛД . китаец на вид не очень,но индикация дисплей,в нагрузку:клемы,рукав,гавнистая маска.Отзывы не очень.ИСКРА-150. отзывы хорошие, пользуют многие,нариканий мало! ММА нет. А150 маловато. ТОП ВЕЛД-200. китаец у нас малоизвестный! отзывов нет. индикация дисплей,в каробке тотже набор что у БЕСТ- ВЕЛД. Характиристики как у ЦИКЛОНА. Но варит в режиме миг-маг на серьёзном производстве ЖБИ! Только если сломается чинить походу в китае.FUBAG -200. Много нариканий.Много функций и все реализованны не очень. Есть даже тиг.Низкий пв Индикация дисплейи. Выбрал циклон потамучто :сервис рядом,запчасти есть,пв высокий,варит при просаженой сети,ролики метал.,есть полный ММА,режим заклёпки.НО есть и минусы: прижимной механизм пластик,регулировка силы тока просто бесит!,нет индикации.Корпус на заклёпках!,а ведь инвертор надо переодически продувать? Большой вес.10 кг. У меня опыта мало. Варил трансформатором ММА ,небо и земля! Эл.5мм потянет.Я варю эл.3мм. Носил б автосервис было трое знакомых сварщиков всем апарат очень понравился в режиме МИГ - МАГ (уних трансформаторы). Для ММА забыл кабели. Если интиресуют фото позже зделаю.1 балл
-
Ну хоть на этом спасибо. В практике диапазон св.тока для проволоки d=2.0 до 400 ампер.Под флюсом чаще варят на падающей,но бывают варианты и на жёсткой ВАХ.В некоторых источниках/св.головках есть раздельное регулирование тока и скорости сварки,в других скорость сварки и ток связаны.600 А это самый бюджетный вариант для сварки под флюсом,при длительных циклах будет работать на износ. p.s.перестаньте ставить плюсы,я говорю прописные истины уровня 2 курса советского ПТУ.1 балл
-
Заплатки ставьте обязательно,где порвало значит слабое место.Где тонко там и рвется.Я сваривал комбикормовозы,там тоже АМг.Изнутри, где усиливали все О`К,снаружи не захотели ложить латки;заметно,не престижно,порвало или околошовную или по шву.Машины ездят по бетонке из просевших плит.1 балл
-
Идеальных источников в продаже пока нет.По большому счёту отличаются по ВАХ (жёсткая/крутопадающая) и ПВ (% простой/работа).Нужно привязывать к сварочной головке или другому оконечному устройству для стыковой или тавровой сварки.1 балл
-
спасибо))))) самое главное про ток узнал)))))))))))))))))1 балл
-
Обосновать по каким критериям?Инвертор или выпрямитель,дороже-дешевле,с запасом мощности/без запаса,ремонтопригодность и совместимость со сварочной головкой. Можно взять IdealArc-DC1000 производства Lincoln Electric и обосновать высокой ценой,а можно ВДУ-506 разрекламировать как легенду св.пр-ва СССР. Лично я с наибольшей уверенностью обосновал бы источники LAF и TAF фирмы ESAB со сварочными головками A2 и А61 балл
-
В принципе если можно насверлить в чугунине отверстий(не по силовым линиям работающей конструкции!!) нарезать резьбу и завернуть в них шпильки торчащие из отверстий на толщину стальной пластины, затем пропустить эти шпильки в отверстия в пластине, чтоб между пластиной и шпильками оставался зазор, затем на всю толщину проварить шпильки к пластине-что то похожее на крепление пластины к чугуну получится. Затем к самой пластине можно уже приваривать сталь... И всё равно никакой гарантии я на такое изделие не дал, больно уж нагрузка большая. Да, и ещё, "сдувать швы резаком" с чугуна я бы на вашем месте не стал, зачем лишний отбел чугуна?1 балл
-
@Maler, не пакостник, а диверсант! Я так вообще люблю прикалываться над народом - то при раздаче электродов пачку утащу у товарища и потом прикалываюсь над ним как он ее ищет (правда всегда возвращаю), то еще что-нить в том же духе типа пока народ в душ идет кирзачи у них поменяю или еще что. Короче, без юмора жить скучно!1 балл
-
-а у меня мамка по отцу полячка- Зиминская. Вот где собака порылась.1 балл
-
@blakdad, как-то Вы неуважительно относитесь к людям, да ещё и кричите... А Вы не подумали о том, что сюда многие заглядывают с телефона, особенно в рабочее время, и им не очень удобно на телефоне прокручивать кучу информации.1 балл
-
Просто алюминий плавится ок 650 градусов,а оксидная пленка алюминия ок 1100 градусов.Как начнешь гонять пока все повсплывает,уже и сварочная ванна оседает,нее Лучше конечно же по чистому.1 балл
-
Для кого и что Вы хотите обосновать? Для каких целей выбрать св.оборудование, для чего или кого? Наберите в поисковике !источники постоянного сварочного тока! и выбирайте,там стр.50 точно будет.1 балл
-
Два крайних поста с фотографиями имеют слабоуловимое сходство%-).1 балл
-
