Поиск сообщества
Показаны результаты для тегов 'MMA'.
Найдено: 147 результатов
-
назрела мысль товарищи коллеги, желательно без обсуждения только если в случае поправки (прошу админов закрепить) вообщем у каждого бывают случае приносят деталь а знать не знаешь какой это алюминий, магний, сталь, чугун или сплав это ветка что типо марочника материалов если кто то считает ее не нужной можете удалить топливные баки AlMr (варить 5356) литые диски авто AlSi (варить 4043) рамы крупной горной техники 09Г2С части подвести авто чугун (какой не знаю чем варить пока тоже) корпуса насосов чугун (какой не знаю чем варить пока тоже)
-
Здравствуйте, коллеги! Совсем недавно на больших просторах интернета наткнулся на некоторую "инфу" по изготовлению инвертора в домашних условиях и из "подручных" материалов, но так как мне по душе держак, нежели паяльник, хотелось бы узнать, может, кто-то экспериментировал на эту тему? Также хочется посмотреть на Тюнинг и доработку аппарата. В общем, ребята делитесь "кто-во что горазд".
-
Есть вопрос в личку.
-
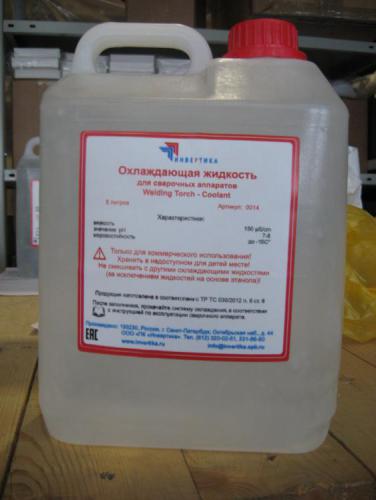
 ПК "Инвертика" (РОССИЯ) начала выпуск новой продукции: Охлаждающая жидкость для систем охлаждения горелок сварочных аппаратов большой мощности. Описание: В составе охлаждающей жидкости нет прекурсоров и веществ подотчетных «Росалкогольрегулированию». Не содержит ионов галогенов, металлов, соединений бора и фосфора, аминов. Совместим со всеми охлаждающими жидкостями на основе водных растворов этанола. Область применения: Для блоков охлаждения сварочных аппаратов с силой сварочного тока от 200А. Характеристики: Вязкость: 150 µS/cm; Значение pH: 7-8; Морозостойкость до -15C°; Состав включает алифатические спирты. Преимущества: 1. При температурах от -15C° до -90C° жидкость не замерзает полностью и как следствие не повреждает бачек и не нарушает герметичность контура блока охлаждения. 2. Стоимость канистры 5литров – 1000 рублей с учетом НДС в Санкт-Петербурге. 3. При эксплуатации жидкость не пенится и не вступает в реакцию с материалами, которые используются в системе охлаждения сварочного оборудования (резина, пластмасса, металл). 4. Переход с импортных охлаждающих жидкостей на основе водных растворов этанола на жидкость производства ПК «Инвертика» происходит простым добавлением ее в систему охлаждения сварочного аппарата (без промывки и т.п.).
ПК "Инвертика" (РОССИЯ) начала выпуск новой продукции: Охлаждающая жидкость для систем охлаждения горелок сварочных аппаратов большой мощности. Описание: В составе охлаждающей жидкости нет прекурсоров и веществ подотчетных «Росалкогольрегулированию». Не содержит ионов галогенов, металлов, соединений бора и фосфора, аминов. Совместим со всеми охлаждающими жидкостями на основе водных растворов этанола. Область применения: Для блоков охлаждения сварочных аппаратов с силой сварочного тока от 200А. Характеристики: Вязкость: 150 µS/cm; Значение pH: 7-8; Морозостойкость до -15C°; Состав включает алифатические спирты. Преимущества: 1. При температурах от -15C° до -90C° жидкость не замерзает полностью и как следствие не повреждает бачек и не нарушает герметичность контура блока охлаждения. 2. Стоимость канистры 5литров – 1000 рублей с учетом НДС в Санкт-Петербурге. 3. При эксплуатации жидкость не пенится и не вступает в реакцию с материалами, которые используются в системе охлаждения сварочного оборудования (резина, пластмасса, металл). 4. Переход с импортных охлаждающих жидкостей на основе водных растворов этанола на жидкость производства ПК «Инвертика» происходит простым добавлением ее в систему охлаждения сварочного аппарата (без промывки и т.п.).
-
 Коллеги, парочка вопросов: 1. У кого какие способы борьбы с внутренней ржавчиной в профилях в случае, когда не хочется или не получается обварить балясину внизу целиком? http://www.ognev.ru/lj/IMG_8718-crop.jpg Я может глупость по малолетству скажу, но я обвариваю только перед и зад, боковины не трогаю, т.к. в этих местах не всегда удается зачистить. Вопрос в том, что со временем внутри профиля образуется ржа, которая вытекает. Пока боремся окраской. Пожирнее положить в этом месте краску. Но может что-то закладывать в низ трубки еще на стадии сварки, чтобы не сгорало при сварке и хорошо герметизировало? 2. В какой-то степени вопрос вытекает из первого: Если ли к электролобзикам "пилка" такая, чтобы работала как напильник? Как раз для труднодоступных мест, куда с болгаркой не сунуться.
Коллеги, парочка вопросов: 1. У кого какие способы борьбы с внутренней ржавчиной в профилях в случае, когда не хочется или не получается обварить балясину внизу целиком? http://www.ognev.ru/lj/IMG_8718-crop.jpg Я может глупость по малолетству скажу, но я обвариваю только перед и зад, боковины не трогаю, т.к. в этих местах не всегда удается зачистить. Вопрос в том, что со временем внутри профиля образуется ржа, которая вытекает. Пока боремся окраской. Пожирнее положить в этом месте краску. Но может что-то закладывать в низ трубки еще на стадии сварки, чтобы не сгорало при сварке и хорошо герметизировало? 2. В какой-то степени вопрос вытекает из первого: Если ли к электролобзикам "пилка" такая, чтобы работала как напильник? Как раз для труднодоступных мест, куда с болгаркой не сунуться. -
Здесь можно обсуждать любые вопросы по сварочным работам из галереи и вообще связанные со сваркой, но не входящие не в одну из имеющихся тем.
