vistek
-
Постов
327 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vistek
-
Снизу не получится, до гусеницы места оч мало остаётся, только сверху. Будет гусеницу драть во всех смыслах, а она много дороже.
-
Всем здравствуйте. Похожая ситуация, ломает рельс, двутавр, или как там его... В общем на нём держатся катки, ломает в аккурат возле крепления катка, посему положить усиливающие накладки нет возможности. Что если взять такой же двутавр, кусок другого рельса и приварить сверху над местом излома. Место под гусеницей вроде хватает. Вопрос - даст это что либо в увеличении прочности? Или нет смысла? Потому как просто сварить место излома, думаю смысла нет, снова сломает, причём быстро. Материал как я прочитал в этой теме варится, присадок 4043. Хотя возможно именно эта палка из другого сплава. Кто начнёт ругать, мол новую дешевле купить, сразу скажу новая запчасть уже едет, просто хозяин обратился если можно, то хорошо, ну а нет так нет. А мне практический интерес. Профессиональных аргонщиков у нас нет, ближайшие за двести вёрст наших (в смысле км). На безопасность не влияет, когда ломается он просто по тихоньку едет до дому, сколько протянет. Кто, что скажет? поругает, посоветует, благодарен всему.

-
Они знали куда шли. Это как учитель в школе, которому никак не можно обижаться на учеников, и ожидать от них благодарности. Благодарность это вопросы к воспитавшим. Вспомните себя в детстве, в молодости, много учителей благодарили? Раньше не замечал, но с возрастом, у меня сложилось впечатление, наверное это последствия СССР, где знания давались бесплатно. За молодёжью, да и не только, заметил, что нет осознания что знания это есть благо, которое порой продаётся и не дёшево. Можно просто отправить новичка, иди на курсы за свой счёт, тогда поймёшь что по чем. И соответственно, кода другой делится с тобой знаниями, без возмездно, и мысли не возникает сказать просто, спасибо. Личные обиды в основном всегда рулят. Люди....
-
Для нового человека это не фарс. Куда ему обращаться? К этим видосам? Кои все неудачи за кадром оставили, а-ля лишь бы продать, впарить по быстрей. Что он там получит? А тут есть шанс, при наличии желания и думания. Без думания, как оказалось никуда, это я вам как новичок говорю.
-
Никто такого, здесь вам, не говорил (не писал). Почитайте форум, можно и другие, масса материала по сварке алюминия полуавтоматом. Знающие это комментировать вряд ли станут. Потому как видео ни о чём. Если есть желание учиться по подобным видео, то вперёд, здесь спрашивать смысла пока что нет. Позже возможно появится осознание что здесь спрашивать. Я не профи и вообще не сварщик. Но имею некоторый опыт. Посмотрев подобные видосы: О.....! нужен полуавтомат, да со сменой полярности, да с пульсом, а ещё лучше с двойным (это вообще супер), да с четырёхроликовым механизмом, тефлон канал, ю ролик, наконечник по алюминию. Купил, баллон аргона, аппарат, проволоку. И давай варить.... Ага... Как на этих видео так легко сразу, да фигушки. То проволока прилипнет, то бороду намотает, то просто серет, срёт. То вроде начнёт варить, но через пять сек всё, стоп, то борода, то проволока в наконечнике залипнет, то ещё что-нибудь. Спустя недельку мучений, с подготовкой поверхности, регулировками, чтением, просмотрами и т.п. что-то стало лепиться(швами это не назовёшь)5см шва углового получилось. Какие то пластины меж собой соединил. В общем занятие интересное, без опыта, без знаний, если энергию и время девать некуда, то самое оно. И полуавтомат от себя быстро оттолкнул, дыма шибко много и он какой-то особливо ядовитый, даже свежем воздухе, то ещё занятие, а если вы пребывали в онкологии, то ещё себя травить, ну это .... на ваше усмотрение. (имеется ввиду алюминий) По видео, первое этот товарищ как я понял сварщик РДС, раньше по видосам его видел, т.е. у него есть понятие настройки аппарата, сварочная ванна, подготовка материала и т.п. Хотя на мой взгляд это не зачистка, не удаление окисной плены, это так просто.... металл новый, чистый. Второй, это что-то не понятное даже мой неопытный взгляд, труба профиль толщиной миллиметрА 1,5-2, зачем там разделка? Спец сам может настроить аппарат, подготовить материал и это видео точно не для него, а начинающему, ну повторите его действия и попробуйте что получится, потом поделитесь. Сваривать алюминий не известно какой, да ещё одной проволокой, тогда точно мимо этого форума, да к тем видео. По своему опыту сварил (правда ТИГ сваркой две трубки д.20мм. в качестве присадки эл.провод), сварилось да, тут же беру, руками практически не прилагая усилий, прям совсем без усилий, прям легко, легко, ломаю. Взял я другую трубу д.25мм сделал из неё швабру, тоже проводом, материал трубы тоже не известен, ну и она через пару месяцев просто развалилась. Это я к тому, что знания должны быть, иначе можно получить последствия.... Вот это наверное правильно сказано, КИНО.... Художественный фильм, но не обучающее видео. И за комментариями к кинокритикам, но ни как ни к местным спецам. Личное мнение и опыт.
