Георгий 11
-
Постов
11 134 -
Зарегистрирован
-
Посещение
-
Победитель дней
86
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Георгий 11
-
 @ЛехаКолыма,интересно почему искра при заточке как от титана?
@ЛехаКолыма,интересно почему искра при заточке как от титана? -
@ЛехаКолыма,почему то буржуи в свой присадок титан не добавляют,а заменяют ниобием и кремнием.При заточке вольфрамового эл-да,когда прутком попал на него,искры светлые летят,как от титана.
-
@selco,а 308-я чем не устраивает?
-
@ЛехаКолыма,на выхлопах наверное нет требований к мкк.
-
Всех благ!
-
@Серей,вам тонко намекнули,что мало данных.Выработка чего,какие изделия варите,оборудование и пр.
-
@varatas,ознакомьтесь со способами сварки приведенными в этом свидетельстве.http://sro.naks.ru/STO%20NAKS%20009-2013%20Sys_Grup_proc_svarki%2027.06.2013.pdf
-
@varatas,где же вы этот бред вычитали?Может гелий-аргон смесь для тиг?Но гелий дорогой и его использование оправдано в узком круге работ.
-
Смотрел ролик у страта тоже с двойным пульсом аппарат появился и ценник 23 т вроде,китайцы поперли покорять пульсы).
-
@selco,ну не знаю,раньше 700 р.стоило баллон сдать,промывка и замена вентиля,даже линдегаз брал не свои баллоны с доплатой 1 т. и менял их на свои,я сам так сдавал.Че то темнят они.Вот нашел статейку про вч и оч аргон,сам не знал,что столько разновидностей.https://www.iskroline.ru/articles/argon/purity/
-
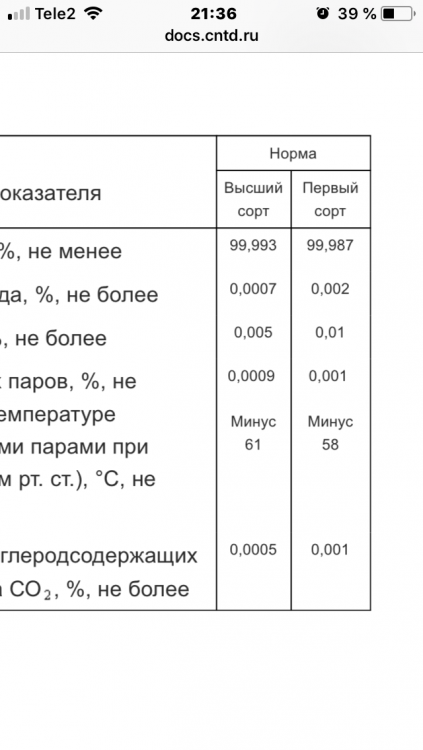
@selco,не знаю почему у них два высших,вот выдержка из госта 10157 @selco,у тебя разница с высшим (по госту) 130 р.,по сути мизер,но если все устраивает,то без вопросов.

-
Если клиент настаивает,то соглашаюсь,хотя о последствиях предупрежаю,пара клиентов отказалась от сварки,после того,как объяснил чем может закончится.
-
@VVB,нержа может и сварится,с алюминием можно попасть.Если недалеко,то можно попробовать,я не рискую,у меня замена баллонов-целая эпопея и в случае чего повторять эту эпопею не хочется,разница в цене невелика.
-
@Slav_Shi,последние цифры ближе к реальности,но вы просили максимум,поэтому и написал 3 пачки по 5 кг.смена,чтоб наверняка и катушку 15 кг.для п/а,тоже не ошибетесь.Сошлитесь на рд или нд 0000 (образно) для военки,они его все равно не найдут,их нет в открытом доступе.
-
@Slav_Shi,покажите мне этих олимпийских чемпионов по сварке,которые сжигают 5 кг.эл-ов за час-это полнейший бред.В нормальных условиях 5 кг.в смену,в экстремальных,когда задница в мыле-10 кг.,ну а когда денег хочется заработать,то 15 кг.,не знаю,я 15 кг.эл-ов ни разу за смену не сжигал,не было таких форсмажоров,а тут 40 кг.за 8-ми часовую смену?Нормировщику бы глаза с руками поотрывать за такие нормы.
-
@Slav_Shi,ну и напишите от балды,на один сварочный пост 15 кг.проволоки (катушка) в смену,ну и эл-ов 3 пачки по 5 кг.в смену,вот вам и вся арифметика.Или вам формулы нужны?Как считать по формулам не зная вида и характера ремонта?
-
@slakcy,сварочная точка-это образное выражение,означающее 1 см.сварного шва,от которого расценивается та или иная работа.
-
@ВлаДон,казанки не варил,недавно лодку-катер ездил варить,к ней транец под датчики сделали,в общем сплав амг,казанка наверное такая же.
-
@Lavr,это рассказ хорошего продавана,но не сварщика.Может он и приобрел,спорить не буду,может сам писал,время покажет,он человек новый,по стилю общения будет понятно.Но я еще ни разу таких поэм не читал ни от одного форумчанина,после покупки нового аппарата,поэтому у меня большие сомнения.Выложит фото аппарата в работе,свои работы-вопросов не будет.
-
Такой шланг никто не рассматривал на подключение ож и аргона в горелке?Шел с гроверсом,бво к аппарату через такой подключил,зиму отжил,вроде без проблем.Конечно не силикон,но относительно мягкий за счет диаметра.Резина в агни трескается с катастрофической скоростью,надо срочно менять на что то,силикон пока под вопросом.
-
@Lavr,когда делятся радостью,то выкладывают фото того,что может аппарат и пользователь,который им управляет,а не хвалебные причитания.За этот тритон негатив читал,а тут прям конфетка.Похоже на рекламу.
-
@nik633,чего обсуждать то,разводилы,да и как я отслежу кто кого направил.Ну направил и направил,направил то не потому,что потом я ему скину,а потому что нормально и за адекватные деньги сделаю.Некоторые сервисники уже сами звонят и спрашивают когда я на месте буду,чтоб клиента сориентировать по времени и ни каких благ для себя не просят.
-
@Vanguard,я поначалу попадался на этот развод,типа мы сервис,будем клиентов направлять,давай за полцены.Пару раз сделал скидку таким разводящим,потом дошло).
-
Добрым с клиентом быть нельзя,вот что я понял,садятся на голову,буду менять политику общения.