-
 Еще у 3М была ткань с маркировкой SS Only Stainless Stell Only - эффект наждачки на заданную глубину без оставления следов, вроде как она и была перед травлением в процессе удаления побежалости, межкристаллическая коррозия начинается в очагах побежалости вроде 0.005 мм толщиной и простирается за околошовную зону, если деталь царапана то все царапины очаги "инфекции", это даже на вид и не ткань а похожа на мягкое стекловолокно, оно ускоряет травление засчет съема побежалости без царапин, точнее нужной риской по марке жесткости ткани ( у меня холодильника панель так обработана под декор, ровные риски, кто в кузовном работал, те поймут о чем речь). http://www.arcmachines.com/sites/default/files/images/fabfg3.jpg Ортофосфорная насколько помню требует еще и катализатор ионной природы, который вместе с температурой раствора в разы увеличивает конвертацию побежалости на поверхности, этот раствор также лаборанты применяют на металлопробах шва под микрошлифы, если такие есть на форуме скажут формулу катализатора, не помню, какая то хромовая соль, то ли сульфид чего то, их много. Травит именно до зерен, не оголяя межкристаллическую эвтектику (или что там у нержи). Для темы о сварки нержавейки пригодится ее самый главный подвопрос - удаление побежалости, не у всех есть азотный щит, и даже у тех у кого есть на заводе не всегда спасает и он. http://www.arcmachines.com/sites/default/files/images/sulfur0301.jpghttp://www.arcmachines.com/sites/default/files/images/sulfur0302.jpg Слева 0.008 серы Справа 0.014 серы в металле. Cекрет кислотно-абразивного снятия побежалости как на корне так и на внешнем валике и ЗТВ швов, что при непрофессиональном подходе гробит всю работу молодых "спеццофф" и понижает их разряды на -1 по шкале ЕТКС по незнанию подвоха о коррозии на межкристаллическом уровне. http://www.arcmachines.com/sites/default/files/AWS%20D18-2%20image.jpg Подвох же вот в чем - электроды - супер, аппарат - космических войск ракетной обороны - а на выходе - брак. http://cs617921.vk.me/v617921613/1e574/sLjRMaGm1Vg.jpg http://cs617921.vk.me/v617921613/1e57b/ZXR-7fj5Ndg.jpg