-
Скачал 4 тома, справочник... Ничего себе справочник, 4 по 600страниц(плюс, минус). Это целая библия. Не слишком круто для неуча?
-
Так и делаю. Да я и не спорю, кто я такой чтобы спорить, с моим то багажом знаний и умений.
-
Так это и есть последовательное обучение, от простого к сложному, логично, одно за другое, мухи отдельно, котлеты отдельно. А не всё вместе в кучу. А мож просто я не способный. Возмущения нет.
-
Ничего не смущает, вызывает непонимание, а соответственно теряется интерес к изданию. Дело не только, в том какое обозначение, дело в другом. В учебнике раздел про сварку одной системы, а подопытные образцы из другой системы. По мне так должно быть мухи отдельно, котлеты отдельно, но не всё в кучу, если это вообще допускается(всё в кучу). Это что получается начинается объяснение, допустим, про сварку нерж.стали, а выкладываются образцы из чугуна,и на вопрос студента как так? Будет ответ не учи учёного. Так получается. Дело в изложении материала, дело в передаче знаний. По прочтении некоторого количества материала, как правило начинает складываться какое-то понимание, но в данном случае (хотя не много имею представление о сварке. в т.ч. РАДС), после нескольких страниц закрыл книгу и в голове мысль: А о чём вообще речь шла? Начали с вольфрамового электрода в аргоне, чуть затронули импульс, продолжили гелием, смешали полярность, (хотя весь мир 60 лет сваривает на переменном токе и весьма успешно), ни толщин металла, ни разделки, так какие-то фразы кусками, что о чём? Я лишь поделился мыслями о прочтении части учебного пособия, после чего пришёл в некоторое замешательство, и снова полез листать электронные версии литературы. В некоторых книгах, (искать её долго, поверьте на слово) не специфичные условия, но прямое противоречие законам физики. Яблоко с дерева полетит вниз, и никому этого не изменить. Просил напутствия, получил - отложи книгу, выполнил. Пока отложил. Потом ещё продолжу изучение, читание.
-
Ну я так и сделал. Книга ни в чём не виновата, она передаёт знания заложенные в неё людьми. Я начинал, пробовал читать и другие, старые советские, ни одна у меня вызвала подобных впечатлений и мыслей, да таких, что решился поделиться с общестом. На работе с подобным приходилось сталкиваться, по новым учебниками вопреки законам физики, причём доказывают люди старшие по должности и более опытные. Когда его чуть не носом ты... в книгу 1987г., смотри..., что законы физики поменялись? И как об стену горох. Мож поэтому я так реагирую на подобные вещи, особенно когда чего-то не понимаю.
-
Поделюсь ещё болью, ну или по злим спецов. Думается мне если бы какой новичок изложил информацию в таком виде как в той книге 18-21 стр. То его бы не то, что бы закидали тапками и ссаными тряпками(выражение с форума), его бы, этими самыми тапками и ног..., забили, за пинали, в усме.... Надеюсь что я ошибаюсь, поправьте если не прав.
