Активность
- Последний час
-
там минимум компонентов, защит и прочего. Ломаться реально мало чего там может. НО!!! Раньше такого засилия как форсаж, анти залип не было. Не знаю как сейчас. Поэтому дуга простая, на тот момент конечно лучше трансформаторного аппарата и тем более без выпрямителя. Но если сравнивать сейчас современные аппараты, все же есть аппараты с интересными характеристиками когда дуга мягенькая и не так разбрызгивает электрод. А есть те что друг от друга сильно не отличаются кроме как цвет корпуса и пластиковые элементы или без них. Повторюсь, в отличии от тех же ресант, в этих более честные характеристики, т.е. реально выдавали заявленный ток. Во всем остальном, если одно яйцо рассматривать с разных сторон. И минус был еще как они по гарантии относились к клиентам. Как понимаю. сервис у них и сейчас не блещет любви обилием клиента. А варить сам не варит. Конечно на тот момент после трансформаторов, любой инвертор казался сказочным. Хотя уже и тогда были на голову выше как по характеристикам так конечно и по цене
-
дежурка вообще фиговина полная и то что на плату припаивалась дорожками. От встряски не раз просто контакты обрывались и конечно сами блоки выходили из строя. А еще они любители запиливать маркировку микросхем Когда в первый раз увидел, смеялся долго, зарядка от мобилы . Еще меня убивало, когда на силовой транс провод касался радиатора. Бух бабах после того как оплетка перетиралась. НО!!! Самое интересное, когда я ремонтировал у них еще реклама была: НОУ ХАУ Российской разработки и прочее и прочее.... А внутри китайский самый дешевый блок питания но со спиленной маркировкой. У меня до сих пор где-то это валяется, попадалось на глаза. Использовал как донор. Когда в одном почти все сгорело и что-то (что еще живое) переставлял в другой. Корпуса выкидывал.
-
В стиле мол вот купили на стройку/шабашку/цех/гараж торус и у сварных теперь его не отберешь, и варит чуть ли не сам, и надёжный как напильник...
-
Мне носили из самых первых партий (тех, что на платах ручного изготовления и МГТФ) много - дежурка накрывалась и резисторы ограничения тока на зарядке входных кондеров плюс общая протяжка и да, собраны были из того, что под руку попалось. Потом несколько исправились.
-
я раньше их десятками ремонтировал. Сейчас давно не приходили. Да и не взял бы. Там нюанс в том, что исполнение - лепили из того что было. Часто попадались с гарантийными дефектами. Реально качество производства не очень. Но если сделать все правильно и качественно, то в целом не плохие аппараты. Но затраченное время ... да и работали иностранные специалисты. Где пол электрода внутри попало и лопасти вентилятора перемололо, где просто от искр плата страдала и аппарат взрывался (дырки в корпусе большие для вентиляции). По сути та же Ресанта только немного в другом исполнении. Но от простоты и ждать ни чего не приходилось в работе. А супер быстрый и шумный вентилятор давал указанное ПВ.
-
называются не силовые а промышленного исполнения. И они на 16А вполне не плохо переваривают. Проблема только в том, что не везде ее воткнуть можно проблема (из надблдений), либо слабо протянуты контакты в вилке либо соединение между вилкой и розеткой слабое. Не каждая розетка имеет качественное исполнение, которое с достаточным усилием удерживает контакты вилки. А где плохое соединение - там нагрев. И залитые вилки то же страдают тем, что контакт провода к штырю в маленькой точке и там так же идет перегрев. Вилки и розетки промышленного исполнения на порядок реже встречаются с проблемами. Но если вмешался человеческий фактор, слабо протянул, то ... встречал когда одно от другого не отключить, пригорает и только полное разрушение помогает. Качественные бытовые вилки и розетки, аппараты на 200А (честные), так же переваривают без проблем. Но!!! Конечно провода должны быть обжатые и хорошо протянутые. главное, нужно растягивать полностью провод и не держать его в катушке. А сечение кабеля, желательно иметь по ГОСТ. На длине 50м, конечно и 2.5 квадрата справится. Если учитывать, что проводка открытого типа и легкий нагрев допустим. Но если где-то будет петля и не одна, может негативно на аппарате сказаться. Поэтому, желательно брать с запасом по сечению. Но это уже другие деньги. В общем есть нюансы и они больше лично к вам относятся и вашим условиям работы. И учитывайте, что если вы подключаетесь к просаженной сети плюс у вас просадка по кабелю, то опять же лучше запас по сечению иметь и уменьшить общую просадку.
