Лидеры




Популярный контент
Показан контент с высокой репутацией 01.08.2012 во всех областях
-
двутаврик
 5 баллов
5 баллов -
Ээээ... Братцы!Тут уже,скорей,философский аспект бытия сварщика затронут... Ещё Левша задавался вопросом "А почему на Руси ружья кирпичом битым чистят???..." И,помнится,для него всё закончилось не шибко ажурно... Сборщиков,ясен день,воспитывать надо.Иначе,придётся плевать на всех,на слесарей,электриков и снабженцев.И,по концовке,сваливать из такой шараш-конторы.По существу...Мне лично кажется,что сама тема несколько надуманная.Хотя бы потому,что в стране победившего идиотизма перфекционистам особенно трудно... Была б эта тема в разделе,к примеру,сварка в энегетике\химической промышленности\нефтегазе и т.д.,то понятно,что низзя,ибо нарушение технологии.Как говорится,"Чтоб не было *****жу,делай всё по чертежу!"Но,в сантехнике жизнь вносит,что называется,свои коррективы.Поэтому,для меня сей вопрос лежит в плоскости границ применения технологии.Понятно,что ответственные стыки,да и просто в тех случаях,когда есть возможность соблюсти эту самую технологию,варю без отрыва.А,попробуй-ка,обкатай безотрывной дугой стык новой трубы со старой,ржавой,абы как автогеном обрезанной,да ещё по которой водица течёт.Лёжа в жиже из смеси воды,глины и "чесоваты"...Нет уж!Какие тут основные электроды и безотрывная дуга?Рутиловые и в отрыв,в отрыв...3 балла
-
В общем люди - говорил я, что трубные швы я варить умею, НО сегодня (после перерыва в полтора месяца) попробовал снова варить трубные швы и как оказалось - "УЖЕ подзабыл" эту тему!!! И теперь заново учиться, учиться и еще раз учиться! Вот кидаю кучу фоток - посмотрите и скажите, если можно - что ни так а что так. Но понял я то, что на малом токе электродами АНО-21 3кой фигово варить. И выставил уже под конец ток примерно 100 А, и начало получаться лучше! (Самый верхний шов). http://s03.radikal.ru/i176/1208/ea/870a5732ead9.jpg http://s05.radikal.ru/i178/1208/23/2c2176d92439.jpg Самый первый шов кстати варил в 2 прохода, в итоге получился очень некрасивый ,высокий, жирный шов, что конечно не есть хорошо! http://s42.radikal.ru/i097/1208/0f/f6fac87b2885.jpg Уяснил и то, что топтаться на месте при трубном шве лучше не надо - получается или прожег, или "слишком много наплавлено" и начал варить быстрее, что тоже в свою очередь правильнее. Варил без разделки кромок естественно. И труба была порезана не ровно - где зазора нет вообще, а где мм 2. http://s08.radikal.ru/i181/1208/6f/48347233cbb0.jpg http://i062.radikal.ru/1208/9f/a79bc3d81e6d.jpg Ну как получилось, так и получилось - теперь варить буду каждый день! Иначе нам удачи не видать! http://s019.radikal.ru/i643/1208/ff/450f5fddf669.jpg http://s015.radikal.ru/i330/1208/54/9cee8d153012.jpg http://i061.radikal.ru/1208/74/02ad133f39a2.jpg http://s017.radikal.ru/i431/1208/92/476f54e1b45d.jpg Спасибо за внимание!2 балла
-
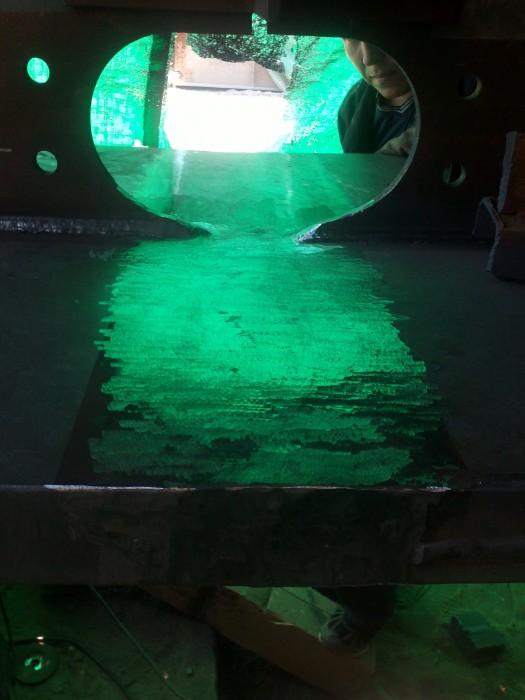
Сварка орбитальная, Франция Полисуд. образцы.