-
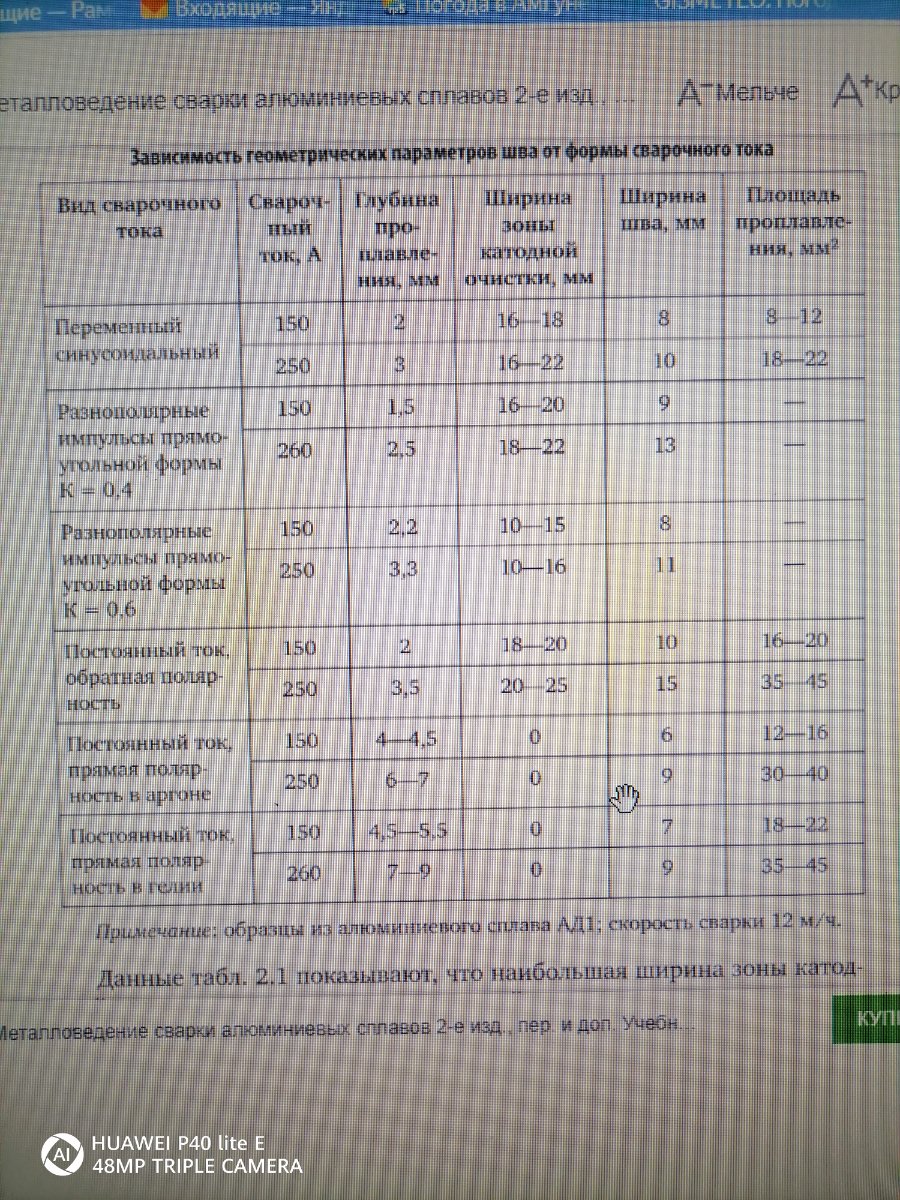
Скепсиса как такового нет. Не понимание изложенного материала есть, не понимание целей и смысла такого изложения. Как-то странно выбран диапазон толщин, критерии оценки процессов сварки следующие: качество очистки свариваемого металла от оксидных плёнок, проплавляющее воздействие дуги и стойкость электрода. (что больше нечего оценить в процессе сварки?), раздел про сварку одной системы сплава. а в таблице подопытный образец совершенно другой группы( ??? хде логика?), и т.д. и т.п. - это это ж пособие для ВУЗов. Мне почему то со школьных времён казалось что обучение идёт от простого к сложному, постепенно и как-то всё логично было, и взаимосвязанно. 232 страницы, и 140 источников литературы, такое ощущение что по паре страниц с разных книг, кусками дёрнули. Первое впечатление такое. Не мне судить, но не понятно как-то. Я по читаю и эту и другие книги, может начну что-то соображать и понимать.