Еще у 3М была ткань с маркировкой SS Only Stainless Stell Only - эффект наждачки на заданную глубину без оставления следов, вроде как она и была перед травлением в процессе удаления побежалости, межкристаллическая коррозия начинается в очагах побежалости вроде 0.005 мм толщиной и простирается за околошовную зону, если деталь царапана то все царапины очаги "инфекции", это даже на вид и не ткань а похожа на мягкое стекловолокно, оно ускоряет травление засчет съема побежалости без царапин, точнее нужной риской по марке жесткости ткани ( у меня холодильника панель так обработана под декор, ровные риски, кто в кузовном работал, те поймут о чем речь). http://www.arcmachines.com/sites/default/files/images/fabfg3.jpg Ортофосфорная насколько помню требует еще и катализатор ионной природы, который вместе с температурой раствора в разы увеличивает конвертацию побежалости на поверхности, этот раствор также лаборанты применяют на металлопробах шва под микрошлифы, если такие есть на форуме скажут формулу катализатора, не помню, какая то хромовая соль, то ли сульфид чего то, их много. Травит именно до зерен, не оголяя межкристаллическую эвтектику (или что там у нержи). Для темы о сварки нержавейки пригодится ее самый главный подвопрос - удаление побежалости, не у всех есть азотный щит, и даже у тех у кого есть на заводе не всегда спасает и он. http://www.arcmachines.com/sites/default/files/images/sulfur0301.jpghttp://www.arcmachines.com/sites/default/files/images/sulfur0302.jpg Слева 0.008 серы Справа 0.014 серы в металле. Cекрет кислотно-абразивного снятия побежалости как на корне так и на внешнем валике и ЗТВ швов, что при непрофессиональном подходе гробит всю работу молодых "спеццофф" и понижает их разряды на -1 по шкале ЕТКС по незнанию подвоха о коррозии на межкристаллическом уровне. http://www.arcmachines.com/sites/default/files/AWS%20D18-2%20image.jpg Подвох же вот в чем - электроды - супер, аппарат - космических войск ракетной обороны - а на выходе - брак. http://cs617921.vk.me/v617921613/1e574/sLjRMaGm1Vg.jpg http://cs617921.vk.me/v617921613/1e57b/ZXR-7fj5Ndg.jpg -
Здравствуйте! Прошу прощения за может быть глупый вопрос, (не сочтите лентяем - на форуме попытался найти, плюс три или четыре книжки перелопатил уже) подскажите пожалуйста, где поискать информацию о том при каких параметрах (толщинах, разделке, диаметре электрода или может быть еще что то?) необходимо выполнять сварку в несколько проходов в тавровом соединении? Или может быть тут кто нибудь согласится подсказать? Заранее благодарю!