2 балла
-
Доброго вечера. Я тоже новичок, но позволю себе пару начальных советов чтоли. По швам - торопитесь, первое время держите двумя руками держак. Швы у МР3 вообще красивые получаются в нижнем положении кроме угловых (только у меня, сам учусь), а у профи, так вообще как аргоном вареные!!! На этих электродах ванну не увидите, все закрывает шлак, если есть возможность попробуйте УОНИ ток 110А и МР3 90А все в нижнем положении. У УОНИ будет видна ванна шлак немного отстает и видно как из-под дуги металлическая речка течет, НО есть тут большое НО не увлекайтесь УОНями (для обучения с нуля не то, это попозже, так сказать следующий этап), а только попробуйте ради того чтоб увидеть разницу в ваннах. И еще начните ложить швы, опираясь обмазкой электрода на железяку, а после пробуйте держать руками на весу зазор, с МР3 легко, они поддерживают горение дуги на достаточно большом удалении от металла до 1 см точно. Вы старайтесь держать около 3 -5 мм, естественно замерять не надо, на глаз и стремитесь к стабильности удержания. Пробуйте ложить швы на разном удалении, отбив шлак сами увидите что к чему (это так сказать не объяснишь стуча клавишами, только видеть, пробовать). Забыл сразу спросить, у вас какой источник, чем варите?(а то вдруг не уместны советы та....) А еще добро пожаловать по ссылке указанной АВНом!!!!2 балла
-
Доброго всем, господа сварные. Хотелось бы услышать ваше мнение по поводу этих произведений.
1 балл
-
Добрый день уважаемые профессионалы! Почитал форум. Посмотрел картинки. Начал тренироваться. До этого просто варил то что надо было и то что надо было и как мог. Не могу никак понять что такое ванна. Сам пытаюсь варить так. Вышибаю искру. Не чиркаю, а ударом электрода. Сегодня первый раз попробовал именно потренироваться. Электроды МР3-3мм. Посмотрите фото пожалуйста. Крайний короткий шев это варил на зачищеном уголке. и который зигзагом. Остальные варил на простой незачищеный металл. Прошу ваших коментариев. Я так понял что в момент варки должен быть виден шлак. Его не вижу. Электрод держу под углов градусов 90 практически. Варю к себе.
1 балл
-
Зачем!?За пять лет серьёзной эксплуатации ни одной проблемы, даже ни разу не ушли в защиту, и с осцилляторами всё в порядке. Ведь на моих аппаратах не стоит куча (4-5) дешёвых, компьютерных вентиляторов, которые на морозе перестают крутится, не говоря уже о пыли...1 балл
-
Покупаешь стандартный 40 литровый баллон углекислоты, ставишь его в удобном месте и длинным шлангом подсоединяешь его к аппарату. Ну естественно, что через редуктор.В 30 метровом шланге не так уж много газа помещается. Если рассоединять каждые две минуты, то конечно много газа будет уходить впустую, а если несколько часов работаешь и один раз разъединишь шланг и выпустишь из него остатки газа, то разницы в расходе даже не заметишь (по сравнению с тем что истратишь за 2 часа, та часть которую выпустишь впустую будет ничтожна мала). В крайнем случае можно шаровый кран сантехнический непосредственно перед полуавтоматом в шланг врезать, но я бы не рекомендовал после работы оставлять редуктор под давлением, всё же на пользу ему это не пойдёт. Расход газа в процессе работы от длинны шланга совершенно не зависит! Наоборот чем длинее шланг, тем меньше будет скачок давления в момент начала сварки. Шланг будет выполнять