vistek
-
Постов
463 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vistek
-
Это нормально, не редкость среди рабочих рук.
-
Вот, и про то. Оч. хорошо помогает способность или интуиция отбирать нужную, в данный момент времени, информацию. А в этом справочнике, конкретно споткнулся и закипел. .
-
Им будет не просто, кто полагается на истину авторитета, вместо того чтобы полагаться, на авторитет истины. Не я сказал. А вот это вот, разные вещи, теория и заумные штуки. Мне справочник показался заумным. Т. е. я до него не дорос, ну и вы сами подтвердили выше, что многим это не нужно, научился водить ляктродом и 20 лет шпарит. Всему свое время и место, каждый должен заниматься своим делом, это касается вас работающих на сварке, а нам хобби там, дело добровольное. Знание сила. Это печаль, великая. Но это совершенно другой, животрепещущий, краеугольный камень, вопрос, лишь косвенно-параллельно касающийся заумных штук и теории. Поясню, теория есть некие базовые знания, заумные штуки, есть профильное качественное образование. Так понимаю. Потому как на форуме и на чипе читал, умеющие почтенные, называют скважность импульса в процентах. Как то так, пока что моё видение.
-
Одна из причин, писал, что сварка разочаровала. Не совсем в прямом смысле расстроен, нет, совсем нет. Но есть моменты, вот например горелочка помощнее, так и в тиге тоже, не представляя какие токи нужны для работы с алюмм 4мм, допустим. Вот последняя лестница, вроде норм процесс идёт, но хотелось бы чуть сильнее вжарить и аппарат позволяет, а тут ПВ горелки на пределе. И понимаю, хочу водянку, а это надо ещё БВО. Это доп траты, а до приобретения, об этом ни гу гу. Вот и ходят в голове мысли, водянка, БВО, смеситель. Куда ещё понесёт? Самое, не лучшее, что это скорее всего без пользы, так для души(с), с другой стороны утешает, купил аппарат за 70кр, а курящие за год столько на сигареты тратят. Если бы были только свароги от 50 кр и выше, да гроверс, ну т. д. взял бы я аппарат, да ни в коем. Был бы я здесь, вопрос. Так что если этот китаец будет работать, в линейном, то уже хорошо, китайцам уже жирный плюс, одна полочка у них как минимум есть. как бы ни противились спецы (исключение copich) . С уважением.
-
Не правда. Вот совсем не правда. Аппарат брался под конкретные задачи. А не чтоб було. Мне же обещали что полуавтомат это лехххко, любой ду... сможет. А то что знаний нет, так это другой вопрос, теперь то уже что, поезд ушёл. Так он так и использовался, по прибытии. Я не зарабатываю сваркой, мне это не светит, просто интерес, а кнопочки есть, значит можно пробовать, а там что не получится, то не пооучится. Не исключаю возможности, что доберусь до смеси. Хотелось бы умеющий аппарат, но это хотелка, не более, я не зарабатываю сваркой, полуавтомат и тиг мне не к чему, на потребности вполне хватает ресанты. Хоббя, такое Хоббя получилось, под ср... лет, не запланировано получилось, потому буду жмать кнопки, читать, ну а вы будете следить, чтобы "явной дичи не порол", тапки, тряпки - грудь каленая, выдержит. Ну и может польза как ни кака будет, разложим китайцев по полочкам, кому то проще ориентироваться будет, ведь одно дело когда знающий спец говорит что это работает, а это нет, это надо, а это нет и не будет работать. А совсем другое дело - наглядный пример, пусть, неудача, пусть не работоспособен, пока не в тягость. фУуухх... во накатал. С уважением.
-
Не мне конечно рассуждать и умничать, опыта практики мало, но впечатление такое имеется. У меня опыта с полуавтоматом то и не было вовсе, это мой первый, да и других не щупал. Есть мнение, ощущение, на ММА поставь 120-140 ампер, даже по их показометру, то металл чернь 2 или 3мм прожигается на ура, электродом 2.5 или 3. А вот етим полуавтоматом ни как, тройку ни проплавляет, зато сверху червей кладёт дай бох. 1 или 1.5мм насквозь могёт. Двойку может ещё как-то, тока и вольтов на крутишь по более, на месте подольше, помедленнее, что-то ещё получалось, но червь все равно выростал, увеличение напряжения результата не давало, просто появлялся свист и рос шар, вплоть до наконечника. Где-то тут на сайте читал, что полуавтомат как плазма шьёт насквозь. Пролока тоньше электрода ММА и на много, соответственно плотность тока у проволоки 0,8 при аналогичном токе выше, а всё равно, прожога нет, понимания пока нет. Индуктивность заметно работала на тонком, менее 0,5мм.Это только мои наблюдения по памяти двух летней давности, тогда ничего вообще не представлял что это и с чем едят. Что сейчас будет, поглядим, буду дальше его мучать, в смысле аппарат.
