vistek
-
Постов
463 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vistek
-
Ещё одна заготовка под бак. И каково же было моё изумление, после сварки и наполнения бака большого, водой. Мне же обещали лёгкую работу, которую и ду...осилит, тем боле шлака нет, всё видно, и те, капает, в двух или трёх местах. Ну ничего, думаю, счаззз, до заплавлю, до заварю, как бы не так, помню что тогда упарился эти мелкие протечки заделывать,

-
Самой первой железяки фото не нашёл, но кое чего откопал. Было это два года назад, с тех пор полуавтомат не трогал. Нынче снова достал его. Бак под воду, проволок er308 Seller 0.8мм, режим синергетики если мне не изменяет память, но с коррекцией напряжения, это точно помню, хотя могу и наврать немного, помню что боролся с режимами, т.е. сваривал нерж, а на аппарате ставил СО-2 и наоборот, сварка велась в СО-2 аргона ещё не было. Фото шва днища этого бака Этот же шов только проварен ещё изнутри, причём получались разные положение сварки, т.е. бак не крутился, но лежал на земле, крутился с горелкой в нём я, положения были от нижнего, через вертикаль, до потолка. Заплатка на ентом баке.
-
Слёзы, пот и маты, потом в дальний угол на время, потом снова слёзы, пот и маты. Далее разочарование аппарат не рабочий, дорога на форум, к помощникам, и счастливое использование или на авито, у нас на ДВ фарпост. Конкретно в моем случае, до авито пока не дошло, аппарат умеет сваривать, правильность, адекватность, применимость, всех задуманных производителем функций попробую ещё, по пытаю. То сайт, тормозит, то инет, плюс нет опыта в подаче подобного рода информации, вчера терпения не хватило, чтоб фото прикрепить и как то систематизировать информасью. Буду дальше пытаться, насколько терпения хватит. Под итог пока: начинающим, терпения, быстро только кошки родятся, читания, осмысления, применения, потом снова читания и так по кругу, до тех пор пока..
-
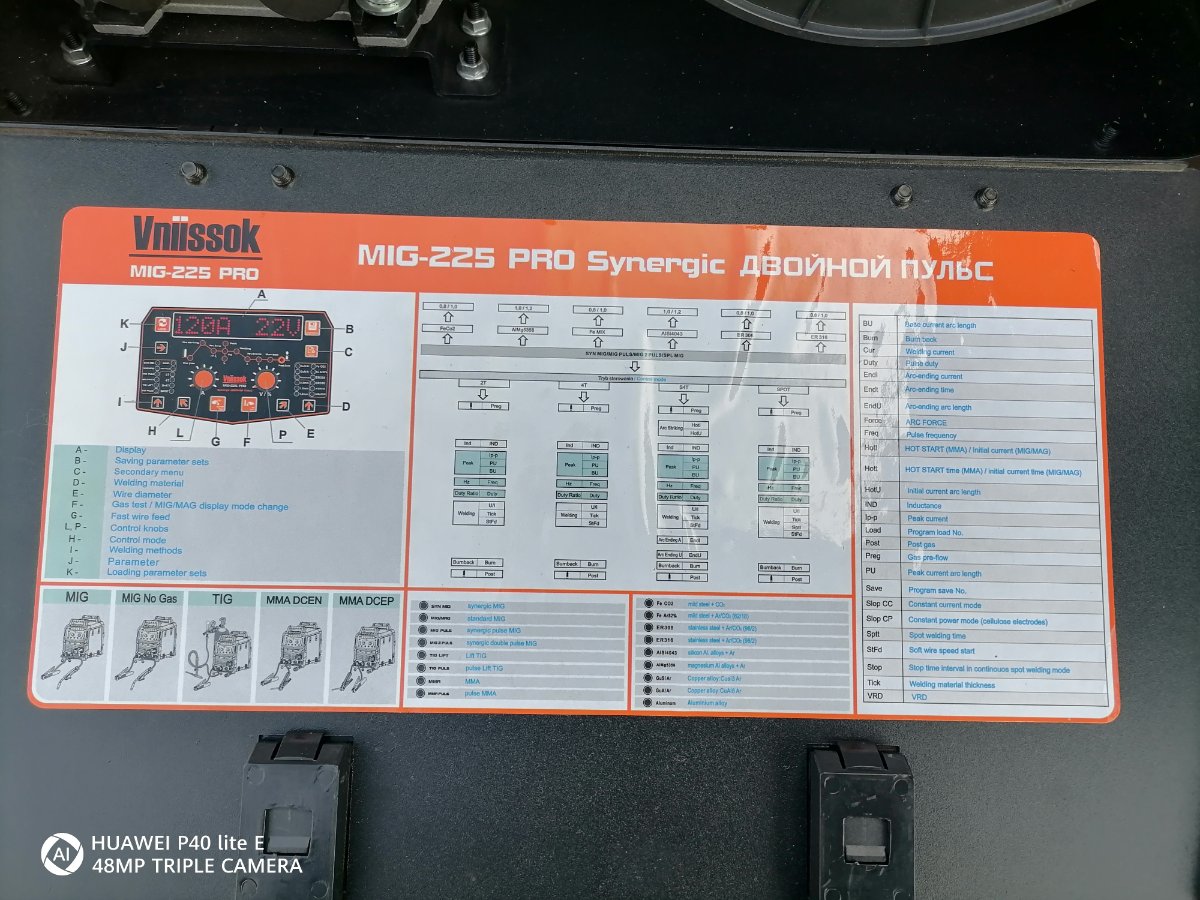