функцию ресивера. Оставь дурацкую затею варить флюсовой проволокой. Она стоит в 10 раз дороже и горит в 5 раз быстрее. Я по началу две катушки флюсовой проволоки за час спалил, прикинул, что переварить пороги 20-ти летнего Москвича мне с таким раскладом обойдётся в 2 раза дороже, чем стоит тот же Москвич с нормальными порогами и поехал покупать обмеднёную проволоку и углекислотный баллон. Уже машины 3 гнилые в труху по кругу обварил и ещё до кучи всякой мелочёвки целую гору наварил, а ни 5 килограммовая катушка, ни 40 литровый газовый баллон всё никак не закончатся. Кстати, у меня полуавтомат подключён шлангом метров 10 в длину. Обычно дольше часа им не работал и после отсоединял от полуавтомата (баллон в одном углу гаража хранится, а полуавтомат в другом углу), так что на собственном опыте убедился что в шланге находится весьма незначительное количество газа по сравнению с количеством газа в баллоне.1 балл
-
Учусь варить без отрыва...получается при правильной подготовке металла под сварку, или хотя бы с правильно установленным зазором...а когда трубу не отрезали, а отгрызли зубами, и зазор 10-12 мм, как то без отрыва не получается. Наверное, я просто очень плохой сварщик(( пойду и убьюсь башкой об сваренную мною трубу.((1 балл
-
* Хе-хе* На этом ресурсе найдёте всё, что вас интересует.1 балл
-
Порой так и хочется взять этих уродов, именующих себя "инженерами-проектировщиками", взять за горло и очень медленно душить. Вечно сливной фланец с танка в такой близи от крышки вкорячат, что без мата на него даже смотреть невозможно. http://s06.radikal.ru/i179/1207/dd/01f61d312960.jpg http://s017.radikal.ru/i408/1207/2e/dd39d04eb543.jpg В роли зеркала снималось 13 чёрное стекло. А с левой руки от зекрала ваще сказка варить. Ещё и в 2 прохода... http://s019.radikal.ru/i612/1207/d3/d698c9cacfba.jpg1 балл
-
Откройте газ,возьмите в руки горелку,вставьте вольфрам и включите пост.Попробуйте,может это Ваша судьба,чего ждать-то?1 балл
-
Вполне.Научиться варить аргоном не сложно.Сложно научиться варить на уровне,когда знатоки говорят "ну что,вполне прилично".У меня на это ушло около 15 лет и до сих пор мне очень редко нравятся свои швы.Я не видел ни одного диплома или книжки сварщика,где было бы написано "хороший".РАДС отнюдь не является самым безопасным способом и об этом есть несколько тем на форуме,не буду повторяться. К тому же сварка применяется почти во всех областях техники.Что безопаснее,варить на ПЛ аргоном в аккумуляторной яме или кронштейны варить п/а в цеховой кабинке?Может безопаснее в тундре делать РДС врезку в магистральную трубу под давление.Что безопаснее - ехать поперек дороги с закрытыми глазами на роликах или на велосипеде?Самоделка-амфибия это хорошо,но доверите Вы мачту для ветрогенератора варить "хорошему" соседу без допусков и образования или всё таки вызовете сварщика-профессионала с допусками для работы на высоте под ветровые нагрузки?1 балл
-
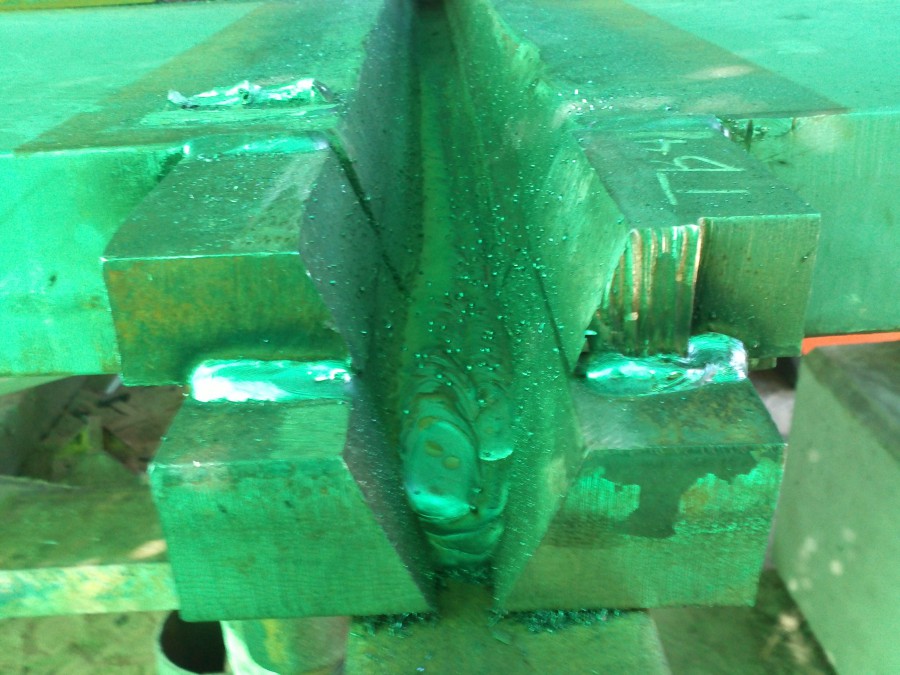
Как ранее было обещано-иллюстрирую...труба 219Х6,заводская разделка,зазор 2.5 мм.электрод ЛБ-52У,2.6 мм-корневой шов сверху вниз,облицовочный-УОНИ-13-55,Сычёвского завода на подъём,с поворотом на 180...Стрелки-направление сварки,черточки-место смены электрода,цифры-порядковый номер электрода,под цифрой 2-сквозная пора,больше не нашёл...