-
1.Есть сомнения в правильности показаний дисплея. Проверить клещами, правда клещи тож китай. 2. Впечатление, на высоких токах, выше 150А как то не то, не знаю как описать. может просто страшно. 3. Пульс в СО-2, так себе удовольствие, но он есть. Понять бы ещё алгоритм действия сего пульса. Но это потом, есть мысль смеситель, то ли приобрести, то ли самому изваять. 4. Полуавтомат разочаровал, да сварка тоже, если бы знал что сварка награда, что для получения хорошего результата имеются такие требования. Не уверен что стал бы связываться, где то я уже это упоминал. Но, но появился и пока не уходит, какой-то нездоровый интерес. Хожу и как поло умный обращаю внимание на сварные швы почти везде, где бываю, читаю, смотрю. Спецы такие аппараты не тестят, и обзоры не выкладывают. А тут представьте, я, достал из коробки, с помощью синергетики в СО-2 в пульсе, без пульса и погнал обер, супер швы накладывать и выкладывать. Люди посмотрят о хорош агрегат, можна брать, а сейчас глядишь, посмотрят, да чайник как и я, не сведующий, и подумают, торопиться не буду, вникну по глубже, может денег подкоплю, может эти пульс в таком виде и не надо, а может пульс вообще не надо и синергетики тоже, ну или наоборот. Тема задумывалась больше про аппарат, а не про меня, со мной как раз всё предельно ясно. . Чтобы что-то делать, желательно понимать что делаешь. А откуда знать, что надо понимать. Вот вопрос. Да и после 50см сварочной наплавки, рано делать выводы, я так думаю. есть такое.
-
Это понятно, это возможно позже, мысль была сначала спробовать что аппарат выдаёт.
-
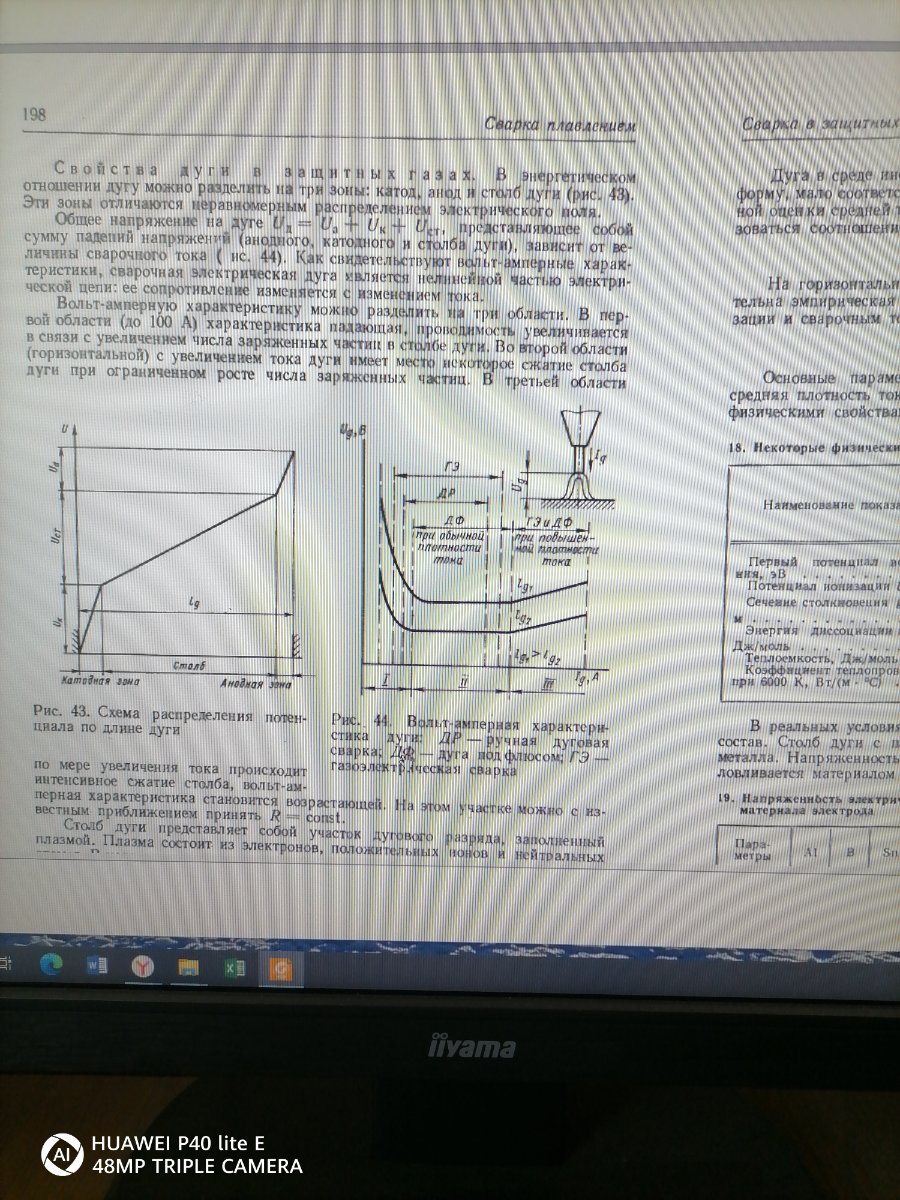
Взято из ГОСТ на РДС, для защитных газов цифири малость отличаются, не сильно, но всё же. Прошу понять и простить, постараюсь быть внимательней.