-
И сейчас именно "те самые" работают, в гаражах у нас не один старый торус еще жив.
-
ремонтировал . А какие мифы? Вот интересно стало. Раньше аппараты были сделаны из самого дешевого китайского. Не думаю, что сейчас что-то изменилось. Единственное, что заявленные характеристики в целом соответствовали заявленным. Аппараты без премудростей и в целом работали в хвост и в гриву.
-
Спасибо, надо поэкспериментировать
- Сегодня
-
Все начинается от питающей сети, чья розетка примет на себя нагрузку от сварочного аппарата. Сделаешь хороший удлинитель - спалишь розетку. А на удлинитель вилки и силовые можно купить, которые на 32А (как на картинке). И переходник с силовой розетки на обычную вилку сделать не проблема. И переходник с силовой розетки просто для подключения прямо к щитку тоже. Все упрется в точку подключения. Поэтому если много разноплановой работы на выезде, то лучше сделать силовые вилки с розетками и переходники для них на сечении 2,5-4,0 кв. мм (или их комбинации из нескольких частей разного сечения). У меня "на вынос" ручник на 160А и полуавтомат на 200А. Удлинители 25м с жилами 2,5 кв. мм и 60м с жилами 3 кв. мм (в качестве жил спаренные провода по 1,5 кв. мм). Оба аппарата от них нормально работают.

-
-
Пайка твердым припоем, т е латунь, бура, ацитилен, меньше дыма от цинка. Я вообще с латунью стараюсь работать вышеозначенным способом.
-
С торусами кто нибудь работал? Много про них мифов ходит...
-
Приветствую, а какие требования предъявлять к удлиннителю для сварки? Варил 25+8, 25+25, если катушка с предохранителем то мучения обеспечены, пару раз отгарали вилки...
-