Рассказывал мне старый Энергетик цеха как его,молодого пацана,разводили на спирт сантехники. Верхний выход кан.трубы (тот,который на крыше) затыкался тряпкой и авральные работы начинались только после дезинфекции глоток волшебным напитком.Когда через пару месяцев коварные слесаря были разоблачены,вдруг стала забиваться труба сброса льял.вод в Мойку.Только на третий или четвёртый спуск Энергетика до уровня плинтуса (в смысле уровня воды) обозначил проблему.В трубе,на вытянутую руку от набережной,устанавливался гнутый электрод,который постепенно наматывал на себя всякую дрянь типа волос,ниток и прочего.А сантехники вешали лапшичку, что три дня подряд пробивают-продувают-чистят,но для последнего усилия нужен спирт...1 балл
-
@СварщикРучник,неуставные отношения в семье отдельная проблема.Предлагаю перенести тему в Курил...эти баб... Да,дорогая,сейчас почищу,дорогая.Да,а огурцы по-мельче, как всегда? я уже иду,любимая!...1 балл
-
Любой источник сварочного тока с жёсткой (либо падающей,если есть переключатель) характеристикой и 100% ПВ на 400 А.Как пример: ВС-600.1 балл
-
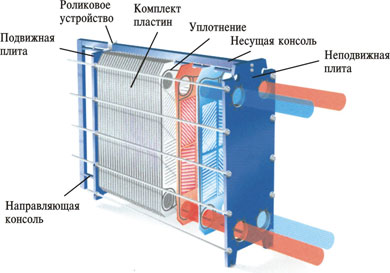
система гвс на многоквартирный дом , установлены 2 пластинчатых теплообменника , которые запитаны централизованным теплоносителем и хвс. в теплообменнике 2 контура 1 для теплоносителя другой для нагреваемой воды . Мы запитали на греющий контур нагреваемую воду а на нагреваемый, теплоноситель , но я уже разобрался , для нашего типа теплообменника такой перевертыш ничего не изменит система работает нормально , проблема была в малом перепаде давления на обратке и подаче теплоносителя.
1 балл
-
OK 92.60 (ENiFe-Cl) ESAB. Российский аналог: ОЗЖН-1.Тип покрытия основной.Область применения: Свариваемые материалы: чугуны между собой, чугун со сталью. Электрод обладает высокими технологическими свойствами. Наплавленный металл обладает большей прочностью и большей стойкостью к образованию трещин при кристаллизации, чем при сварке никелевым электродом. Ток = + / ~ U x.x. ~ 45B Положение сварки: все.1 балл
-
Просто фраза одного сварного (разговаривал по телефону): - Отопление варим с опережением графика, каменьшики выкладывают 4-й этаж, мы отопление уже до 6-го сварили.1 балл
-
Если там чугун, то наврятли он серый .Можно рассмотреть возможность, сварку ковкого чугуна к стали. Нужно начать с того, что этот процесс не для новичков. Про 13- 55 забыть, ими можно исправить например поверхтностные дефекты. Что-бы знать какие применить электроды, нужно наверняка знать марку обоих свариваемых материалов и как следствие температуру подогрева. Возможно, что весь процесс разделиться на несколько приемов в которых будут применяться разные марки электродов.1 балл
-
Эх, во что превратилась тема изначального вопроса, похитили так сказать, теперь тут можно и поучиться и просто поржать.Наверно просто подпитки нет в виде глупых вопросов. А у меня появилось мнение о том, что уони 13/55 отличные электроды для угловых швов + практический ответ на вопрос новичка ".. а че у меня зашлаковка в угловом соединении, а че у меня дуга козыряет от одной стороны к другой и при этом шов какашка...?" Так что товарищи новички, залетные читатели, интересующиеся пробуйте уони дешево качественно и сердито (ДКС) Еще один ньюанс напруга питания, ее качество и количество, имеет важное значение, как бы для меня это не секрет давно, т.к. занимался электроникой и основой успеха является хорошее питание устройств, так вот касаясь сварки, здесь это работает так же, чем лучше сеть, чем ближе к подстанции эта сеть, чем лучшим и правильным диаметром провода разведена проводка, тем лучшие результаты сварки могут быть достигнуты, тем рекомендуемые токи на пачках электродов более соответствуют действительности выставленной ручкой инвертора, тем проще ориентироваться начинающему в выборе тока (не забегая вперед про чувство тока в любой ситуации)Так что как то не более чем может быть так.1 балл
-
Пару раз просто тупо отрезал нижнюю головку от верхней и делал из двух шатунов один,не было нужной длины шатуна.Резал по двутавру(посредине)поперек,разделывал кромки и сваривал полуавтоматом самой обычной проволокой СВ 0,8,затем зачищал и заполировывал..Посредине он мягкий,все ездит,правда кубатура двигателя 50-100.Похоже у Вас мастырка на иж пс,с планетовского шатуна.1 балл
-
привет всем
1 балл
-
Продуктивный сегодня день выдался. И проволоку 1,2 вместо 0,8 на полуавтомате осваиваю. Варить чуть сложней, но в общем нравится.