-
Когда бак из нержи делал, не помню чтобы там, так часто сопло чистил, а там несколько метров сварки. Если бы каждые 30см было такое, я б его в пожизненный бан отправил, пусть ещё поживёт, поработает.
-
Не собираюсь и не планирую ничего красть, иномарки и Эвоспарки пока тока снятся. Не скажу что сны приятные, утром просыпаешься, а вместо иномарки... вот.. Мы,,, с моим хитайцем, ни на что не претендуем, было ЖЖелание прикоснуться, к таинству пульсааа.... аахх. Выше писал, что два годе назад и близко ничего не вышло, а тут вона, 30 с + сантиметров, наплаффки. Что то настроилось, не без помощи форума. Нужен ли пульс? , не знаю, мало практики и нормально не работал, не понять, пока не впечатлил и полуавтомат вообще. 4мм толщи, да в нижнем положении, можно было и ресантой уонями, и было бы симпатичнее, да чуть по дольше. Но для дома, куда гнаться? Если на калым, а если будут проблемы с герметичностью, исправление, по итогу ещё больше времени займёт. Но, аппарат уже имеется, а значит кнопочки будут нажиматься, возможно и до смешивания газов доберусь, чайники они такие, делают, даже то, что нельзя . Вот срачь в сопле, даже без пульса, это напрягает. С уважением.
-
Доброго вечера, дня, кому как. У нач вечер. Металл чернь, не новая, видно. С 17, S=4мм, скос кромок 23-27гад., зазор 1-3мм, но до трёх не было, неээ. высота притупления 1+-1мм, высота валика должна быть 0-2мм, ширина 6-10мм. Не так давно сказано было, где-то в соседних темах: "Сварка это награда" опосля подготовки. Это да, чуть не час готовил, таскал инструмент, резал, зачищал, снимал фаски(кромки). Реально, работа УШМ, это БДСМ в квадрате, если хочется по точнее. Вот теперь я на 99,9999% уверен что 99% пользующих, электрическую дугу, в быту, да и в ремонте, во многих случаях не заморачиваются с подготовкой, то сварка действительно стала наградой.