-
Немного обнадёживает, радует, и в тоже время малость огорчает, что моё скромное мнение(не образованного человека, но чувствующего что-то не...), чем-то совпадает с мнением уважаемых специалистов. Так её не из сети, я купил книгу в бумажном варианте(ну да, купил то через инет, ждал по почте), т.к. не бумажную читать как-то удобней. В надежде, была мысль, что современная книга издана с учётом современных достижений науки. В этом тысячелетии только, уже прошло 25 лет, целое поколение выросло. Я думал что-то да изменилось в с 60-х годов прошлого столетия. 25 лет это четверть века, а изучать лучше литературу которая издана 60 лет назад. Ну что ж, бум изучать, пока интерес есть.
-
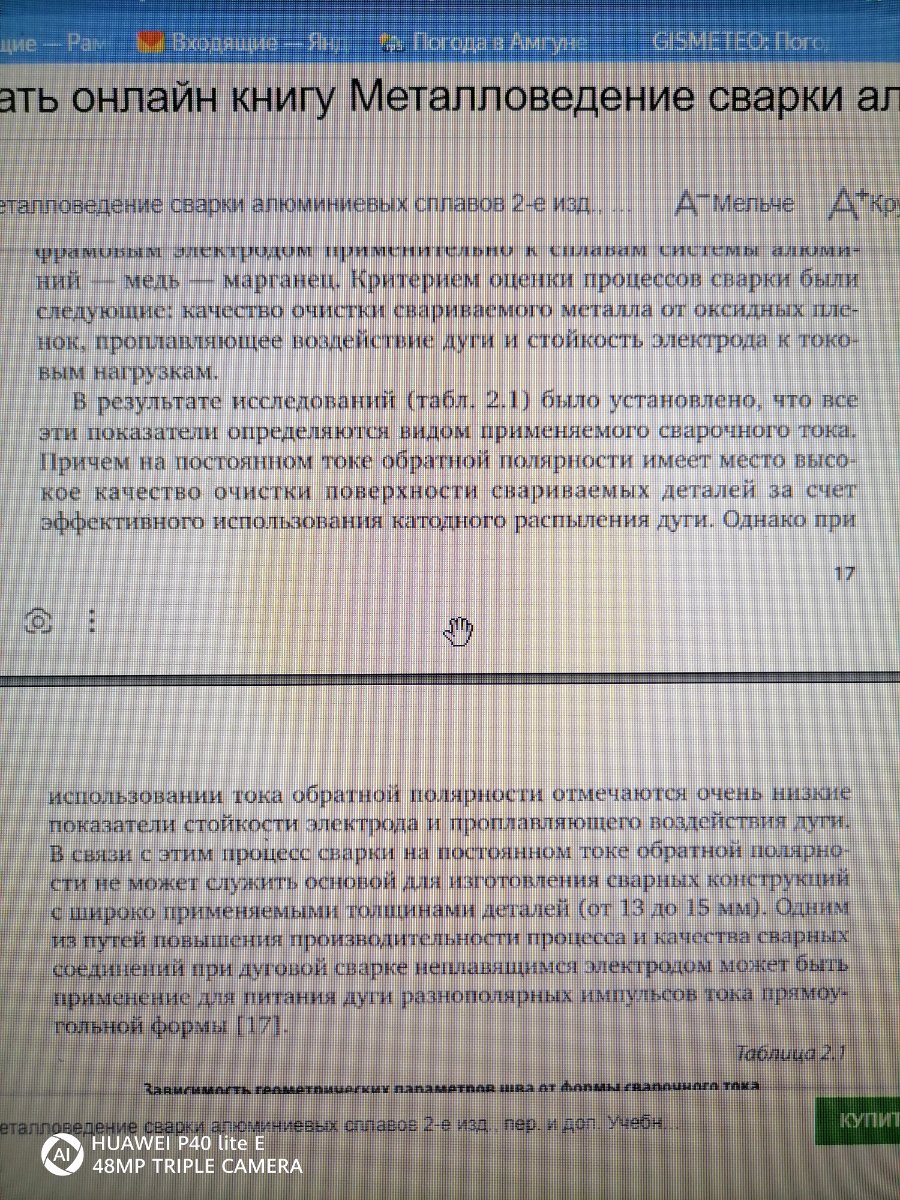
Таблица зависимости параметров шва от формы сварочного тока. Форма тока указана только две - синусоидная и прямоугольная. Где остальные треугольники и прочее? Внизу таблицы сноска образцы сварки из сплава АД1( технически чистый алюминий, но никак не сплав системы алюминий-медь-марганец). Что-то пока пропало желание изучать эту современную литературу. А какие книги вообще надо читать, и надо ли читать что-то вообще? Мож кто нибудь растолкует, что-то совсем запутался. Так указано что енто пособие для ВУЗов, у мене вопрос назрел сразу жеть, каго они там учать? Прочитал около сотни страниц, закрыл и понял, что совсем ничего не понял. Пока отложил, потом попробую ещё поизучать. Может я просто не умею тех.литературу изучать?, может кто натолкнёт на путь истинный.