5.Универсальный сварочный полуавтомат VIKING MTM 302 PRO (4 В 1) Max мощность, кВт 13 Max ток, А 300 Min ток, А 20 TIG сварка Есть Бренд Viking Время нарастания/спада тока 0-15 Сек Время постпродувки защитным газом 0.5-15 Сек Время предварительной продувки защитным газом 0.1-15 Сек Диаметр свар. проволоки 0.6-1.0 Диапазон тока (А) MIG/TIG/MMA 30-300/10-300/20-300 Импульсный режим Есть Механизм подачи Встроенный Напряжение 380В Напряжение холостого хода, В 65 Регулировка горячего старта в режиме MMA 0-150 % Регулировка тока импульса 10-100 % Регулировка форсажа дуги в режиме MMA 0-150 % Регулировка ширины импульса 5-95 % Режим работы горелки 2-х тактный/4-х тактный ЦЕНА со СКИДКОЙ -88 т р включая НДС Частота сети (Гц) 50/60


-
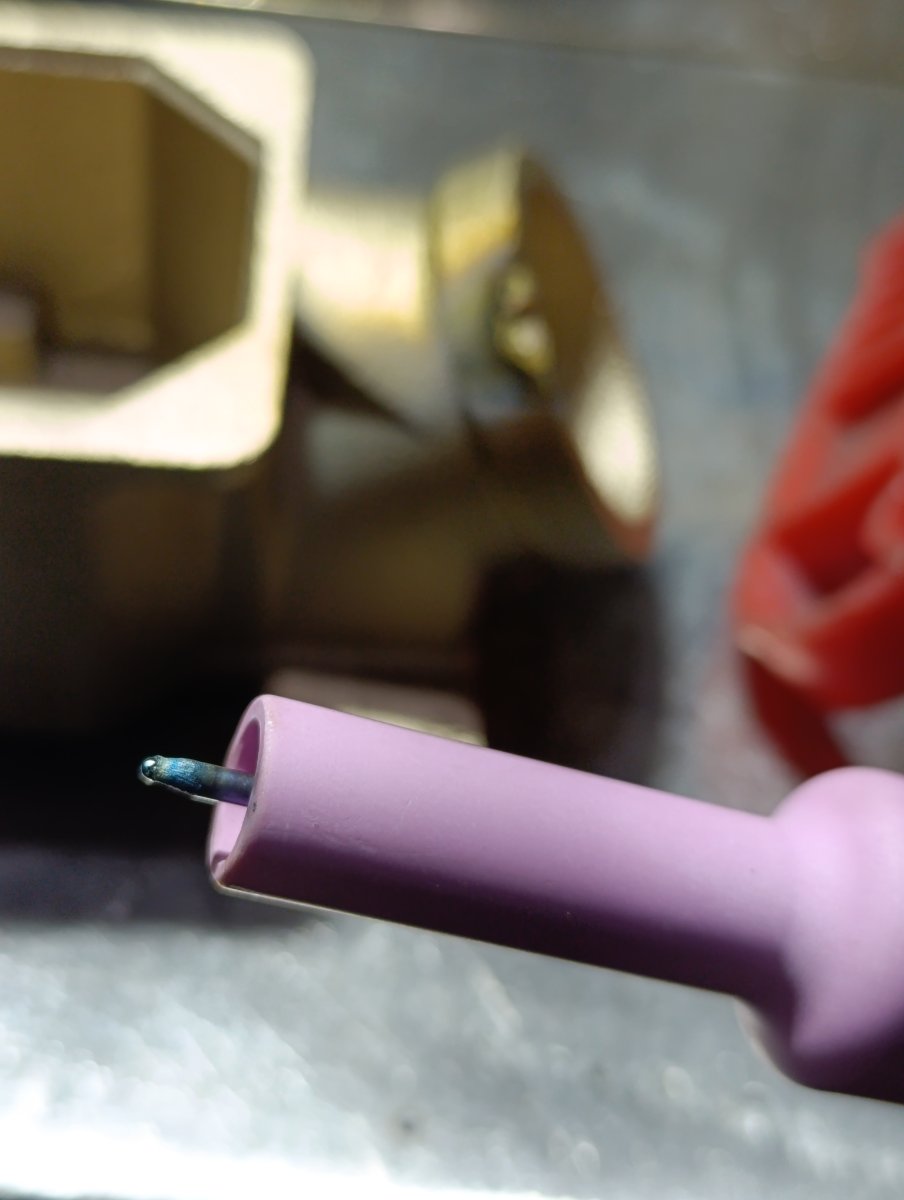
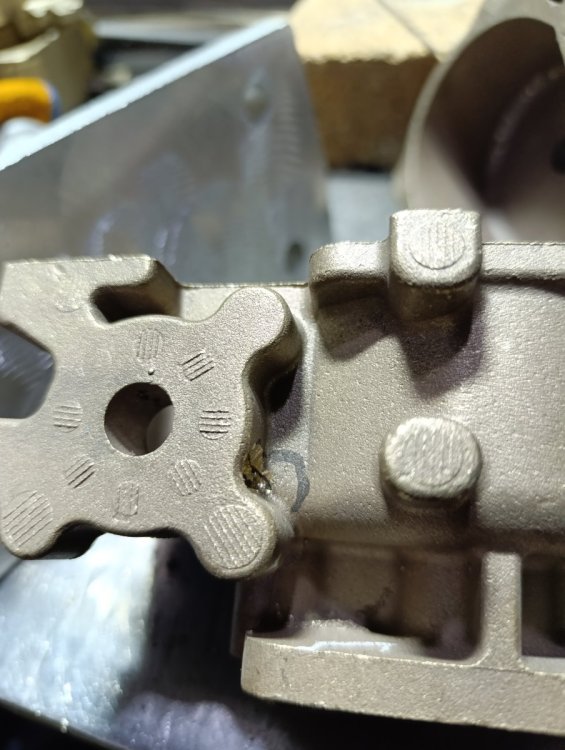
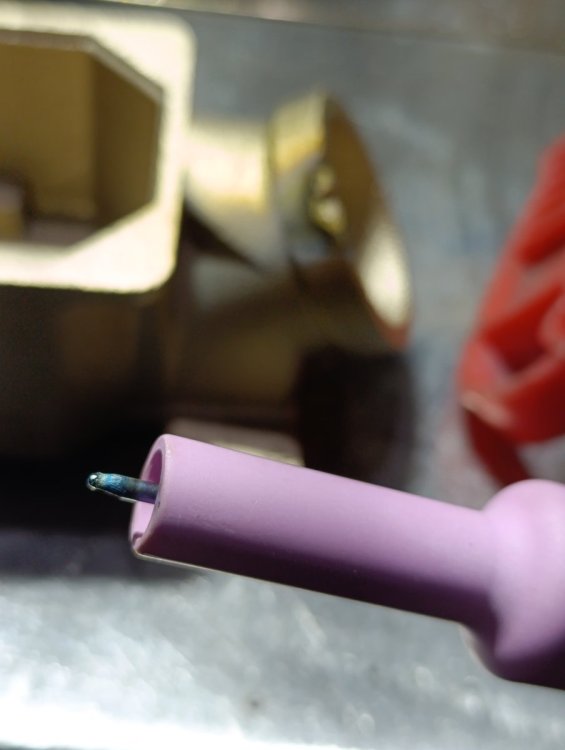
Из своих наблюдений, если ставить нарастание тока, то все становится ещё хуже и поджиг вообще плохой. Поставил новый вольфрам утопив его почти вровень с соплом, стало получше - спасибо! не знал, что цинк настолько сильно может ухудшать электропроводимость, буду теперь электроды чистить К сожалению иногда приходиться ставить и поболее... вот например раковина глубиной около 20мм , оч сложно дугой туда залезть и подавать пруток "куда надо", только удлиненные сопла и спасают

-
некоторые типы латуни на AC интереснее варить. Сам процесс более чистый и после сварки, результат приятнее получается. Проверено не раз. Поэтому, если не ведомая марка, то пробую и так и этак, как лучше процесс идет, так и использую. может быть. Я то что использовал, такого не замечал. Но может проблема и в режиме, т.е. баланс АС, вылет электрода, расход газа. Баланс сильно может оказывать влияние особенно на китайских аппаратах. Т.к. с такими аппаратами у меня мало опыта, то я такое допускаю, ведь на некоторых аппаратах не на всех режимах удалось поладить. И именно на каких-то режимах вылазят не стабильности процесса. А еще, попробуйте другую марку вольфрама. Все же марки разные и влияние на процесс оказывают.
