Активность
- Последний час
-
 zly_makar присоединился к сообществу
zly_makar присоединился к сообществу - Сегодня
-
 Andreaexowl присоединился к сообществу
Andreaexowl присоединился к сообществу -
 Александр, пролюбил ваши контакты, как с вами можно связаться для закупки сварочного материала?
Александр, пролюбил ваши контакты, как с вами можно связаться для закупки сварочного материала? -
3. Сварочный полуавтомат ТОРУС МИГ 350 ПРО Max ток, А 350 Min ток, А 50 Бренд Торус Диаметр катушки 300 Диаметр свар. проволоки 0.6-1.2 Диаметр электрода 1.6 - 6 Исполнение На тележке Механизм подачи Внешний Напряжение 380В Напряжение холостого хода, В 60 ПВ на максимальном токе, % 60% ЦЕНА 150 тр включая НДС


-
Добрый день, всем! Возможно будем полезны. Занимаемся разработкой постпроцессоров уже на протяжении долгого времени. В команде сильные производственники, люди с опытом за плечами. Разрабатываем постпроцессоры для токарных, фрезерных (3,4,5 -осевых), электроэрозионных станков, автоматов продольного точения, промышленных роботов. Пишем постпроцессоры под различные CAM системы: SolidCAM, NX, Powermill, FeatureCAM, Спруткам, ADEM, MasterCAM и другие. Можем написать постпроцессор на самодельные станки с ЧПУ, старые, китайского производства со своими стойками. В общем опыт большой, помочь сможем, обращайтесь (при направлении информации укажите наименование станка (можно направить фото станка и/или рабочей зоны), наименование стойки ЧПУ, количество осей и САМ-систему)! Также проводим обучение по работе в САМ-системах (токарная, токарно-фрезерная обработка, фрезерная обработка в 3,4,5-ти осях, АПТ). Готовы ответить на возникающие вопросы по телефону +79080909556 или на почту: postcnc174@mail.ru!
-
 postcnc174 присоединился к сообществу
postcnc174 присоединился к сообществу -
 panamera_fk присоединился к сообществу
panamera_fk присоединился к сообществу -
там все дешевле надо и быстрее быстрее. CuSi вообще редко кто использует. А еще требуется аргон. И П\А хотят за 1000р. так еще на заре Polo было это использовано... или в каком-то другом авто... не помню. Т.е. не просто по черняге, а еще и цинковое покрытие было. Собственно из-за цинкового покрытия, данный припой и применялся.
-
 я бы сделал чертеж в 3D программе. Поэтому тут однозначного ответа нет. Все пользуются теми или другими программами. Я использую Solid, ScetchUP. Кто-то другие. Полно и бесплатных предложений... Там обычно можно получить все что вас интересует. Я так делал крышу для дома и для бани. Полученные расчетные углы и расстояния в моем случае до 1мм, легко сошлось. Т.е. взял размеры на столе расчертил, выпилил, поставил. Так же получают развертки для различных труб.
я бы сделал чертеж в 3D программе. Поэтому тут однозначного ответа нет. Все пользуются теми или другими программами. Я использую Solid, ScetchUP. Кто-то другие. Полно и бесплатных предложений... Там обычно можно получить все что вас интересует. Я так делал крышу для дома и для бани. Полученные расчетные углы и расстояния в моем случае до 1мм, легко сошлось. Т.е. взял размеры на столе расчертил, выпилил, поставил. Так же получают развертки для различных труб. -
надо вбить знак " @ ("собачка"оно же "эт") " , и сразу будет доступен список пользователей, т.е. вводите первую букву имени, список сокращается и так пока все не введете либо не выберете из списка нужное имя. Вводить в поле теста сообщения, как обычный текст вводите.
-
Можно.БрКМц3-1, это собственно и есть CuSi3.Почти полные аналоги.
-
Интересно, а с проволокой CuSi3 лазер можно использовать? Для кузовщины должно быть востребованно.
-
....у Робинзона Крузо был Пятница...
-
А вот это–лишнее.Только в качестве плацебо стоит применять.Вреда от данного упражнения нет.Пользы –тоже...