-
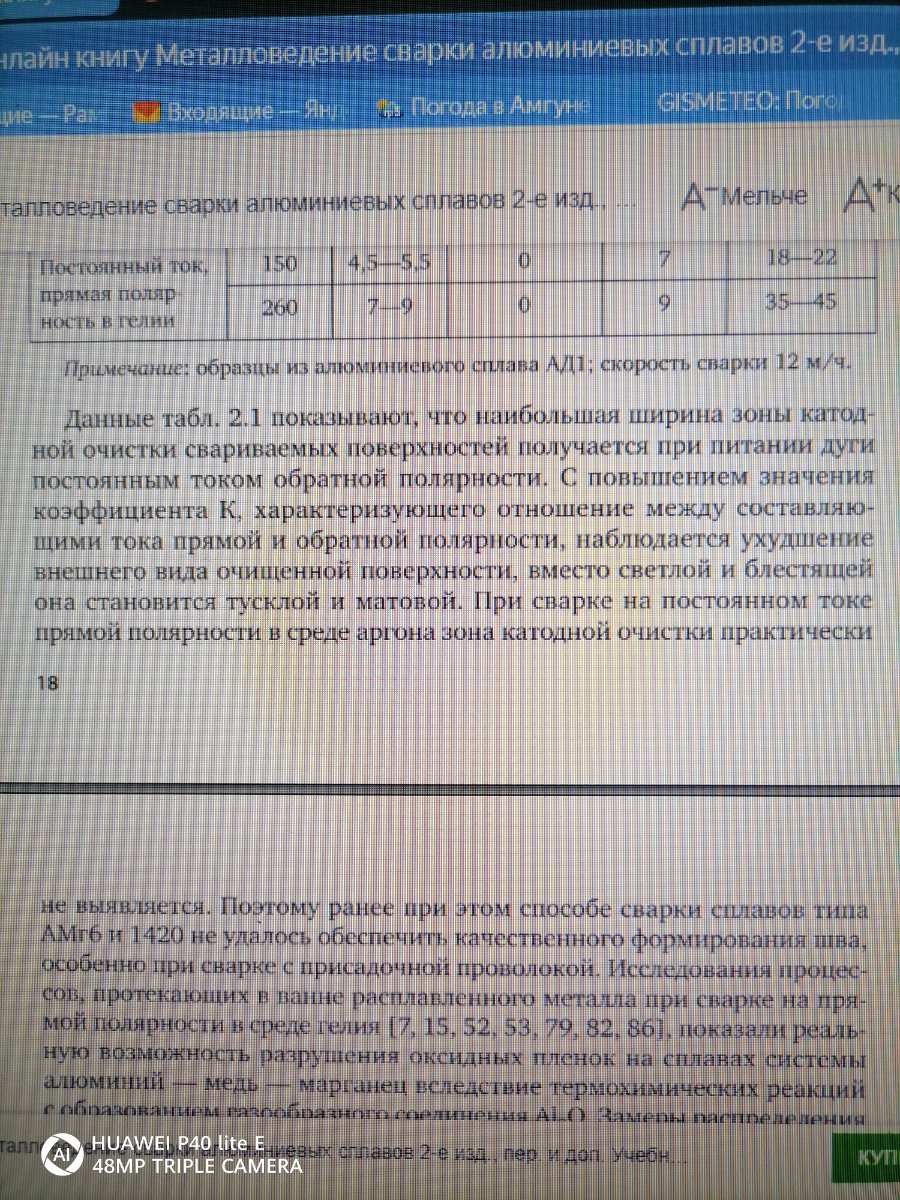
Та же стр.18 и далее 19, "....при сварке на постоянном токе прямой полярности в среде аргона зона катодной очистки практически не выявляется". Сам пробовал, сваркой это назвать язык не поворачивается. Ну и далее "По этому ранее при этом способе сварки сплавов типа АМг6 и 1420 не удалось обеспечить качественного формирования шва, особенно при сварке с присадочной проволокой". На минутку раздел про сварку системы Алюминий-медь-марганец, при чём здесь Амг6 сплав системы Алюминий-магний (по ГОСТ4784-2019).
-
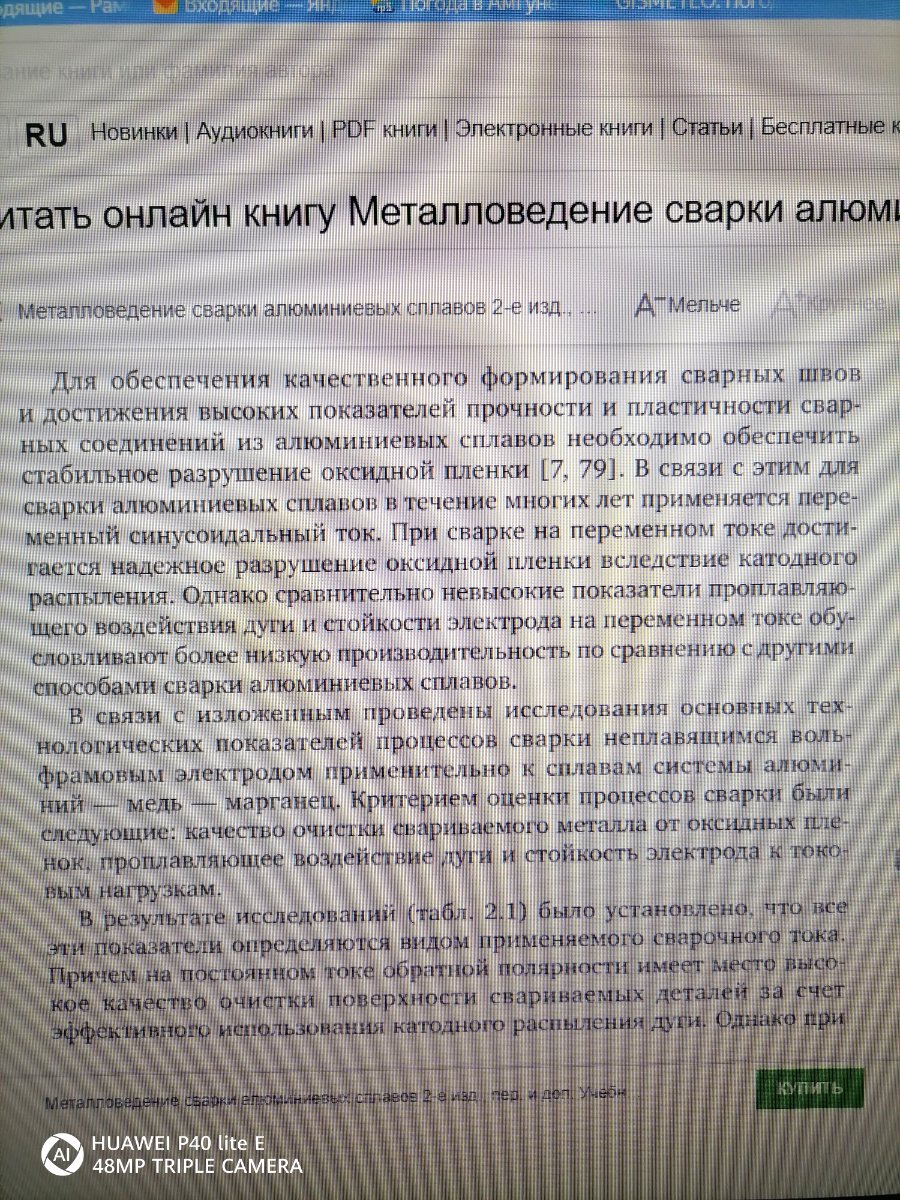
Книга М.А. Гуреева " Металловедение сварки алюминиевых сплавов" 2019г. Глава или раздел 2.1 "Сварка сплавов системы Алюминий-медь-марганец" То ли я читать не умею(не правильно читаю), то ли ещё что-то, но после прочтения (не всей книги), какие-то смутные ощущения, чувствия. Такое ощущение что книга ни о чём, просто что-то написано. Сколько говорено на форуме что сварка алюминия и его сплавов проводится на переменном токе. Что видим здесь, стр.18 " ....процесс сварки на постоянном токе обратной полярности не может служить основой для изготовления сварных конструкций с широко применяемыми толщинами деталей ( от 13 до 15мм)... А до 13 и выше 15мм, что можно?