-
Предисловие: ноги у темы выросли здесь - http://websvarka.ru/talk/index.php?showtopic=4059&do=findComment&comment=88003 Всем привет! Вот, получил сегодня инвертор: ручка регулировки тока далековато отнесена от корпуса и довольно длинная, за неё можно чем нибудь зацепить по неосторожности Проверил токонесущие поверхности прищепки и держака: на прищепке медь напылённая на сталь, держак не определён в Амперах и в нём латунь челюстей узковата и насечки мелковаты, поэтому электрод держит он слабо (в сравнении с бинзелевским держаком на 200А) Безусловно порадовали резиновые ноги инвертора, а также качество резины на байонетах (мягкая) и их закрепление в панельных клеммах без люфта - появилась надежна на исключение самопроизвольного отсоединения их от перемещения аппарата. До завтра.











- 118 ответов
-
- 11
-

-
- отзывы
- сварочное оборудование
- (и ещё 2 )
-
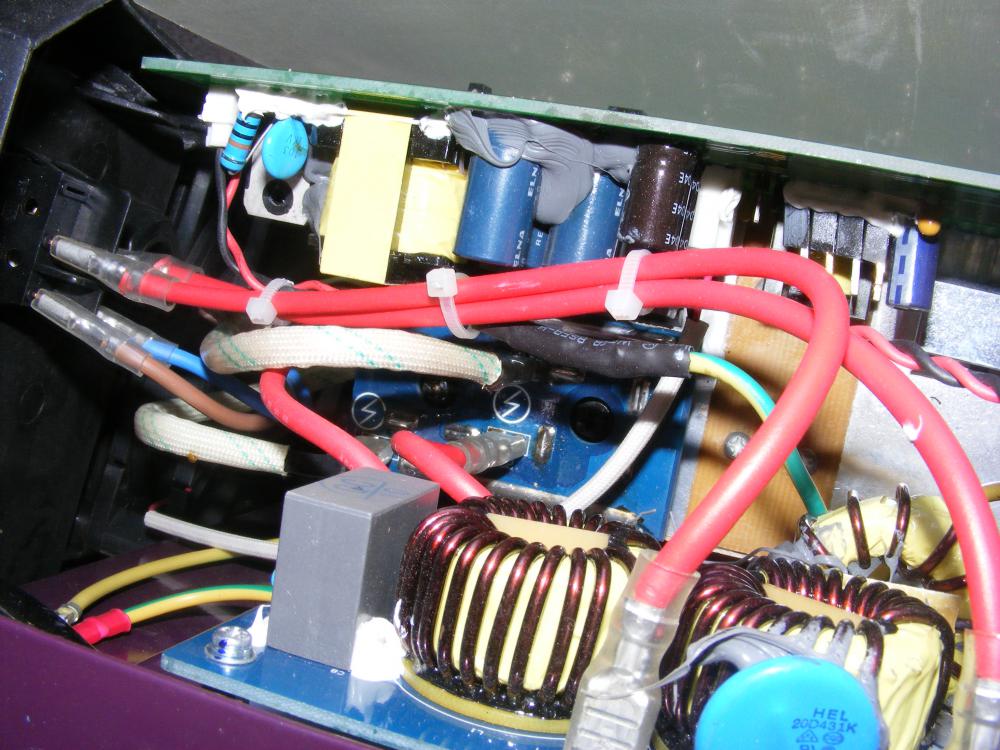
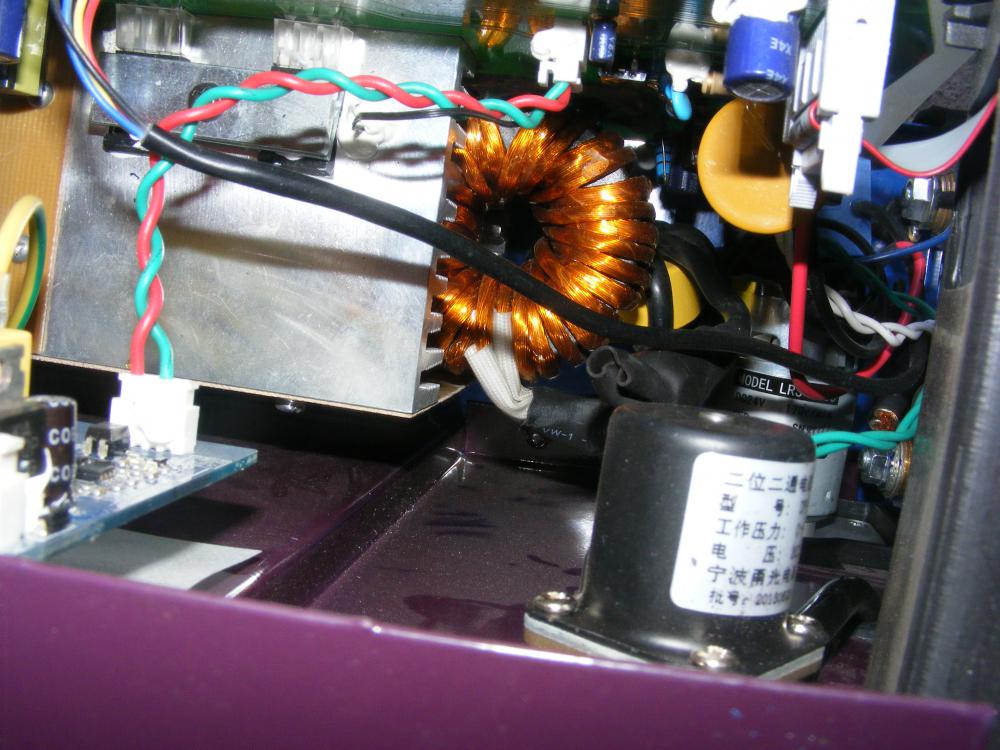
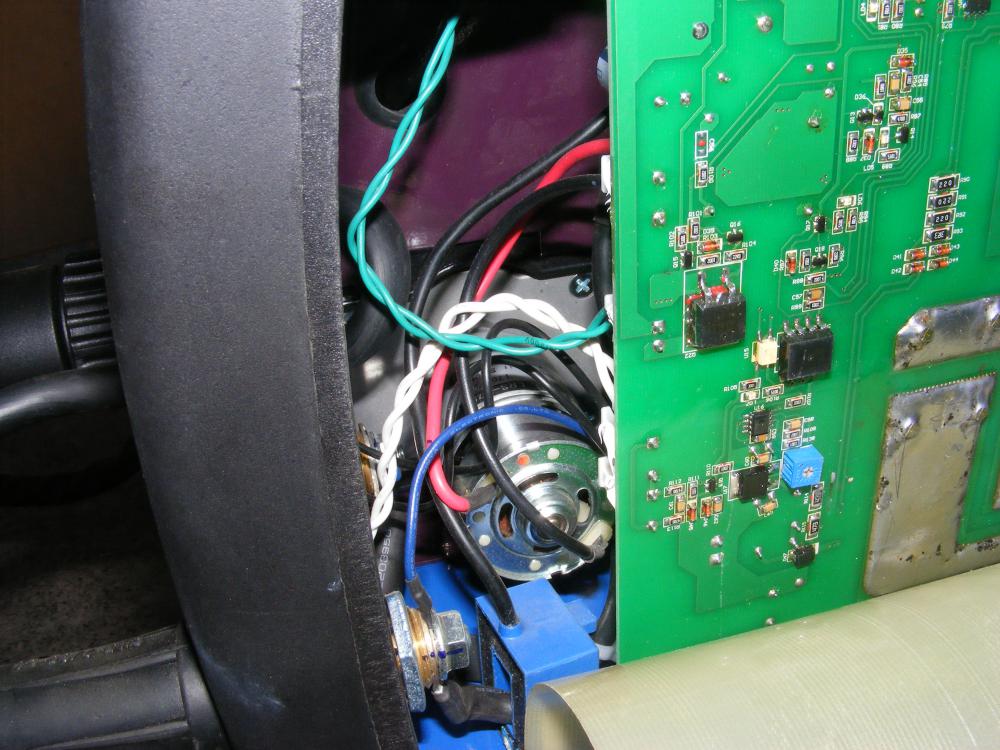
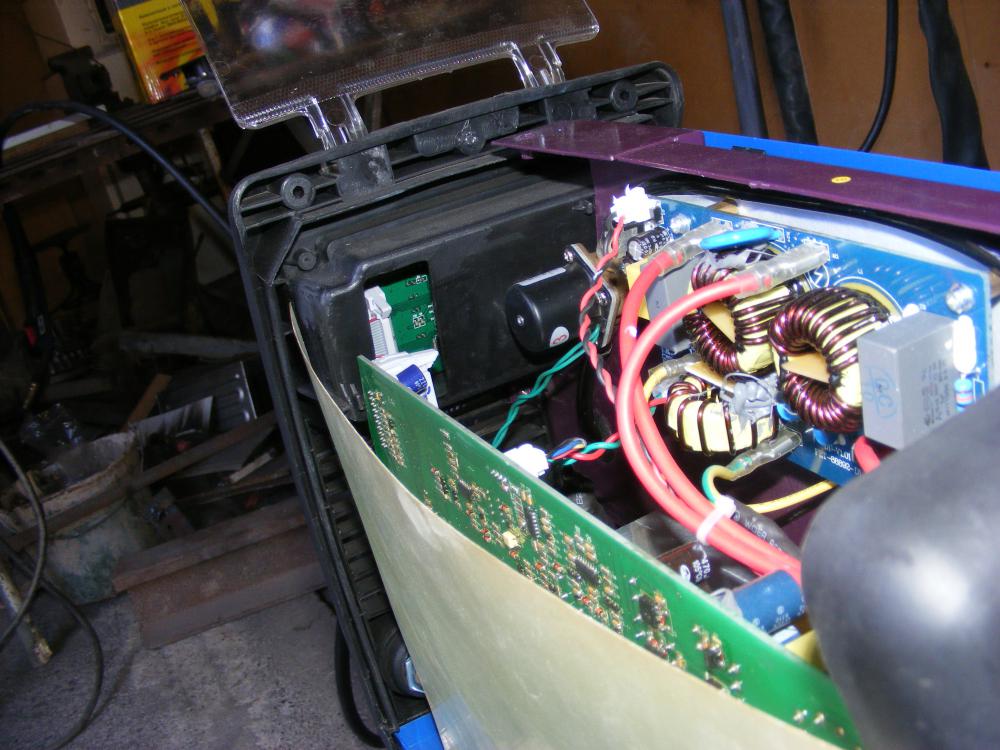
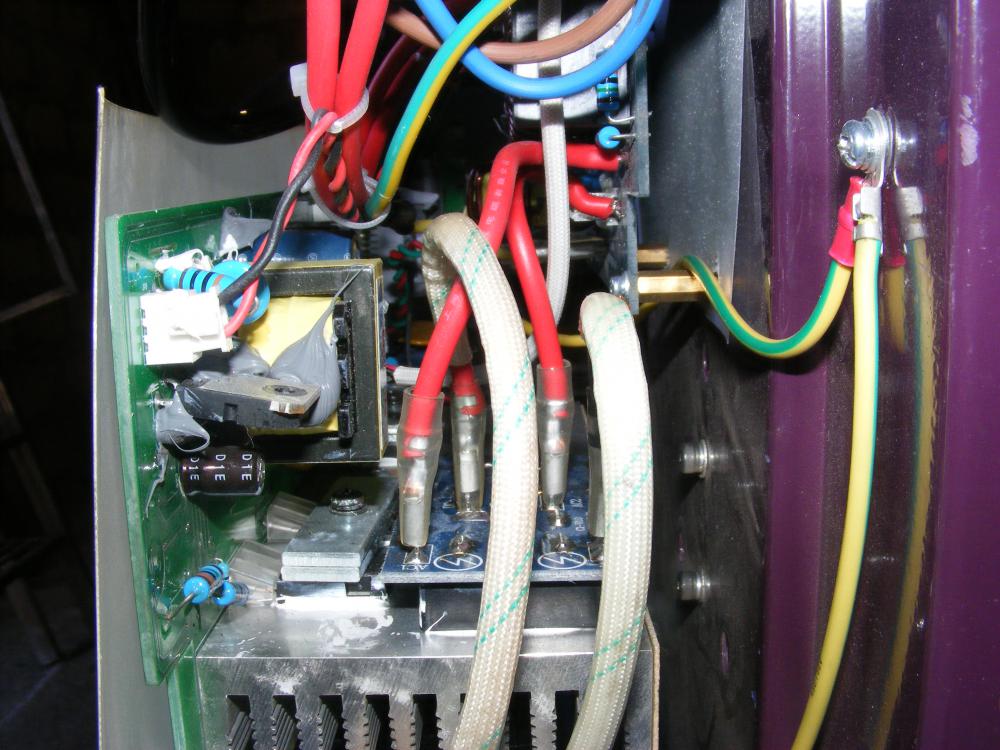
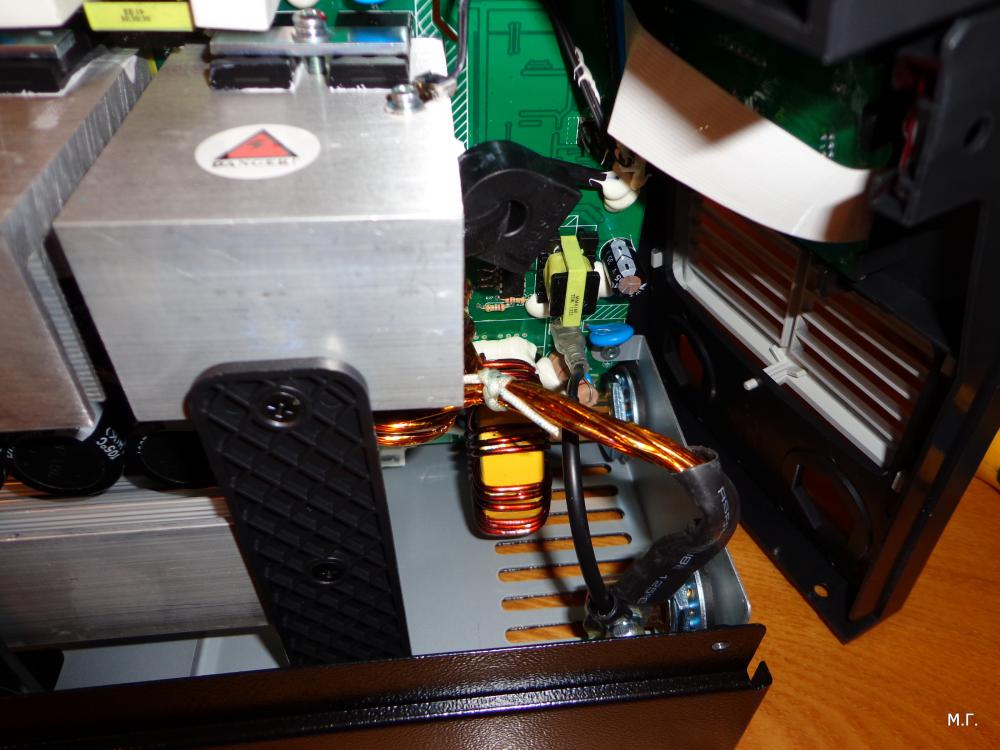
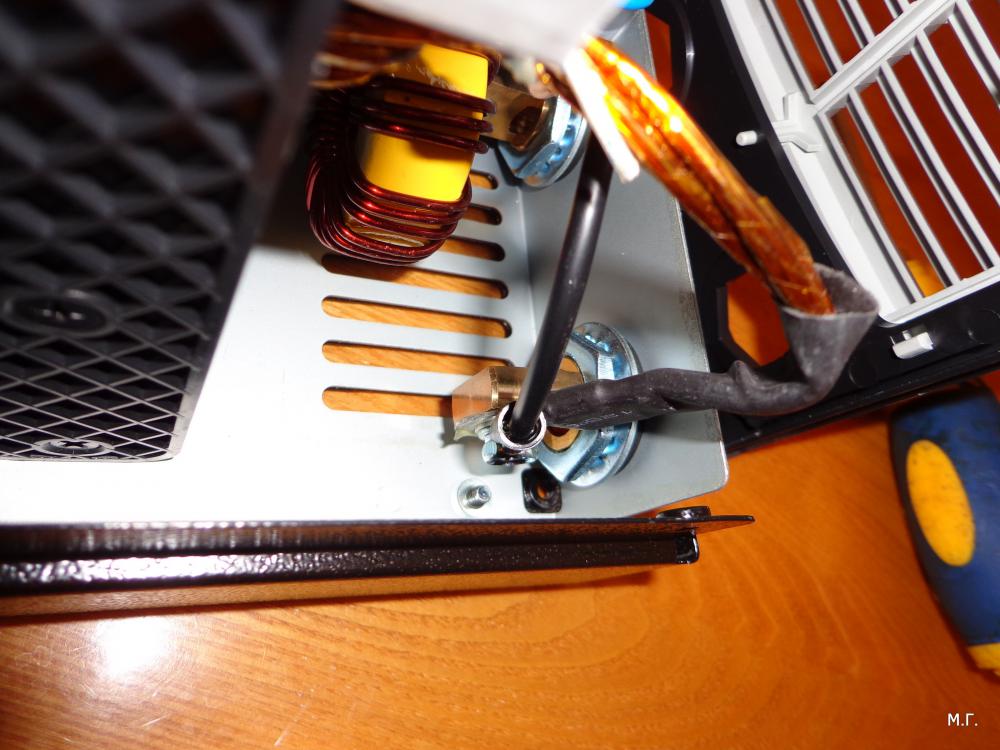
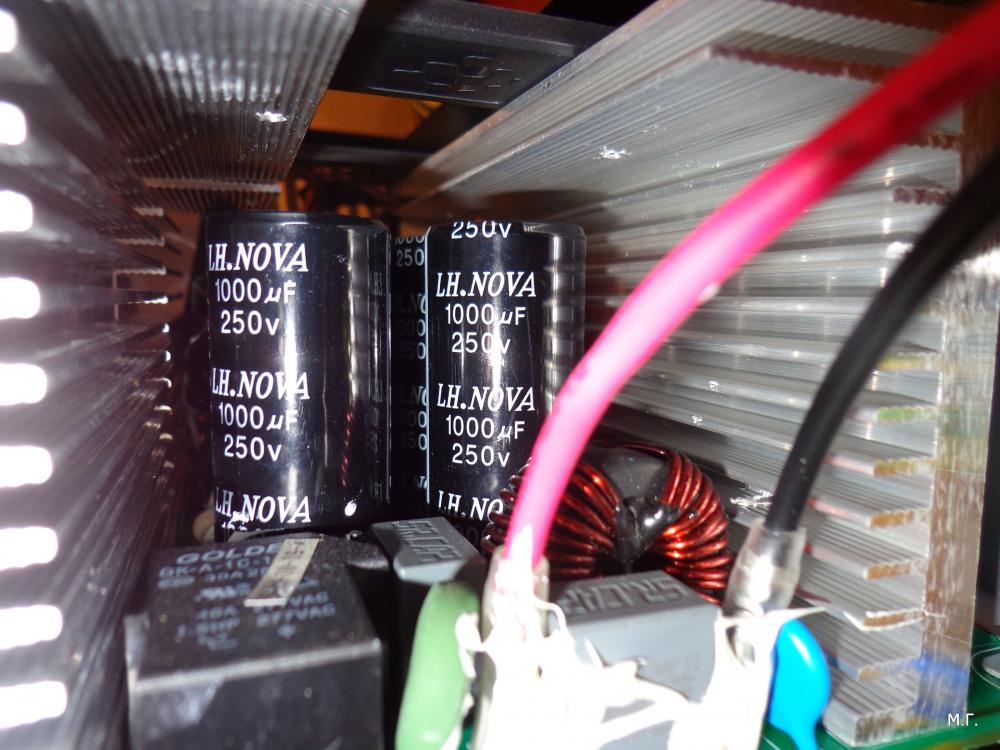
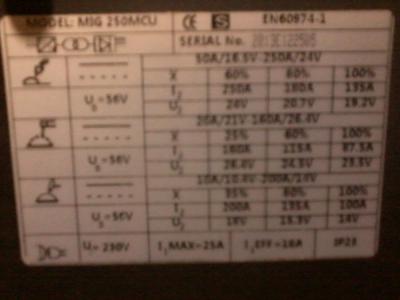
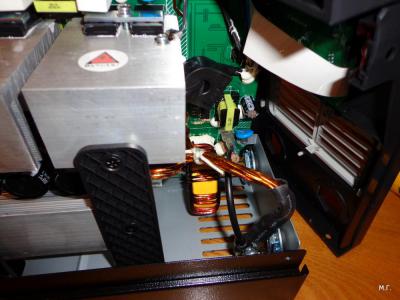
Начну издалека.Один хороший знакомый купил такой полуавтомат,сказал что очень доволен.Я решил приехать к нему и все попробовать,так как давно думал купить полуавтомат под листовой алюминий.Смущало отсутствие пульса.В аппарате есть функции регулировки фокус дуги и электронный дроссель.Есть режим ММА с функцией VRD(отключает напряжение холостого хода),так же ТИГ ДС,чирканьем электрода.Пробовал в режиме сварки алюминия,проволока 5356,1мм.Полуавтомат сам подстраивается под сварку,нажимаешь кнопку на горелке,предгаз 1 сек,затем образуется шарик из проволоки,дуга горит между шариком и деталью,затем аккуратно шарик отрывается и ложится в расплавленную сварочную ванну.Все повторяется и никаких брызг вообще нет.Регулируя фокус дуги шарик образуется ближе или дальше от детали,дроссель регулирует ширину дуги.Регулятор напряжения жестко привязан к подаче проволоки.Но когда варишь индикация напряжения и скорости подачи изменяется,как бы пульсирует.В общем вчера перевозчиком доставили,купил,будет скоро серьезная работа для него.Фото наружностей,внутренностей. Руководство по эксплуатации(паспорт)http://yadi.sk/d/FKgT8eZ4Lovd6