-
 Vadim Nik присоединился к сообществу
Vadim Nik присоединился к сообществу -
Валера (hvr63) абсолютно прав! ИМХО - ротаметр - не ИЗМЕРИТЕЛЬНЫЙ прибор для сварщика, а ИНДИКАТОР! Есть "понимание", основанное на опыте (чужом, в основном)))), что при сварке нержи (алюминия, титана, плутония) нужно 8-10 л/мин аргона - накручиваешь "маховичок" в нужный диапазон. И т.д..... смотришь на электрод - синий, фиолетовый, черный - добавь постгаз, долго нет ванны - добавь ток и т.д. и т.п.... Все обсосано много раз. И да, выкинь мусор в виде лопат, баков и проч. (отложи на потом), закажи лист, профиль, трубы, присадки (да, деньги, время и проч.). А пока все это приедет - тренируйся на черняге и "ставь" руку с карандашом, гантелей, гирей.
-
Лучше с промежутком между ними в виде пластин. Определить исходя из условий работы конструкции (нагрузок, что она испытывает). Ну и имеющееся для сварки оборудование тоже во внимание взять. Я бы с одной более удобной стороны контур швеллера проваривал. На короба и двутавры - подсборки с указанием швов по ГОСТ, а на общую сборку, если изделие единичное или малосерийное, я бы лично ограничился записью в технических требования типа "... сварить по контурам прилегания ...", указал бы ГОСТ на вид швов (5264 или 14771) и величину катета (и марку электродов, если будут варить РДС). Если изделие серийное, то таблица сварных швов и на каждом соединении номер шва, чтобы надписями чертеж не загромождать.