Возраст что ли, а может просто раньше не замечал, освещение ушло, солнце село, но ещё вроде светло, но ужо толком не видать, при дневном солнечном свете, видимость куда лучше. Кто хочет кидаться ...., сразу, металл старый, если буду чистить до блеска, от толщины менее половины останется, каверны то глубокия, однако. Кажись понял, ширина валика, если узрел и контролировал ванну и её края, то это будет ширина разделки, возможно ошибаюсь. Были использованы режимы сварки миг пульс, миг 2 пульс и миг маг. Сварка в СО-2, кто будет кидаться...., сразу, читал что пульс в СО-2 не то, не есть хорошо, аргона рядом нет, смеси тоже, не то, что рядом, вообще нема, смеситель пока в мечтах. Шаг один миг пульс: выставлял сначала толщину 1мм, типа думал что, ну притупление же, ну не грамотный я, мне можно, пока что... , потом увеличил до толщины металла, т.е. в синергетике выставил tick 4mm. Не понравилось, к концу валика, навалило какую-то кучу. Но зато почувствовал, узрел, услышал, что аппарат ток меняет, но как-то не совсем явно что ли, куча брызг, настолько что толком не понять, не разглядеть, еле видать разделку, возможно что, потому что, в кислоте сварка или сралка. Потому как аппарат сам, при выборе режима миг пульс, переключает на сварочный материал er308 Ar98, на проволоку 0,8мм. Параметры пульса не регулируются, упоминал об этом в начале. Шаг второй миг 2 пульс: Iр-р=50%, PU+5, BU-5, один валик 10см, следующие 10см изменил PU-5BU+15 соответствтенно в %. Разницы не заметил. Вот здесь пульсация явная, прям как по телеку, в смысле по инету, прям видать и слыхать, брызг много, но меньше чем просто миг пульс. Два года нзад когда пытался эти режимы