По настройкам. Режим migmag: в инструкции было указано что типа можно сваривать и без газа, но, но газовый клапан не отключается. Тоже что и в синмиг пред пост газы, индуктивность, в настройке тока нету возможности выбора толщины материала, регулируются только метры /мин(1-18) и вольты (12,5-37,5) Режим mig pulse: тоже что и синмиг только tick(толщина) диапазон настройки 0,5-8,6мм. Режим 2pulse (double pulse): тоже что и синмиг + добавляется: Ip-p(так понимаю пиковый ток)=5-50% (чего, от чего мысли разные об этом позже), тут же (нажатием кнопки правее правого энкодера) PU, BU(напряжение, длина дуги в пиковом токе, в базовом, длина дуги в начале дуги, длина дуги в конце дуги, в инструкции муть какая-то, если не перепутал, со временем может разберусь) PU,BU=-50+50% чего-то от чего-то. Эт проценты то ли от базового + увеличение, минус уменьшение, ещё где-то тут на форуме вычитал алгоритм работы пульса, если установлен допустим базовый ток 40А, пиковый ток 50% то, с заданной частотой и рабочим циклом ток будет от 20 до 60А (т.е. минус половина, потом плюс половина, какой алгоритм выбрали китайцы в этом аппарате, не известно, осцилографа нема, и не умею им). Далее Freq(частота) пульса: 0,5-5Hz Duty(рабочий цикл): 20-80%, здесь всёпонятно. ( имеем допустим 0,5 тогда, 1/0,5=2 период будет 2 секунды, рабочий цикл 50%, то имеем на выходе 1сек пиковый ток, 1 секунда базовый ток) Далее как и в синмиг по циклограмме. Режим тиг: меняется только ток Режим tig pulse: Ip-p(пиковый ток)= 15-170А, не зависимо от базового, основного. Freq(частота) пульса: 0,1-99Hz, (хорошо было бы если бы в миге сделали от 0,1) Duty(рабочий цикл): 5-95% В этих режимах можно выбрать способ сварки 2Т, 4Т, S4T В S4T добавляется : HotI = 28-200% (Ток в начале сварки если я правильно понял) HotU=-50+50% (напряжение, оно же длина дуги в начале сварки) EndI=28-200% (Ток в конце сварки если я правильно понял) EndU=-50+50% (напряжение, оно же длина дуги в конце сварки) Если я правильно понял выглядит так: нажал кнопку пошёл ток(28-200%) и напряжение (-50+50%), отпустил кнопку пошёл основной ток сварки, нажал кнопку пошёл ток заварки кратера, окончания сварки или как там его, отпустил кнопку дуга погасла. Продолжение следует.