-
А почему Вы ее на ДС токе не сваривает? Вольфрам загрязняется от закипевшего цинка, проблема в этом. И вылет электрода большой у Вас.
-
Подскажите пожалуйста, это нормальное поведение аппарата, что дуга AC очень плохо зажигается на латуни и ее как будто бы срывает и она сильно трещит. Иногда сама по себе тухнет и разжечь ее снова бывает проблематично, зажигается иногда с 5 раза. Если поджигать на прутке, а не на изделии, то поджиг становиться чуть лучше и больше стабильности. Подумал может быть дело в контактах, все перепроверил, перетянул, стол почистил, выкинул клемму и подключил "землю" кабелем к столу через приваренный болт, все равно ничего не изменилось... Это такая особенность сварки латуни или аппарат не вывозит? Или с аппаратом что-то? С другими металлами все ок, норм разжигается. Не знаю как видео добавить на форум, залил на ВК https://m.vkvideo.ru/clip674082958_456239019 Вольфрам в хорошем состоянии Аппарат на работе mig 220c ac/dc grovers Очень сильно мучаюсь, когда нужно с латунью работать раздражаюсь из-за такого поведения дуги
-
 Alexislip присоединился к сообществу
Alexislip присоединился к сообществу -
это не раз я наблюдал в живую. Привык человек отрывать электрод, чтобы дугу погасить и в П\А он это же делает и еще хуже когда в ТИГ такое же делает. А так же движения электродом он переносит на П\А и ТИГ. Поэтому я не согласен, что освоив одно легко и быстро понимаешь другое. Кому-то это легко дается, а вот другие ... Это как подключить два провода в розетке. Если он легко управляется с отверткой, то вовсе не означает, что он полезет подключать розетку. И электричества нет, а вот страх не позволяет ему спокойно сделать то что он умеет.