крутить, ничего не выходило, был просто срач, крутил совсем не понимая что и зачем. Шаг третий просто миг маг: При настройке в синергетике выбираю толщину , аппарат выставил ток и напряжение, ничего не трогая, перевёл режим в миг маг метр мин выставился сам, напряжение установилось 25,0В, пробовал на разных толщинах 4 и 3мм, всё равно 25В. Запомнил сколько было вольтов и выставил. Сопло засирается прям махом, это что-то, 25см сварки сралки ииии вот.... Видел другой аппарат после самозащитной проволоки, так владелец говорит что не чистил сопло, а тама всё чисто, а здесь не чисто. Ширина и высота валика вроде вписалась, проплавить до конца получилось только на последний раз на миг маг и то зазор увеличил, но должно быть вровень, а тут малость вылезло, короче брак. Впечатления: ууу, вот это скорость после ММА, 23см, наверное, меньше чем за минуту. Пол часа вошкаешься с подготовками и менее минуты орхазма. Для хоббизма наверное, ну пока не понятно, надо ли оно, пока полуавтомат не особо впечатляет, что-то как-то не то, объёмы не те. На коротких швах, на металле толщей от 1мм, проще ММА и аккуратней. На полуавтомате при разделке высота валиков нормуль, а без разделки дождевые черви. Вот скорость это дааа.... Заеданий проволоки не было, в миг маге на 11м/мин и 23В процесс шёл с шипением, не было этого ззззз. Пока так(с),

-
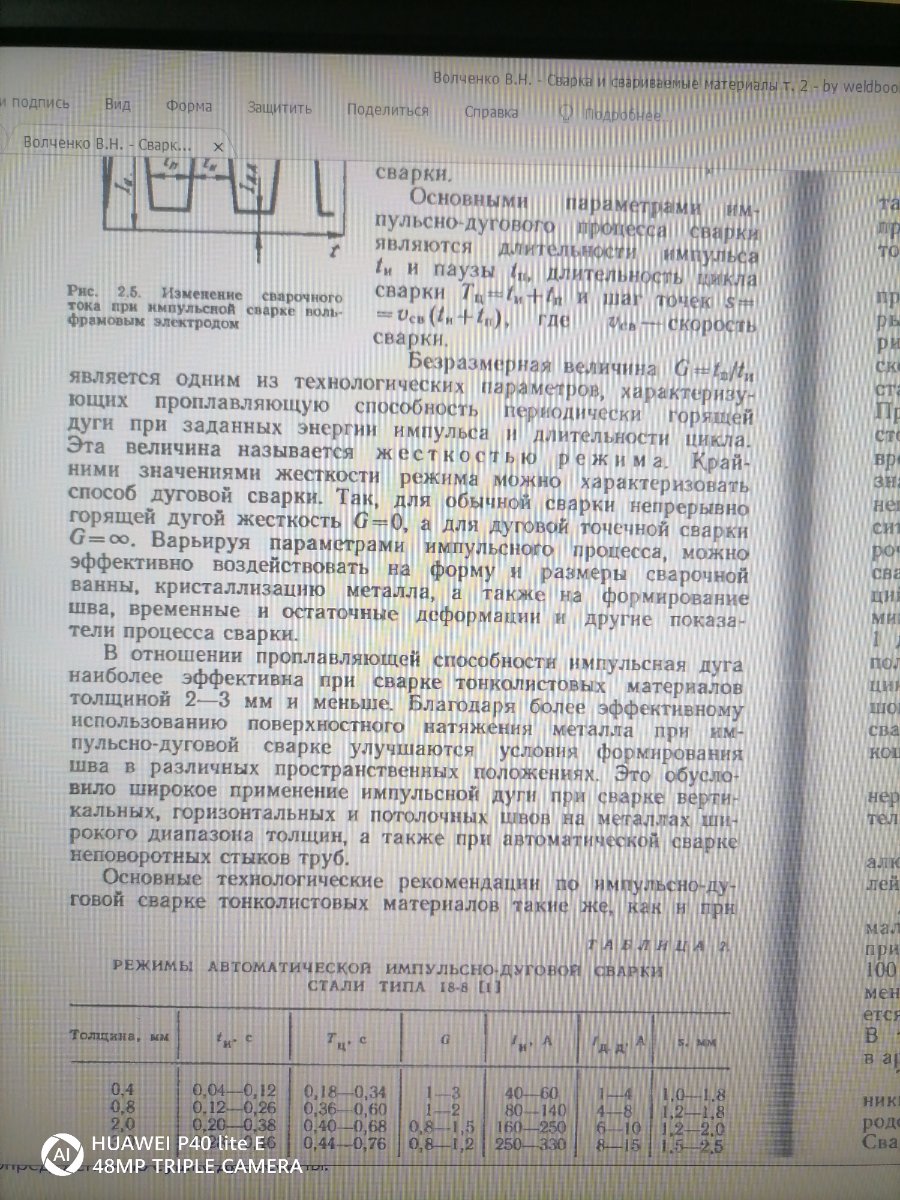
Это понятно. Таким образом, понимаю, когда слышу кто-либо говорит или читаю, скважность импульса энное число процентов, сие есть не верно, и не обращаю на это внимание. мне уже не страшно, я долг перед жизнью уже выполнил. Получается, скважность не может быть меньше 1 (единица), а жёсткость сварки может быть. и больше(время паузы больше пика) и меньше(время паузы меньше пика) 1(единица). Махтематики, ёшкин корень, скучно им, мозги запудрят. Всем спасибо. .