-
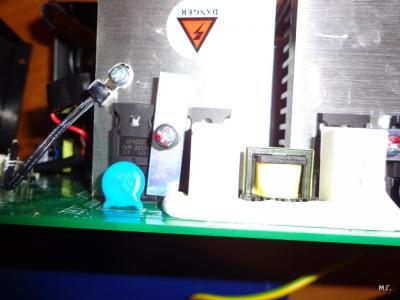
- упаковка и комплектация - упаковка - 10. комплектация 10-1, на прищепке губки стальные, на выброс. Держак на любителя. Я сегодня поварил немного и пересмотрел оценку комплектации, держак тоже на выброс, электрод не держит, кабеля засунул ненадолго в морозильник, немного задубели. Поставлю 4 только за то, что они вообще есть. - внешний вид, качество сборки - на любителя, но наверно первое -7, второе - 10. - оценка конструкции силовой части, качество сборки - я не электронщик, мне трудно судить, но толстый стеклолит платы (около 3ёх. мм.) и 6 конденсаторов по 1000мФ. меня порадовали. - конструкция, работа системы охлаждения - не люблю я, когда вентилятор запускается на ХХ, наверно 2 балла. Пока всё, видео позже.




-
Понадобилась мне для дачных нужд тачка. Ну там листья отвезти, пару кубов песка от ворот перетаскать. Купил дешёвую энкоровскую, потому что дорогие тоже га не внушили доверия. Ещё не начал её эксплуатировать, как уже выявился конструктивный косяк колеса. Вал еле держится в тонких опорах, колесо на валу сидит с зазором почти в пять десяток и ездит по валу влево-вправо.Ещё в существующем подшипнике обойма2 движется относительно обоймы1, а 3- относительно2 (ну это понятно, там шарики, но люфт-то зачем нужен. Для начала хочу выпрессовать старые подшипники, подобрать новые , закрытого исполнения (я так понял там 32х15х12). На вал наплавить две шейки, посадить на них подшипники (пресс или азот). Ну и придумать- наварить усиленные кронштейны вала по его краям. Колесо состоит из дух половин , отсюда вопрос, прессовать каждую со своего края вала, потом их стягивать, или придумать на валу упоры(один съёмный, дгугой -нет), чтоб влево-право не смещались? Но тогда подшипник через одну шейку тащить, а на другой- оставлять, и колесо сажать в сборе. Есть какие идеи? Зы. По усилению каркаса пока не думал, не знаю, где у него слабые места, эксплуатация выявит, а утяжелять тачку тоже не хочу зазря.