1 балл
-
http://www.youtube.com/watch?v=ZGjw8Tz2lt0&feature=player_embedded1 балл
-
Что уже намазали руку эпланом? (мазь от ожогов) хи хи. http://tehnolog-svar...itel_neon_vd_21 Посмотрите ещё в теме "Ну возьмите меня к себе" или точно как АВН предложил почитайте.1 балл
-
а я вот такой котел сделал, до этого вообще не варил электродами. сильно не пинайте. на котле где-то 73 сварных соединения, после первой опресовке потекло в 30 местах. Устранил течи и опресовал по второму разу потекло из 11, на третий раз все было сухо, давил 8 атм. на зиму котел не успел поставить и соответственно не слил воду и выдавило заглушки, отремонтировал и только сейчас этим летом делаю дома отопление. attachment=7506:14112011059.jpg]
1 балл
-
, Вы точно-точно уверены в этом?Телефон "Nokla" видели?У китайцев тоже родина есть.1 балл
-
Вот и я себе представил такую картинку,что в центральной заводской лаборатории стоят в очереди соискатели с планками,заваренными дома.Кто побогаче - проходил корень аргоном или строгал,кто по-проще выбирал абразивом или без расчистки корня.Самые умные попросили у заварить заводских друзей...Самые умные и богатые принесут заваренные автоматом под флюсом.Нечего сказать,сплошное ЕГЭ...,а если я заварю дома в нижнем,а сдавать буду как в потолок заваренное?1 балл
-
На самом деле ПРОФЕССИОНАЛЬНЫЙ источник для ручной дуговой сварки обязан иметь как минимум две регулировки - начальный ток дуги (для улучшения поджига) и ток короткого замыкания (неправильный перевод с английского - форсаж дуги, или сила дуги). Регулировка тока короткого замыкания позволяет оптимально подобрать глубину проплавления и избежать повышенного разбрызгивания металла и/или залипания электрода - две "крайних" позиции.1 балл
-
На такой толщине листа, да большим током, вообще должно идеально получаться. Электрод вести не торопясь, до полна наполняя сварочную ванну. Вчера терзал новый инвертор четверкой и сделал несколько снимков. Электрод SE-48 4мм, ток 200А
1 балл
-
Миколы на нас нету, он бы сформулировал. Возможно просто ванна больше зищищена шлаком от воздуха, других различий я не вижу, хотя сейчас кто нибудь скажет, что каждое зажигание электрода это дефект и т.д.1 балл
-
Тема заезжана прям до не могу.Сварка должна выполняться без отрыва. Все что говориться трубы гнилые, электроды плохие, электроды рутиловые - Это все отмазка, люди плывут по течению, что им сказали то и варят, что дали тем и варят. Мы вели 219 газовую трубу на факел, привезли уонни мол это всеголишь газ на факел давление не большое, мол варите этим, у нас никто не стал варить, так как сейчас здесь уонни заваришь, они тебе их всегда будут совать, сидели ждали пока привезут ЛБ52. Есть руководящие документы, в которых описывается то, как должны быть выполнены работы. Если идет отклонение от условий - то это уже брак.Так что если вы варите Б/У трубы сырыми электродами, то можете забить на просвет и узк, по той простой причине, что нет смысла светить такой стык, так как даже при годном сварочном стыке, просвет покажет расслоение основного металла стенки Б\У трубы и естественно это брак.(хотя здесь надо подметить, что даже на наших котельных, ставят б\у и трубы и отводы и тройники и т.