-
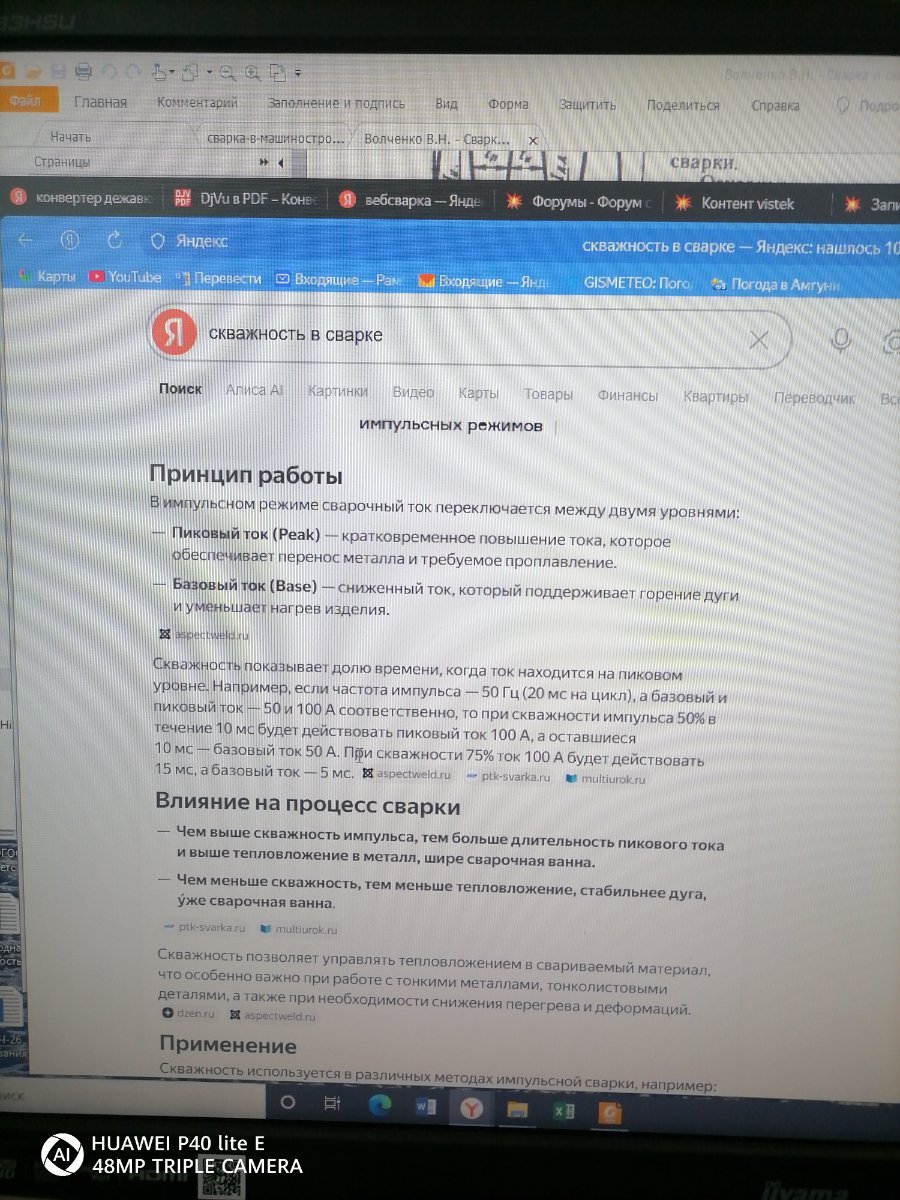
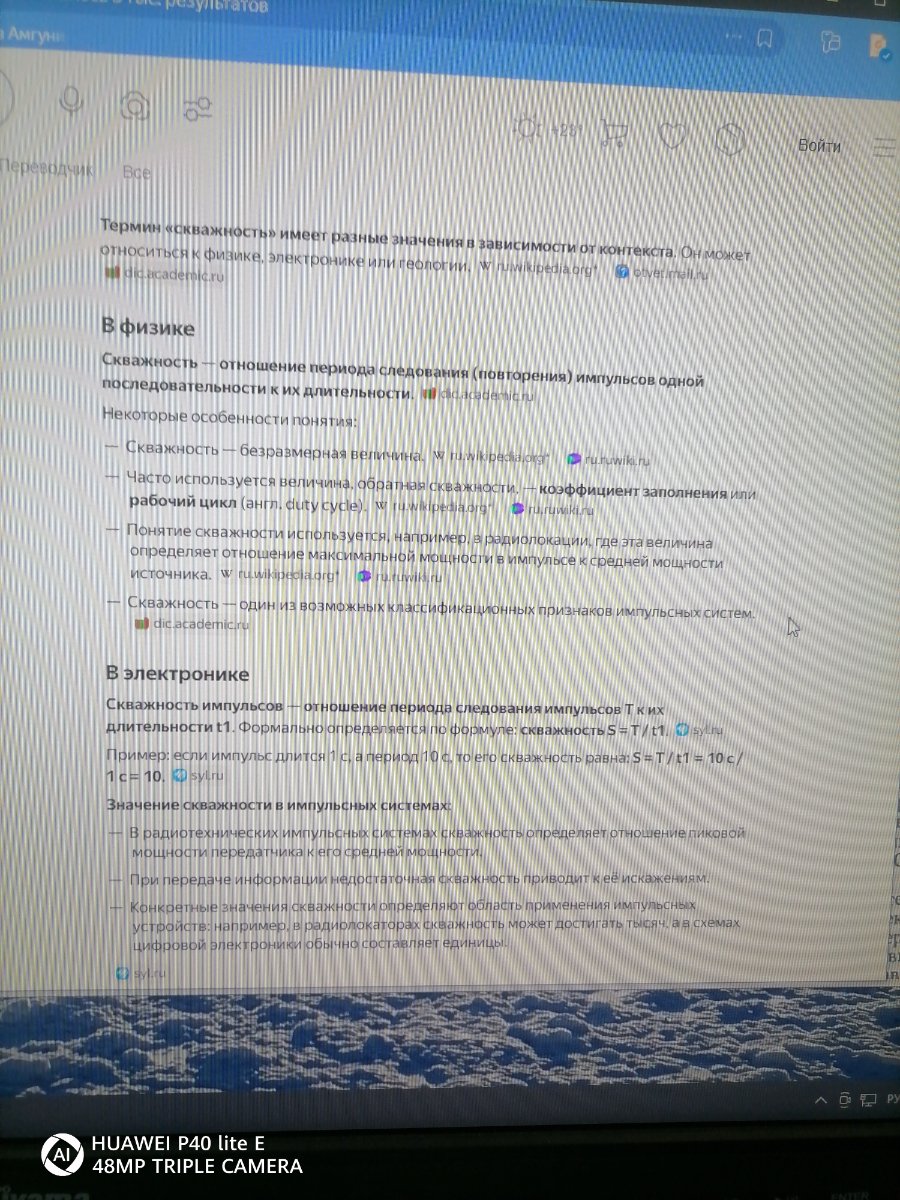
Оч хочется возразить, бо не сростается. Не знаю как сформулировать, попытаюсь. Welderman, не так давно указал что скважность вв процентах не меряется. Окромя нета, спросить негде, инет выдал, что скважность это Безразмерная величина=Период импульса(т. е. от начала до начала, импульс плюс пауза). делить на время самого импульса. Безразмерная, какие проценты? В книге тоже указана безразмерная величина, но считается и называется по другому. Называется жёсткость сварки=время паузы делить на время импульса. Ну а запрос скважность в сварке выдал, что это процентное соотношение времени импульса от периода, это где-то на сайтах продавцов аппаратов кто то первый ляпнул скважность=процент, и понеслось по вселенной, из уст в уста красивое слово скважность, да ещё в импульсе(а вы не знали, а яй яй яй, скажет с умным видом какой нибудь продаван, сам ничего не понимая, и несётся это всё всемирным потоком) А в действительности правды никто не знает, каждый понимает как хочет, потому как нет обязательных требований, понятий, законов, норм. Домысел=либо какие то секреты с етим импульсным пульсом, никто говорить не хочет, либо каждый о своём, кто во что горазд. А если величина безразмерная, т. е. ничего и никак не измерить, то накой ляп она нужна? Итак вроде понятно период 1сек, процент импульса 30%, тогда 0,3 сек импульс, 0,7сек пауза и так пока не надоест. Конкретные соотношения чего, сколько, куда, кому и зачем, каждый сам для себе и хранить в строжайшей тайне свои патенты, если что получается. С уважением.
-