-
 Группа Компаний Аврора совместно с компанией ЕВРОТЕК объявляет о старте акции на форуме Вебсварка. Три аппарата для профессиональных сварщиков – совершенно бесплатно! Домашний любимец MINIONE 1600 в кейсеСовременный и умный AuroraPRO STICKMATE 160AuroraPRO INTER 160 – классикаМы отдаем аппараты в обмен на ваш отзыв на форуме Вебсварка, включающий подробное описание работы аппарата по вашим личным ощущениям, плюс небольшой видео-ролик. Конечно, с вашим разрешением на использование отзыва в рекламных материалах и с возможностью публикации в журналах и на наших интернет-ресурсах. http://www.evrotek.spb.ru/files/stickmate160-inside.jpg Мы уверены в качестве своей техники, поэтому не просим писать хвалебные отзывы . Лучшее – честный отзыв и ваши личные впечатления! Итак, профессионалы, желающие принять участие в акции, пишите. И мы предоставим вам аппарат в вечное пользование совершенно бесплатно! Среди кандидатов будет проводиться выбор по оценке вашей истории на форуме с приоритетом профессиональных сварщиков и старожил Вебсварки, проживающих на территории РФ. При большом количестве желающих в будущем возможно расширение количества тестируемых аппаратов. Также все заинтересованные форумчане могут предложить как именно лучше провести тестирование… -------------------------------- Акция завершена. Обзоры оборудования доступны по ссылкам: Сварочный инвертор AuroraPRO INTER 160 Сварочный инвертор AURORA MINIONE-1600 Сварочный инвертор AuroraPRO STICKMATE 160
Группа Компаний Аврора совместно с компанией ЕВРОТЕК объявляет о старте акции на форуме Вебсварка. Три аппарата для профессиональных сварщиков – совершенно бесплатно! Домашний любимец MINIONE 1600 в кейсеСовременный и умный AuroraPRO STICKMATE 160AuroraPRO INTER 160 – классикаМы отдаем аппараты в обмен на ваш отзыв на форуме Вебсварка, включающий подробное описание работы аппарата по вашим личным ощущениям, плюс небольшой видео-ролик. Конечно, с вашим разрешением на использование отзыва в рекламных материалах и с возможностью публикации в журналах и на наших интернет-ресурсах. http://www.evrotek.spb.ru/files/stickmate160-inside.jpg Мы уверены в качестве своей техники, поэтому не просим писать хвалебные отзывы . Лучшее – честный отзыв и ваши личные впечатления! Итак, профессионалы, желающие принять участие в акции, пишите. И мы предоставим вам аппарат в вечное пользование совершенно бесплатно! Среди кандидатов будет проводиться выбор по оценке вашей истории на форуме с приоритетом профессиональных сварщиков и старожил Вебсварки, проживающих на территории РФ. При большом количестве желающих в будущем возможно расширение количества тестируемых аппаратов. Также все заинтересованные форумчане могут предложить как именно лучше провести тестирование… -------------------------------- Акция завершена. Обзоры оборудования доступны по ссылкам: Сварочный инвертор AuroraPRO INTER 160 Сварочный инвертор AURORA MINIONE-1600 Сварочный инвертор AuroraPRO STICKMATE 160 -
Выполнил обещанное(правда уже не помню, кому).






-
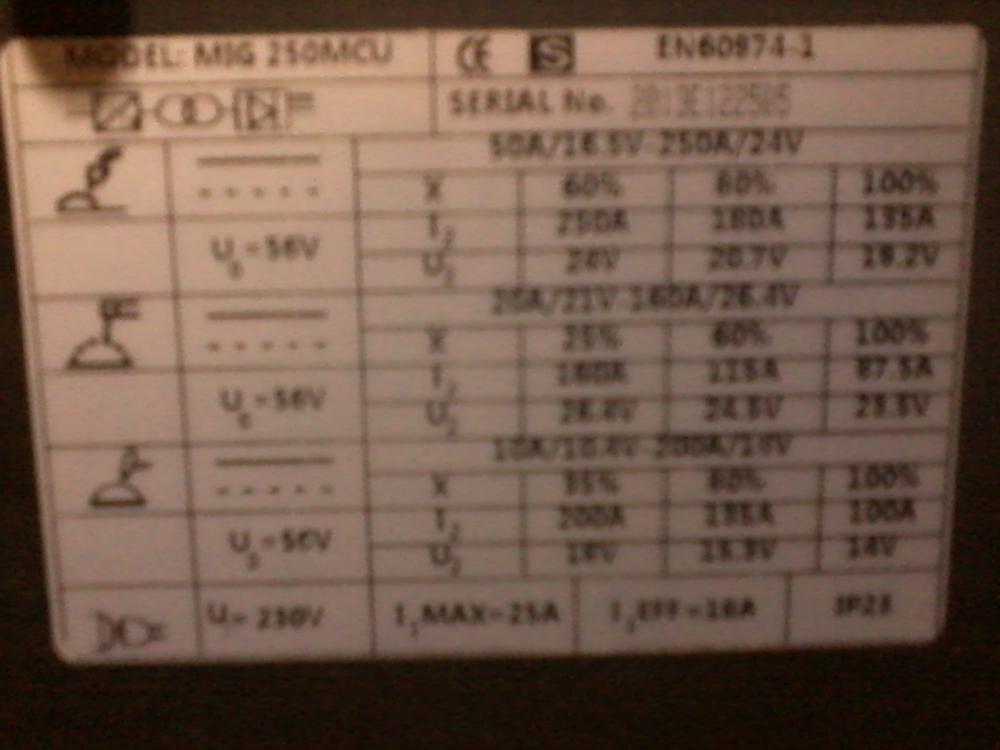
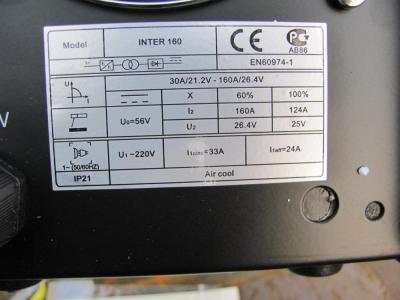
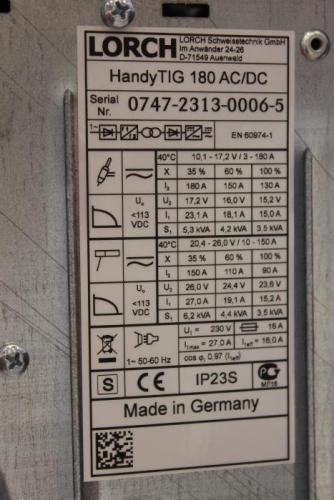
Первый раз вижу аппарат с ПВ 100%, это как так???