1 балл
-
Чу,щас кадровые трубники скажут:"так не по технологии!" и покажут видео "Как варить гнильё без отрыва".1 балл
-
Нечего там смотреть.Это "народное творчество" крайне осуждается всеми документами.Делают от безвыходности;из-за больших зазоров,отсутствия необходимой подготовки кромок и прочего негатива.Ничего мудрёного там нет - просто прикладывают "покойничка" или "макают" при необходимости,вот и вся наука.Сверху лучше перекрыть вторым проходом,даже если не особо ответственное соединение.1 балл
-
Япошки и америкашки-самые помешаные на ТБ народности. Около года работал в американской компании CBI, надзор над качеством работ и исполнением ТБ вела японская компания CTSD. Были случаи, когда монтажник пойманый за тем что режет болгаркой искрами от себя, увольнялся. Мало того, монтажников могли уволить за то, что под маской нет очков. Cварных тоже хотели поначалу приучить работать в очках и маске, но обычно, узнав о себе много нового, тбшники бежали жаловаться супервайзеру, на что тот обычно отвечал- сварщик сможет заменить монтажника в любой момент, а монтажник сварщика никогда. Поэтому нас не сокращали и не увольняли за мелкие провинности.1 балл
-
Еще немного о разнице электродов с основным и целлюлозным покрытием, при сварке корня (цитата отсюда http://www.stroyplan.ru/docs.php?showitem=9421 ) 4.10. Для сварки корневого слоя шва могут применяться электроды с целлюлозным и основным видами покрытия, специально разработанные для сварки трубопроводов и отвечающие требованиям п.п. 4.5, 4.8, 4.9. 4.11. К преимуществам, применения целлюлозных электродов для сварки корневого слоя шва при капремонте МН относятся: - высокая линейная скорость сварки при возможности осуществления процесса способом сверху-вниз; - высокое проплавляющее действие дуги и, как результат, полное проплавление свариваемых кромок с образованием обратного валика; - сравнительная простота техники сварки; - отсутствие необходимости сушки электродов перед использованием. 4.12. К факторам, осложняющим применение целлюлозных электродов для сварки корневого слоя шва относятся: - необходимость при любой, в том числе положительной температуре воздуха, осуществлять предварительный подогрев свариваемых кромок (см. раздел 6.1.); - необходимость тщательной шлифовки корневого слоя шва перед выполнением второго слоя - "горячего прохода"; - выполнение следующего слоя ("горячего прохода") непосредственно после окончания сварки корневого слоя шва; - повышенное разбрызгивание при сварке; - потребность в источники тока, обеспечивающие специальные характеристики дуги. 4.13. К преимуществам электродов с основным видом покрытия, специально разработанных для сварки корневого слоя шва, относятся: - мягкость горения дуги, формирование мелкочешуйчатого шва благоприятной формы; - высокие вязкопластические свойства металла шва. 4.14. Основными недостатками электродов с основным видом покрытия при сварке корневого слоя шва следует считать: - низкую линейную скорость сварки при ведении процесса методом на подъем; - сложность достижения гарантированного проплавления кромок во всех пространственных положениях и высокая вероятность образования провисов, подрезов и несплавлений преимущественно в потолочном части стыка. Последнее обстоятельство влечет за собой необходимость подварки изнутри отдельных участков шва по периметру трубы (для труб большого диаметра); - повышенная склонность к образованию пор при увлажнении покрытия или свариваемых кромок.1 балл
-