- 1 ответ
-
- 1
-

- Вчера
-
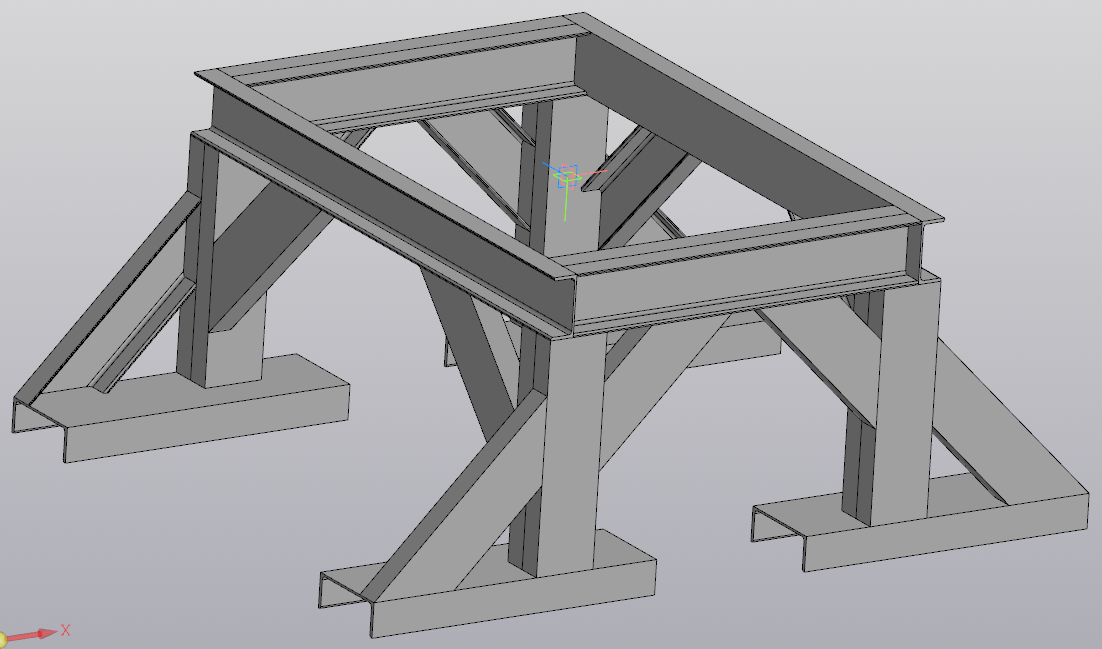
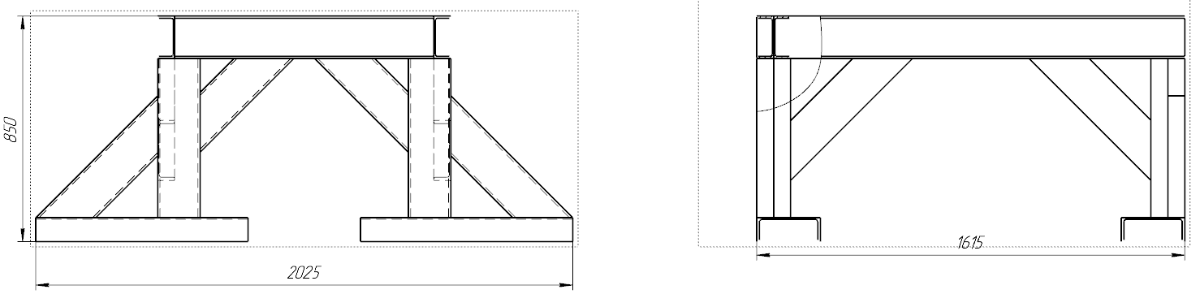
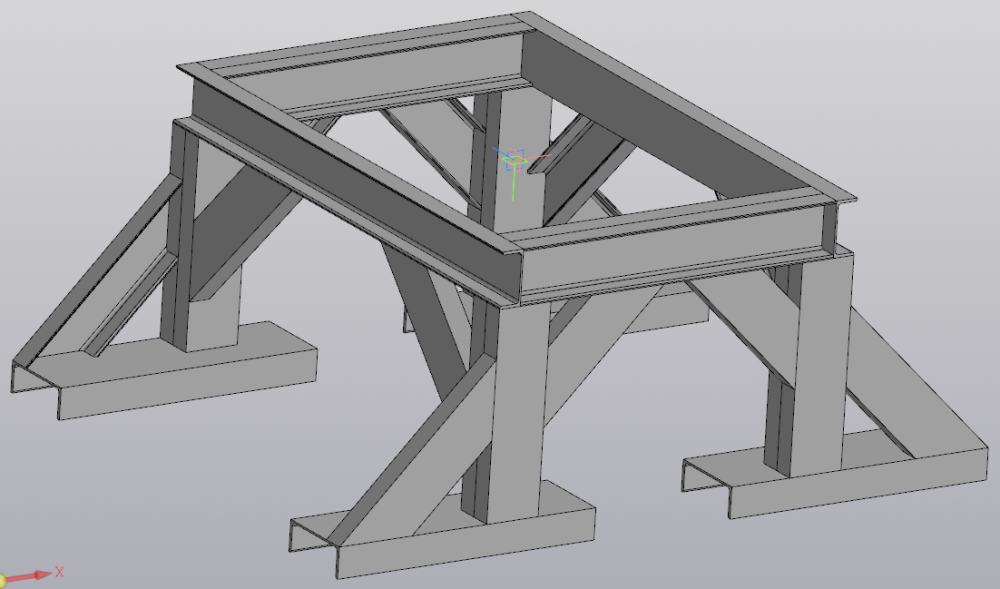
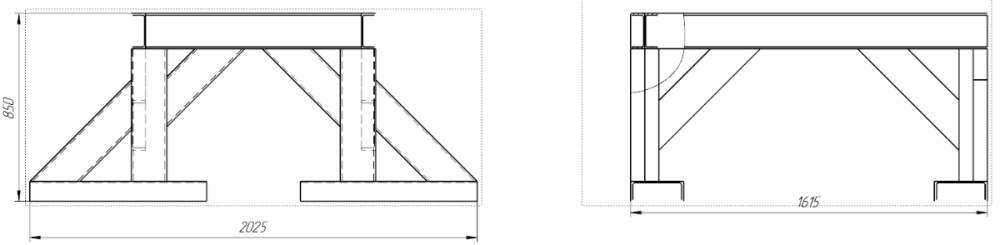
Всем доброго времени суток! В сварке абсолютный новичок, пытался разобраться с интернетом, получилось так себе. Есть потребность в сварной раме. Есть швеллеры 16П, из них собственно и собираюсь сделать. Сама рама представлена ниже, главный вопрос как варить... С вертикальными стойками вроде как разобрался - два швеллера в короб, оставляем зазор 2-3 мм и прихватываем в нескольких местах, затем от центра к краям провариваем с обоих сторон снаружи. С поперечинами тоже примерно понятно - собираем два швеллера в двутавр хорошими струбцинами и варим от центра к краю с одной и с другой стороны. А вот как варить швеллеры в стык не очень понимаю, обваривать ли по всему контуру или только снаружи, как полученный двутавр приваривать к плоской стороне швеллера - тоже по всему ли контуру, как приваривать укосины - получается что внутри швеллера нужно будет обваривать... А еще более сложная задача всю эту кучу швов отметить на чертеже..