-
Да ничего, 14й год живу, два года назад кирпичный котёл заменил на цельно металлический, в это году ещё трубу металлопластиковую на металлизаменил, ёмкость тепло носителя увеличилась. Когда был кирпичный котёл и металлопластик, др шести раз за сутки подкидывал, сейчас раза три, если холодно то 4. В 10 вечера набил топку и до утра, утром батареи тёплые и дома плюс 23. Хотя с дровами тоже туго, хоть и живём в тайге.
-
Та нету, топлю дровами.
-
плюс минус 10 минут, это не критично, я б даже сказал что просто не заметно. А вот снижение расхода топлива, это уже интереснее, но в любом случае теперь до следующего отопительного сезона. У нас уже зима настала, хоть и тёплая пока, но все одно, зима. Лето придёт, посмотрю что за клапаны такие, мельком глянул, показалось что проходное отверстие маловато, надо бы в живую их в руках повертеть, а там посмотрим. Совершенству предела нет, я не против.
-
Это всё понятно. Я не много о другом, точнее о том же самом, но... запутался.... В обчем, после растопки, через пол часа вся система прогрета, радиаторы прогреты полностью, равномерно, все. Я понимаю когда без насоса, пробовал топить, 15мин прогрелся только первый радиатор, пол часа второй и то не весь, вот здесь вопрос эффективности встаёт. А с насосом пол часа и система прогрета вся, куда ещё эффективне? Ну и пусть большая часть летит по прямой, главное радиатор горячий, весь. Возможно это имеет место где в многоквартирных домах, где пол батареи или пол квартиры холодные, но не в моем случае. Чисто моё мнение и опыт. За клапаны мысль интересная, надо будет посмотреть, что, да как, но это уже в следующем отопительного сезоне.
-
Это всё понятно что горячая вверх, холодная вниз. Вопрос был про это. Что значит на 100% эффективнее? У меня параллельное подключение вход и выход с радиатора внизу. При температуре системы +18град.С, после растопки, через пол часа вся система прогрета, градусов 60-70 С (примерно, рука не терпит, 6 радиаторов, площадь квартиры 70м.кв.). при температуре на улице -12. В принципе более чем хорошо. Если я подключу вход в радиатор сверху, что это даст, на две минуты быстрее прогреется? Сомнительная эффективность, зато подключение более муторное.
-
именно белёсая пена была.
-
капнул не почернело, зачистил, капнул, цвет не поменялся.
-
Не надо болты смазывать. Если туго идёт, почистить щёткой, смочить водой (слюной) и закрутить. Нечего там смазке делать.
-
Забыл, что-то. Завтра если не забуду то испробую.