У меня постоянно возникает такое ощущение, когда варю мелкую трубу, что надо прерваться, но я продолжаю.Чтобы было легче при смене положения, нужно удобно расположиться: я сначало выбираю наиболее удобную позицию, для сварки(тоесть встаю так, что бы было удобно),а потом пробую вывести электрод с потолка, на нижнее(не зажигая электрод) и смотрю насколько удобно мне это делать, если нужно меняю расположение, так чтобы было удобно выводить электрод с потолка на нижнее, а потом начинаю сварку. Вот здесь очень хорошо помогает функция "горячий старт"(если она есть) - при поджиге электрода сварочный ток завышен, что помогает легко зажечь электрод, а также хорошо прогреть и проплавить метал в начале сварки, а затем ток сам падает и позволяет варить без прожега. А если нет такой функции, то можно заранее выставить ток меньше, а чтобы получить провар на потолке, можно болгаркой проточить стык с потолка чтобы увеличить там зазор и проплавить на маленьком токе. Мелкую и тонкостенную трубу без отрыва на большом токе не заваришь, поэтому ток ставится низкий, а проблему с проваром потолка можно решить горячим стартом или увеличеным зазором на поталке. Но даже на низком токе при переходе от потолка к вертикалу может потечь металл, нужно увеличивать скорость сварки в этом месте, ну и держать электрод под правильным углом. Кстати, можно эксперементировать с током на пластинах - стыкуешь пластины толщиной=3мм как будто бы это труба, и выставляешь состыкованные пластины под уклоном как будто бы это то место на трубе, где начинается прожег.И можно поэксперементировать с зазором, током, проваром, вообщем добиться того, чтобы небыло прожега, а затем вернуться к трубе и опробывать уже на ней. Когда я учился варить мелкую трубу, я сначало забил на провар и уделял внимание внешнему виду сварного шва, а когда научился ложить красивый шов безотрывно за один проход, то проблема с проваром сама собой решилась(провар сам стал получаться). Поначалу я обрубал электроды примерно на 100-150мм, что бы они были короче и ими было удобнее варить, а перерыв на вертикале для смены электрода, помогал избегать прожега, позже я набил руку и смог варить целыми электродами и без отрыва. Но и без брака не обходиться бывает у меня проваливаеться ванна, бывает и провар не полный(усадина вылазит). Какбы попробую подвести итог: Нужно занять удобное положение; Провести электродом (не зажигая) около стыка с потолка до нижнего - чтобы рука запомнила движение и убедиться, что ничто не мешает вывести электрод с потолка на нижнее; Начать варить, тут не надо совершать ни каких колебательных движений, нужно просто держать ванну и плавно продвигать электрод вперед по стыку; при переходе с потолка на вертикал ускорить сварку, чтобы метал не потек; все время следить, чтобы электрод находился под правильным углом и держать короткую дугу. А вообще к любому условию сварки можно максимально хорошо приспособиться только если будет возможность делать одну и туже операцию довольно долго.Щас попробую коротко объяснить: Например я хорошо научился варить мелкую трубу, когда варил саляропровод на энергоцентр одной ДНС. Я был единственным сварщиком в звене и больше ни кто не работал на саляропроводе, объект был не срочным и ни кто не торопил.Работа заключалась в том, чтобы провести трубопровод от резервуара 1000м3, до насосной, от насосной, до 5 дизилей, прокинуть обратку на резервуар, завязать дренажную емкость с переливом каждого дизеля и завязать ее с насосной, а так же сварить систему по которой происходила закачка саляры с бензовозов в резервуар 1000м3. Вцелом около 1000 стыков трубы d= 32, 57, 89. Я там зависал больше месяца, в день варил около 20 стыков - первые 5 дней было мучением, как только я не варил и с отрывом и игрался с током и с зазором и с фасками и в два и в один проход варил - меня начинало тошнить от этой саломы, но через неделю как то само стало получаться. Причем глядя на то как собран стык я уже начинал прикидывать, что в этой ситуации надо добавить два ампера, а в этой добавыить 4 ампера, а здесь наоборот надо убавить, короче я просто набрал опыта на мелкой трубе,так как стал регулярно варить только ее, но надо подметить, что тогда у меня было стремление научиться хорошо варить мелкую трубу. Не куда она не провалится если ток правильно подобрать, главное в данном случае - не затягивать сварку корня, а быстро проходить, немного понабивать руку и будет получаться. Надеюсь, что не запутал и кто нибуть сможет подчерпнуть, что-нибуть полезное.1 балл