-
 Вспомнил историю в Выборге. Ставили мы там 12 емкостей 300 кб, Ну и кран с нами естественно. Кран старенький. Приехал хозяин его и жалуется, вот говорит год прошел всего после ремонта питерского завода, гарантия кончилась. Снова лопнула стрела на основании, рама по середине и много еще что по не мелочам. Сняли меня с емкостей и на экспертизу швов. Все осмотрел и обнаружил, варили Электродом на маленьком А. Металл не переплавился с основным, просто коряво лег сверху. Трещины везде, под швами, над...короче ж Все ему рассказал, кто варил, как варили, на каком А, и на каком надо. Говорит дак это же завод по ремонту кранов, у них же лицензия. Вот завтра вновь туда его на ремонт отправляю. Ну мы тут с пацанами поговорили, сумму заводскую нам заплати и гарантия 5 лет тебе будет. Тот не верит своим ушам, улыбается, радуется вижу. Вообщем снарядили его в магазин за уонии 55, на резали пластин укрепления, вырезали, что называется швы якобы. Варил весь день, смену, даже на обед не ходил.... Правда, 5 лет прошло и даже после их мужики с этим краном работали и мне передавали привет и благодарность за кран От хозяина. Почему так то, ведь завод же? На заводе зп 25 тысяч рублей, поэтому таких как я и подобных мне там нет, дал ему ответ
Вспомнил историю в Выборге. Ставили мы там 12 емкостей 300 кб, Ну и кран с нами естественно. Кран старенький. Приехал хозяин его и жалуется, вот говорит год прошел всего после ремонта питерского завода, гарантия кончилась. Снова лопнула стрела на основании, рама по середине и много еще что по не мелочам. Сняли меня с емкостей и на экспертизу швов. Все осмотрел и обнаружил, варили Электродом на маленьком А. Металл не переплавился с основным, просто коряво лег сверху. Трещины везде, под швами, над...короче ж Все ему рассказал, кто варил, как варили, на каком А, и на каком надо. Говорит дак это же завод по ремонту кранов, у них же лицензия. Вот завтра вновь туда его на ремонт отправляю. Ну мы тут с пацанами поговорили, сумму заводскую нам заплати и гарантия 5 лет тебе будет. Тот не верит своим ушам, улыбается, радуется вижу. Вообщем снарядили его в магазин за уонии 55, на резали пластин укрепления, вырезали, что называется швы якобы. Варил весь день, смену, даже на обед не ходил.... Правда, 5 лет прошло и даже после их мужики с этим краном работали и мне передавали привет и благодарность за кран От хозяина. Почему так то, ведь завод же? На заводе зп 25 тысяч рублей, поэтому таких как я и подобных мне там нет, дал ему ответ -
Приветствую. Прошу отозваться пользователей аппаратов SSVA270 с отдельным подающим устройством PU, и Корсар ПДГ-200MIG\MAG, не могу найти на них отзывы.
-
Всем привет!Нужен совет по сварке цементированных валов,есть ли вообще смысл,может кто подобным заморачивался?Сварить то сварил,но что то сыкотно,будет ли ходить.Не хочется секануть где то за сто км в тайге или наледи. Карданы варил,там и стенка то 1.5 мм-ходят,тяги,сошки.Все,что снаружи можно в лесу заварить,а первичный вал на коробке-ну никак без разборки.Паспортисты,шестиразрядники а так же боги по сварки,кто что думает?Фота вала что то не грузиться,ни Кэноном фотанная ни телефоном.
-
Подскажите коллеги, меня интересует ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Соединение С2 , s- толщина 4-5мм, зазор b номинальный1,5 , ширина шва номинал e-4мм, способ сварки Р- ручная мма. Предельное откл получается делать зазор 2мм, ширина шва 6мм, высота шва 1мм под рентген. Труба не поворотка 76. Подскажите как номинал делать и под рентген по этому госту? Дело в том,что зазор 1,5мм мал для меня ,под электрод лб-2,6мм.Трудно проплавить толщину стенки трубы 5мм с потолка таким номинальным зазором. Как вписаться в номинал???
-
Добрый день. Нужна схема сварочного аппарата Russland mma-250 . Сломался переключатель между 220 и 380 в. Хотел подключить на прямую на 380 на постоянной основе, только вот не знаю какие концы на первичной обмотке за что отвечают. Боюсь перепутать .
-
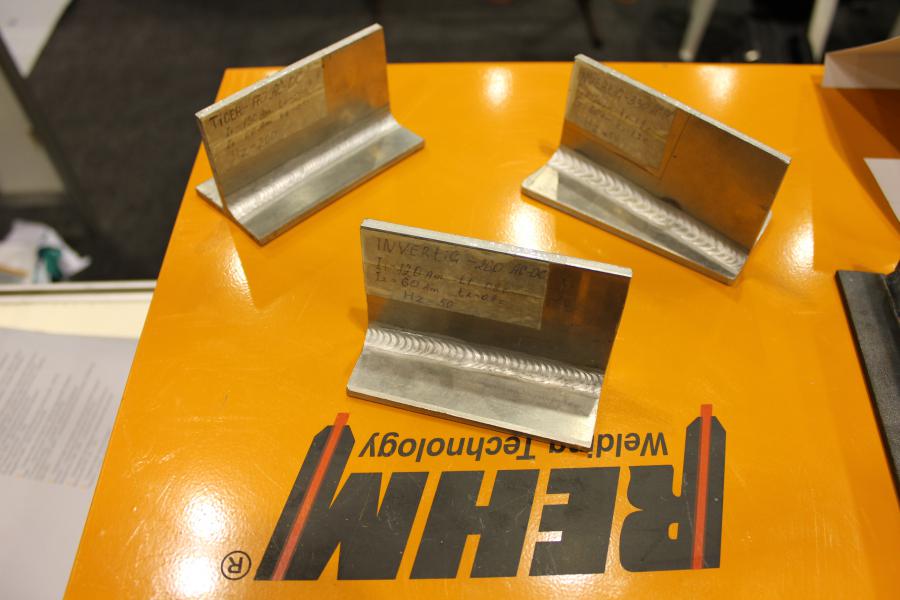
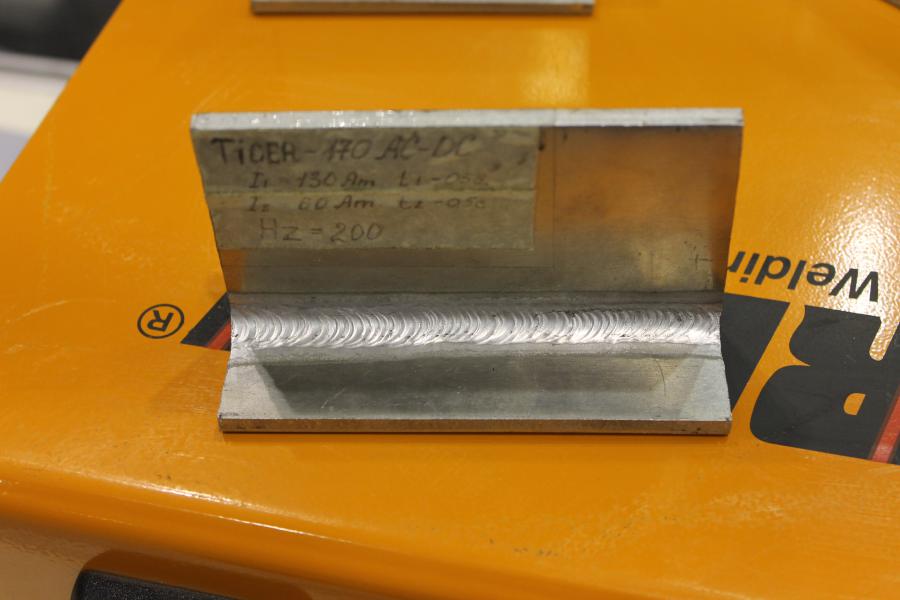
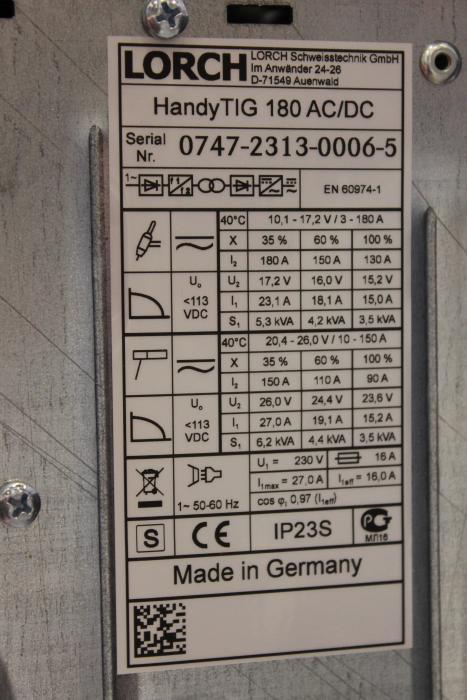
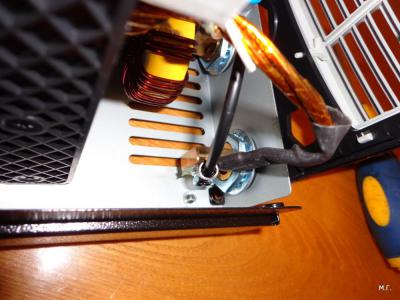
Ой, сумбурно немного, прошу прощения! Просто перевозбудился немного - такое оборудование пощупать довелось! Если дубли проскакивать - прошу админов подредактировать. К сути. Проходило сие действо 6-8 ноября, сегодня закрытие. Наверно на самый "пик" я не попал, но все же. Интересно, познавательно. А вот этот "Лорх" меня очень сильно "зацепил", однако!

