д. - так как экономят и это все брак, а то что проходит - неудивительно, у нас и авто ВАЗ - это европейское качество). Вот те жизненный прикол из темы как правильнее варить. Устраивался работать через кадровое агентство, отправили нас 8 чел в Воркуту, пока ехали в поезде общались, все прям спецы (самые сварщики из сварщиков). По приезду надо тестовую катушку варить, Кто заварит образец - встает на трубу с з\п 70000руб, кто не заварит - на металлоконструкции с зарплатой 50000руб. Ну так вот подходит чел и начинает варить отрывисто, сжигает электрод, ему говорят все хватит идешь на метал, второй варит такая же картина, тут мы и смекнули, что в этой конторе даже есть главный сварщик и его мнение - если кто варит отрывисто, его следует считают сварщиком с низкой квалификацией и на трубу не ставить. Короче из 8 человек, мы только вдвоем пошли на трубы с зарплатой 70000. Почему варят с отрывом и не могут варить без отрыва - да по тому, что в силу тех или иных обстоятельств завышают сварочный ток.На завышенном токе идет прожег, да и ванна не держится, убегает. Вот например: стык перед сваркой не был зачищен, при правильно подобранном токе электрод залипает из-за всякой грязи, вот увеличиваем ток варим прирывисто и типа все ок.Или просто привыкли все работать с балласниками, где погрешность 10-15А туда сюда гуляет и сами не понимают, что завышают ток.Я варил трубу 57х3,5 без отрыва, за один проход, так вот изменение тока всего на 1-2А давало большой результат, тогда варили так много стыков, что я приспособился подбирать ток одним взглядом на стык и в зависимости от зазора (который гулял всего на 1 мм) я ставил от 59А до 61А. Совет только один - варите без отрыва(учитесь, тренеруйтесь), а уж если варите гнилые трубы, то ни кто вам не мешает найти обрезок хорошей трубы,очистить его, правильно подогнать, взять нормальные электроды и учится варить без отрыва. Кстати вот когда допрут сварщики, что чем меньше d трубы, тем меньше нужен d электрода и заставят им это дать, вот тогда начнут прекрасно варить и мелкую трубу без отрыва. Насчет электродов, я прекрасно варю 57 трубу МР-3 без отрыва, так же прекрасно варю без отрыва трубы d 16 - 32, только электроды беру 2мм. А на счет легче, не легче - Мне без отрыва гораздо легче, да и быстрее - подогнанный и расхваченный стык 57 трубы - варю 6 минут с копейками, сжигая 2 электрода d 2,6мм.1 балл
-
Совершенно верно,но я ремесленник и лучше не могу.Хоть как нибудь заляпать,чтоб прошёл рентген и мел-керосин.1 балл
-
Уже столько раз жевали эту тему,но,как видно,очень уж она вкусная . Есть несколько причин,на мой взгляд,существенных,влияющих на метод сварки(с отрывом или без):требования стандарта,имеющиеся сварочные источники и материалы,состояние и "стояние"(расположение) объекта сварки,т.е.удобство.Это в общих чертах,не углубляясь в тех.процесс и т.п.Если шов качественный,то на подавляющем большинстве гражданских объектов ему без разницы,чем он сделан-рутилом или основными,с отрывом или без.Во главе угла стоит мастерство сварщика.А споры в коллективе(да и не только) обычно возникают из-за элементарного неумения одних варить без отрыва(когда это более эффективно и удобно в данном случае),в результате начинается поиск отмазок.1 балл
-
Ни разу не спорю,что сварка без отрыва предпочтительней,качественней и тому подобное. Ответственно утверждаю,что швы,заваренные с отрывом,проходят узк ,гамма-контроль и мех.испытания. Примеров тому в галерее св.швов и моей практике достаточно много. По ряду причин не всегда представляется возможным варить без отрыва и придерживаться рекомендованных режимов,которые так любезно пишут на своих пачках изготовители электродов.1 балл
-
Недавно снял себе небольшой боксик. Перекрыл крышу, сварил новые ворота на старую раму и потихоньку завожу барахлишко.
1 балл