в книге 1996г есть жёсткость режима сварки это отношение времени паузы ко времени импульса. В инете скважность отношение периода импульса к длительности импульса, но это для электроники. про сварку написано, что измеряют в процентах от времени цикла. Внимание вопрос - гхде правда? Просто здоровый интерес. С уважением.
-
уже весна заканчивается, не успел за зиму. Знаний походу 0. Хоть кто-то из сварных этим реально пользуется, надо? Кроме инженеров и преподавателей, настройщиков и т. п. Какое дело, допустим, ремонтник, с 9 классами, до падений напряжений? Короче, длиньше дуга, науськался настраивать аппарат, да ещё по звуку, и нафиг эти падения, напряжений, да хай они поразшибаються от падений, енти падения. плюс опыт по различным металлам, сплавам, и т. д. Вах источника, вах дуги, есть аппарат тиг это одно, есть есть полуавтомат это другое, и ничего с этим не сделашь. Не, не, не я не жалуюсь. Просто маленькую травму получил, мозг вывихнул. Пока не понимаю что и зачем читаю, соответственно в башке кисель.
-
Согласен. Плюс не верно выполненный старт стоп, возможно это одна из причин появления несплавлений, а следовательно - течи, тобишь отсутствие герметичности, шо и поимел при сварке бака. И был не приятно удИвлен, как так?! ведь нержа, что вроде, зачищать даже не нать, а оно, вон оно как, вон оно чо.... Ладно(с), учту. Хотя и на ММА было подобное, хотя ММА мне пока чувствуется проще, и легше на герметичность, при толще от 1мм. Запомнить бы всё что говорят, а то своих постов наплодил то тут, то там, иной раз перечитываю, но уже забываю где и что находится . До конспектов скоро дойдёт . И так в тихаря на листах, бывает записи делаю, но прячу, как революционер, жена уже думает что двинулся на этой сварке, из дому выгонит.
-
разве плохо зачищено? А какули, это пока моё всё. Куда ж без них,...