-
Нужно не только зачищать кромки, но и готовить присадку. Сплавы алюминия несколько более стойки к коррозии, но и их желательно протравить или почистить в объёмах, достаточных для работы. Больше не стоит- опять потом чистить.
-
Читамс и сваривамс! Да! Уже говорили тебе, что 6-ки маловато.
- Вчера
-
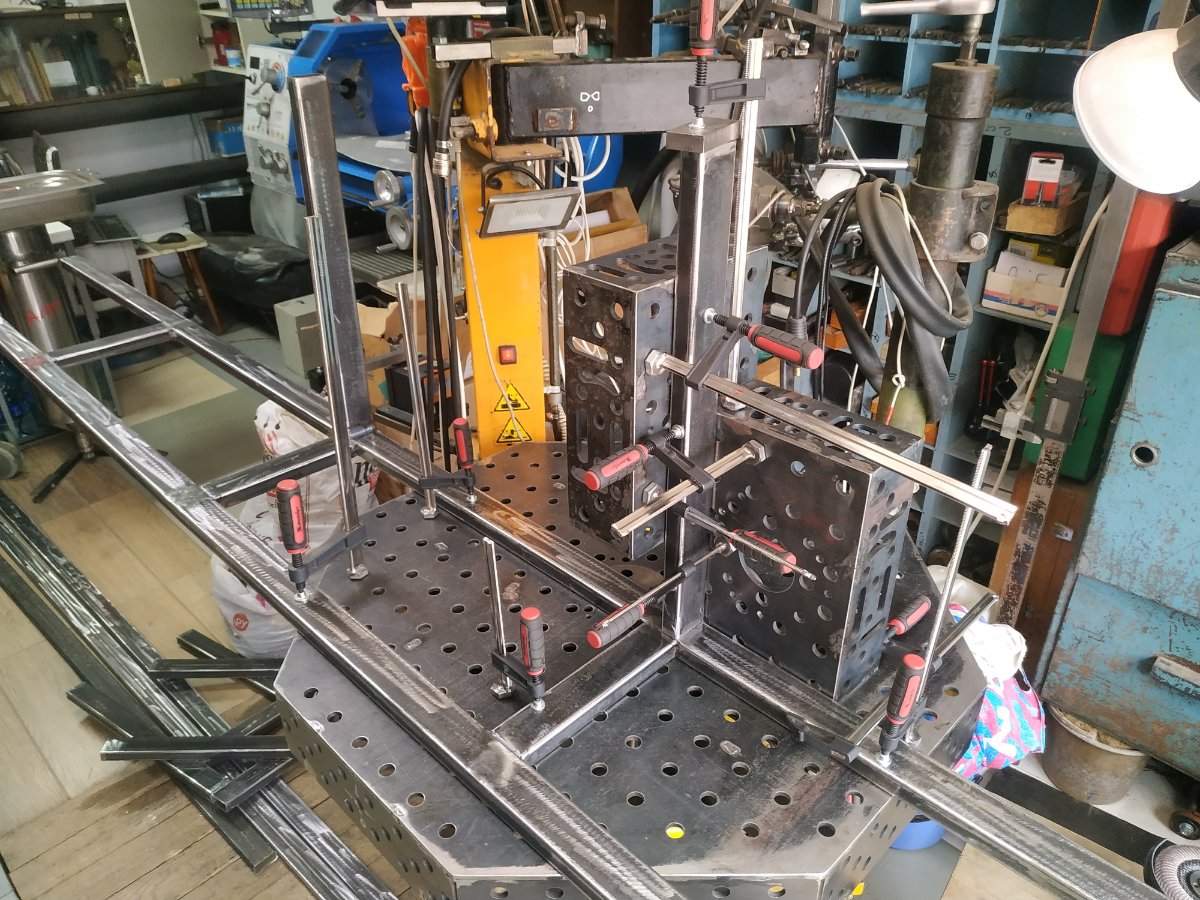
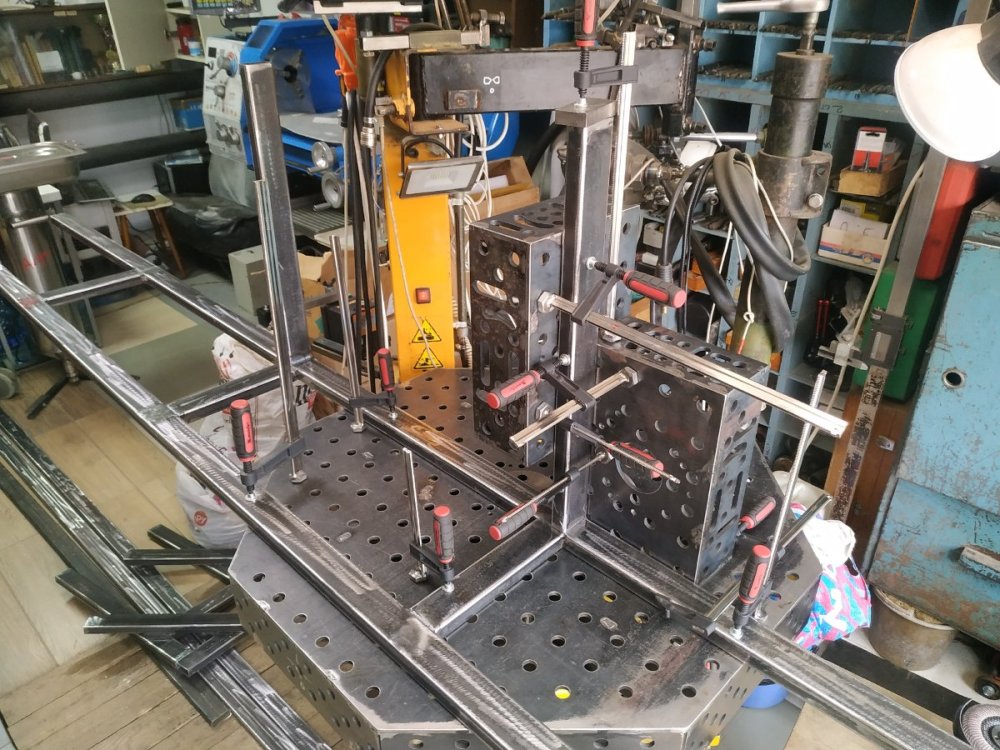
Хоть столик махонький, но ничего, справляется (изделие: 3500 мм; 45 кг).


- Последняя неделя
-
Мои пять копеек: увеличь баланс в сторону положительной полуволны (%60-65)-зона очистки вроде есть,но какая то узкая или вообще нет.Белесый след на поверхности рядом со швом. Может ты её потом счищаешь щеткой поэтому и не видно? Увеличь номер сопла- 8-ку или 10 попробуй. Или такой же номер как и сейчас, но свежий чистый. На маленьких радиусах,внешних углах с газовой защитой несколько проблематично бывает.
-
Значит, будем нарабатывать, эти самые, инстинкты. А пока читамс и ждём, заказал на озоне ещё 3кг присадки 4043 и 5356 разных диаметров. Постараюсь обратить боле усиленно внимание на то, как идёт шов, с чернью или без. Во время процесса вроде как кажется, что ванна чистая, отражение хорошо видно, грязь проявляется в начале, на прихватках и когда остановился. Во время спала дуга начинает стрелять, то по соплу то по сторонам, в общем куда попало. На относительно чистом материале без присадки вроде чисто.