-
ОК 46 электрод хороший для мелкой трубы. При толщине стенки 3мм вариться без фаски, в один проход(не я придумал,такое требование у нас) Этими электродами я бы варил без отрыва, в один проход. Лично я бы торцанул заготовки болгаркой, зачистил внутри(чтобы грязи небыло), фаску на такой толщине снимать не надо, зачистил бы края заготовок до металичекого блеска(хотя бы на 10мм - это если лень зачищать) состыкавал с зазором около 2мм(можно использовать для выставления зазора спички, электрод д=2мм, диск отрезной от болгарки 1,5-2 мм и тд). Насчет сварочного тока, я давно не варил ВДГ-З, попробую так описать -Разные аппараты варят по разному и отображают значение тока тоже по разному(тоесть взять два разных аппарата оба могут отображать 100А, а по факту один выдает 90А, а другой 112А уже не говоря про баластники), да еще могут быть накручены фрункции типа форсажа и наклона дуги(когда они есть). Поэтому трудно сказать про необходимый сварочный ток, вот когда работал со сварогом на 3мм ОК 46 - 75-80А поставил бы, а когда работал с BlueWeld поставил бы 70-75А.В целом когда варишь одним и темже аппаратом или хотябы одной и тойже моделью, то уже чувствуешь когда и сколько поставить. Тут у нас малый диаметр и малая толщина стенки, если варить без отрыва, нужно ставить низкий ток,(в таких случаях хорошо помогает функция горячий старт если она есть).[Если варить с отрывом то тут проще можно поставить ток 90А и избегать прожега отрывами дуги.] Если расматривать стык как циферблат часов, я бы начал варить на 6:30 и закончил бы, на 11:30,варил бы без каких либо движений(никаких колебаний, ведешь электрод ровно). Когда доходишь до 5:00 часов(место на стыке когда потолок переходит в вертикал) здесь метал стремиться стекать в низ и нужно увеличивать скорость сварки, чтобы метал не утек, а когда выходишь на 2:00 часа(Место на стыке, где вертикал переходит в нижнее), то на оборот скорость сварки снижаешь, иначе высота шва здесь будет маленькой. Когда пол стыка сварено, то болгаркой удаляю по 5 мм сварочного шва с низу и верху, немного развальцовываю концы шва(чтобы в замках провар был нормальный) и довариваю стык. Если всеже варить с отрывом, то изменений было бы не много - зазор я бы поставил 3мм и как уже говорил ток около 90А, а варил бы всеравно в один проход. если были бы электроды LB-52U, то варилбы как и ОК 46, но с УОНИИ 13/55 я так не могу. УОНИИ 13/55 Бывали случаи, когда УОНИИ 13/55 попадались отменного качества и ими можно было легко варить, но чаще всего эти электроды были хреновыми и у них было много брака. Поэтому варить УОНИИ 13/55 в один проход, как положено при такой толщине, я бы не стал. И так: опять без фаски, но зазор я бы поставил 2,5-3мм, ток выставил бы на корень побольше где то 80-85А, тут я бы варил без отрыва и не затягивая - стенка тонкая и держать ванну бесполезно она все равно сбежит и будет прожег. Нужно быстро пробегать по стыку. Я попробую объяснить, но это надо пробывать самому и я незнаю насколько понятным получиться описание: И так: зажигаю электрод, и здесь я совершаю движения напоминающие сварку с отрывом, тоесть - ставлю каплю увожу электрод, возвращаюсь и ставлю еще каплю и тд. Но в отличае от сварки с отрывом, дуга у меня не гаснет, я уважу электрод немного вперед и возвращаю его назад, дуга очень короткая, движение электрода очень быстрое, а капли формирующие корень шва мелкие и я довольно быстро продвигаюсь по стыку вперед. Ну а потом остаеться зачистить корень и положить облицовку. P.S. Всем любителям поспорить объясняю:так варил бы я - никто не мешает вам написать как варилибы вы. Любой контроль мои стыки при такой сварке проходят(не раз проверено)-если кто варит по другому и его стыки проходят контроль - то молодец. Вцелом есть поговорка -"кто как хочет так и дро...". Я опустил различные требования и нормативы, чтобы не разводить писанины и рассуждений стоит ли их соблюдать, тут опять можно вернуться к поговорки -"кто как хочет так и дро..."1 балл