- 15 ответов
-
- 14
-
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!
- 129 ответов
-
- 21
-
-
 Надо чтобы выглядело красиво.Какую марку электродов выбрать (я так понимаю электроды на 2мм)?
Надо чтобы выглядело красиво.Какую марку электродов выбрать (я так понимаю электроды на 2мм)? -

Какие швы самые прочные и где применяются
Вова Мироненко опубликовал тема в Ручная дуговая сварка — ММA
Что такое танковый и корабельный швы -
 Всем привет! Этим летом я уволился из офиса, в котором работал несколько лет системным администратором. На днях я закончил курсы сварщиков и получил два удостоверения: первое - электрогазосварщика, а второе - электросварщика ручной аргонодуговой сварки. Я варил ручной дуговой сваркой, полуавтоматической сваркой, газосваркой и ручной аргонодуговой сваркой. Пришло время искать новую работу и теперь передо мной стоит вопрос выбора будущей специализации. Подскажите, как по-вашему, на чем лучше всего остановиться ? Есть ли преимущества у какого-то определенного вида сварки ? Какая сварка наиболее востребована и перспективна ? Я хочу постоянно учиться чему то новому и не зацикливаться на чем то одном. В этом плане мне больше всего понравилась РАДС, в ней на мой взгляд больше всего тонкостей. Далее я расскажу к чему пришел я сам, но хочется услышать и другие мнения. Если смотреть по ощущениям, то ручная сварка мне понравилась больше чем полуавтоматическая, на ПА все слишком предсказуемо и однообразно, но по производительности ПА выигрывает у РДС и хорошо видно все, что ты делаешь. Проще контролировать сварочную ванну, все гораздо нагляднее. Газосварка понравилась больше, чем РДС и ПА, пламя выглядит очень красиво, сварочный процесс погружает в медитативное состояние. Но варить постоянно газосваркой я бы не стал, это точно не мое. Больше всего мне понравилась ручная аргонодуговая сварка. Сварочный процесс - наглядный. Получаешь полный контроль над тем, что ты делаешь. Большой выбор металлов для сварки. Обычная сталь варится совсем не так как алюминий или нержавейка. То есть скучно не бывает. В общем, сам я склоняюсь к РАДС. Но насколько это перспективно в будущем ? Этот вопрос я хочу задать вам . Стоит ли посвятить себя целиком изучению ручной аргонодуговой сварки, или не зацикливаться на каком то одном виде сварки и параллельно осваивать что то еще ?
Всем привет! Этим летом я уволился из офиса, в котором работал несколько лет системным администратором. На днях я закончил курсы сварщиков и получил два удостоверения: первое - электрогазосварщика, а второе - электросварщика ручной аргонодуговой сварки. Я варил ручной дуговой сваркой, полуавтоматической сваркой, газосваркой и ручной аргонодуговой сваркой. Пришло время искать новую работу и теперь передо мной стоит вопрос выбора будущей специализации. Подскажите, как по-вашему, на чем лучше всего остановиться ? Есть ли преимущества у какого-то определенного вида сварки ? Какая сварка наиболее востребована и перспективна ? Я хочу постоянно учиться чему то новому и не зацикливаться на чем то одном. В этом плане мне больше всего понравилась РАДС, в ней на мой взгляд больше всего тонкостей. Далее я расскажу к чему пришел я сам, но хочется услышать и другие мнения. Если смотреть по ощущениям, то ручная сварка мне понравилась больше чем полуавтоматическая, на ПА все слишком предсказуемо и однообразно, но по производительности ПА выигрывает у РДС и хорошо видно все, что ты делаешь. Проще контролировать сварочную ванну, все гораздо нагляднее. Газосварка понравилась больше, чем РДС и ПА, пламя выглядит очень красиво, сварочный процесс погружает в медитативное состояние. Но варить постоянно газосваркой я бы не стал, это точно не мое. Больше всего мне понравилась ручная аргонодуговая сварка. Сварочный процесс - наглядный. Получаешь полный контроль над тем, что ты делаешь. Большой выбор металлов для сварки. Обычная сталь варится совсем не так как алюминий или нержавейка. То есть скучно не бывает. В общем, сам я склоняюсь к РАДС. Но насколько это перспективно в будущем ? Этот вопрос я хочу задать вам . Стоит ли посвятить себя целиком изучению ручной аргонодуговой сварки, или не зацикливаться на каком то одном виде сварки и параллельно осваивать что то еще ?