-
 Maestro_Danila присоединился к сообществу
Maestro_Danila присоединился к сообществу -
 anvargilazetdinov присоединился к сообществу
anvargilazetdinov присоединился к сообществу -
 AlexeyDON68 присоединился к сообществу
AlexeyDON68 присоединился к сообществу -
 Albertses присоединился к сообществу
Albertses присоединился к сообществу - Последняя неделя
-
В минувшую пятницу юзали лазер 1,5кВт на нержавейке. Товарищи с автосервиса очень хотели попробовать пайку данного материала бронзой типа БрКМц3-1.Остались очень довольны результатом. Особенно в варианте импульсной подачи. PS.Хотел сфоткать результаты, но тестировщики на волне эйфории оперативно сграбастали образцы и испарились в закат, пока я там со всяким хламом разбирался.Ладно, не в последний раз...
-
Больше времени на сварку останется. Видать не всем дано.
-
Тапки. Открыл сумку. Достал кошелек. Закрыл сумку. Открыл кошелек. Достал билет. Закрыл кошелек. Открыл сумку. Убрал кошелек. Закрыл сумку... "В науке, как и в любви, концентрация на технике нередко приводит к импотенции." (с) Бергер Поучительная поведенческая стратегия мухи и пчелы, пытающихся вылететь в окно сквозь стекло. Пчела будет до посинения жужжать, исследуя всю площадь окна, а муха несколько раз долбанется башкой об стекло и вылетит в открытую форточку. Вся эта тема, "Советы начинающему аргонщику" со сложной цифрой части, это какая-то пчелиная нудятина. За все это время, проведенное за написанием вопросов в стиле киплинговского слоненка, можно было уже два раза на разряд сдать.
-
Не знаю как правильно, надеюсь уважаемые сообщество простит. Ну если нет, так нет, тапки и ещё что... Как правильно назвать, наверное техника ведения сварки. Суть в следующем. Разогреваем ванну за 2-3сек., увидели отражение электрода, ванна начала проседать, подал присадку. Ванна остыла, получился валик, убрал присадку. Далее снова греем на плавленный валик до зеркала, т. е. начала расплавления и двигаем горелку ведя ванну и расплавляя основной металл, стараясь держать ширину ванны одинаковой с полученным валиком и снова подаём присадку. Стараемся вести непрерывно расплавленную ванну как в РДС. По мере прогрева основного металла всё тяжелее удерживать стабильный размер ванны, она расползается, приходится останавливаться, ибо скорости рук не хватает. Или не много по другому. Сначала также разогрел ванну, подал присадку, сформировался валик и сдвинул горелку на основной металл, не переплавляя валик, но лишь не много его перекрывая расплавом ванны и подал присадок, когда ширина ванны достигла ширины застывшего валика. Так показалось легче контролировать стабильность размера сварочной ванны. Правда получилось всего 6см, вечер, уже темно. Буду пробовать обкатывать этот, второй вариант, вроде как удобней показалось. В обоих случаях присадку приходилось убирать от горелки, за пределы обдува, иначе она расплавляется и тянется непрерывно ниткой, либо делая шарики с окислами, вобщем не удобственно.
-
Всё просто, он уже есть. Вот мы и увеличиваем площадь поперечного сечения проходного отверстия в колбу, поворачивая маховичек не на 8, а на 120 градусов, дабы обеспечить ту же массу и скорость газа. Шарик то, на той же высоте, и его масса не изменилась.
-
А конкретнее? нажимал на всё, чего мог достать. Не выходит каменный цветок...
-
Изменилась плотность газа. Единица объёма газа при изменении давления изменяет массу.
-
Руками с помощью клавиатуры .
-
А разве изменились масса шарика, его размер, диаметр колбы? Раньше мне надо было маховичек шарика повернуть на 8 градусов чтоб поднять шарик до отметки в 6, а сейчас нужно повернуть на 120 градусов. Шарик первые две секунды дёргается, потом стоит как вкопанный. Да и по большому счёту эти показания, ни о чём. Проверил по щеке, убавил, полезла чернота добавил, со временем замечаешь при каких параметрах, где висит шарик и настраиваешь.
-
Но, согласитесь, камрад vistek подрасшевелил немножко, а?! PS можно удалить... чуть погодя)))
-
Всем здравия! Каким образом в сообщение вставляется ник пользователя?
-
Ещё раз–для тех, кто в танке или на бронепоезде,.Последнее, некитайское предупреждение: пофлудили и хорош! Всё, что далее будет не по теме–пойдёт в мусорную корзину.