-
Пробовал, что-то не нравится. Это занятие превращается, не знаю как сказать. Начинаешь крутить бездумно, что попало и как попало. Газ и проволока в пустую. Да и просто наплавлять не то, потому как, когда что-либо делаешь, то приходится в разных положениях и различные соединения, целенаправленная деятельность как-то приятнее, что ли. Надо подумать как соединить, приятное с полезным. Хоть объявление давай, сварю безззплатно.
-
Синергетика выставил толщину 5мм, остальное как есть. Фаски сняты. Пока, за всё время, в принципе он больше стоял, израсходовал где 2,5кг нерж проволоки, 2кг омеднённой, и грамм 200 (по справочнику Фонарёва, сосем чуть чуть) 5356. Один раз пробовал режим просто миг маг : 5м/мин, 18В - полёт нормальный, 3,5м/мин 14В с чем-то полёт нормальный. Когда перые разы пытал, два года назад, помню что в это режиме не вышло ничего совсем. Ежели получится попрубую по подробней по режимам поработать. В том смысле что, поставил задачу, подготовил материал, выбрал режим, настроил сварил. Всё под протокол и фото, с описанием впечатлений от сварки и работы аппарата. И выкладыванием сюда, без умысла, но если кому полезно окажется, то хорошо.
-
Режим синергетики, выбрал толщину металла 3мм и первая попытка без зазора и зачистки Не прокатило, почистил, сделал два кольца, с одной снял фаску с обоих сторон, на другой с одной стороны, зазор 2-3мм., притупление в половину толщины трубы. А руки-то, крюююки. где нормально попадал, почитай брызгов не было. Трансформаторное железо
-
А это вот нынешние потуги нержа около 1мм, не мерил. Режим синергетики, выбирал толщину металла, напряжение не корректировал как есть. 1,5мм Траснформаторное железо 0,4мм, поржавевшее и чищенное, реальная толща наверно чуть уменьшилась. В синергетике было выбрано Fe-CO2 и нив какую, ток мин. 32А меньше даёт, обманул аппарат включил миг пульс, индуктивность убавил, повернул в минус. вроед что-то поехало, но нестабильно. Да ещё руки за год с лишним отвыкли, да и так навыка то не было. Камера увеличила, а так толща ниточек бывает менее полумиллиметра. Можно ли это назвать сваркой не знаю, так баловство пока. Аппарат изначально мечтался для тонкого 0,5мм и меньше.
-
Дело шло к осени, инет намекал что пульсы, шмульсы умеют алюминь сваривать, купил таки баллон с аргоном и как в песне: Пел ветер песню грубую, – и вдруг. Раздался голос: «Человек ..... Но только немного не так, голос действительно раздался, точнее это был гром среди ясного неба, с диким криком ДААААА!!!! подпрыгнул от радости, казалось до небес, да так, что сосед прибежал на шум, с вопросом что случилось. На что ему под нос было поднесено, нет, не кулак, а то что на фото, со словами вот... и видом уставшего человека, который только что отправил в космос первого человека и высадился на луну. На что, тот плюнул и ушёл, не понимая всей ценности происходящего. Металл 2мм, проволока er5356, настройки не помню. И всё-таки он сваривается. Но радость была не долгой, немного ещё попробовал алюминий, другие железячки, точнее алюмяшки. Попробовал почитал сайт, чипмекер и согласился да раскалённые шарики вездесущи, а вонь и дым, ядовитый что даже работа свежем воздухе не спасает. Купил тиг горелку спытал, на алюминьке, естественно ничего не вышло, почитал форум. Ага нужна переменка и аппарат другой, заплакал, попробовал нержавейку, контактный поджиг не впечатлил, точнее к самому поджигу претензий нет, а вот завершение, обрыв дуги, эт да, тянется как резина, до 2см, приходится резко в сторону и вверх. А если надо с отрывом, то это всё, швах. Про настройку проволоки по люминь, ничего нового не скажу, помучился малость, пока стала нормально относительно идти. Но всё равно не понравилось, возможно не следил за временем, горелка перегревалась, потому как сначала вроде варит нормуль, но потом кирдык полный свист, искры, прилипания и все, все гадости. Вынул проволоку люминиевую, посетила мысль об тиге, что к следующей весне было осуществлено.
-
Аппарат могёт сваривать без искр. Оцинковка, без зачистки Толщина металла на баке 1мм, оцинковка 0,7мм, цилидрики - последние два фото 1,5мм .