-
По настройкам. Режим synmig(синергетика): Предгаз: 0-10сек. индуктивность: -50 +50% (чего от чего, что за попугаи не знаю, но в минус вроде как скорость нарастания тока меньше, вроде как, тонкое не прожигает, субъективно) Ток: с возможностью корректировки напряжения 32А (7,8-23,4В) - 225А(14-42В) (кто будя строго спрашивать, сразу показания дисплея, не проверял, приборов поверенных и опыта не имею) В лампочке, положении циклограммы ток, при нажатии кнопки правее правого энкодера(вращаются переключаются щёлканьем, а не от упора до упора), выбор толщина металла 0,6-7мм с шагом 0,1; скорость подачи проволоки до зажигания дуги 1-15м/мин, и сам ток, сам ток также настраивается левым энкодером. Отжиг проволоки: -50+50% чего-то Пост газ: 0,1-50сек.
-
Потом сфотаю циклограмму чтоб видно было нормально.
-
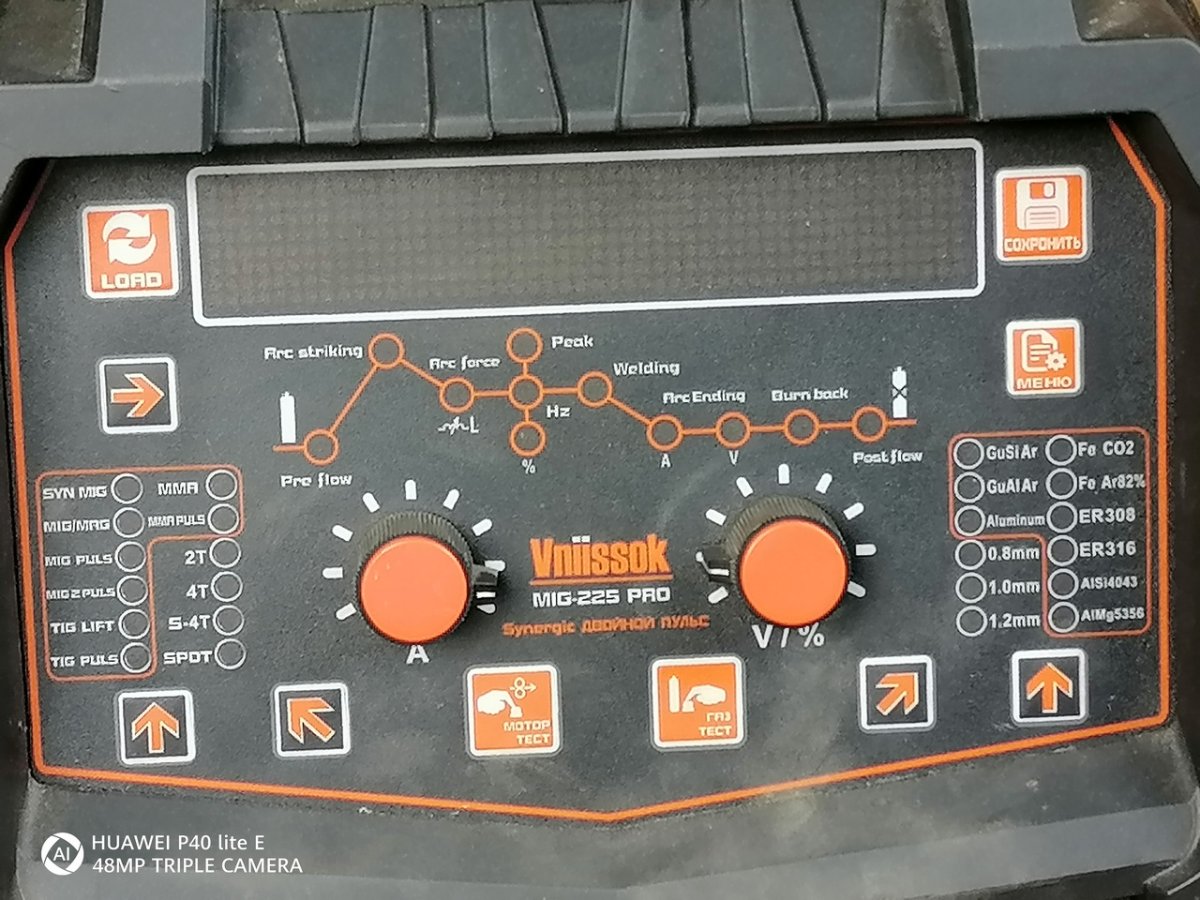
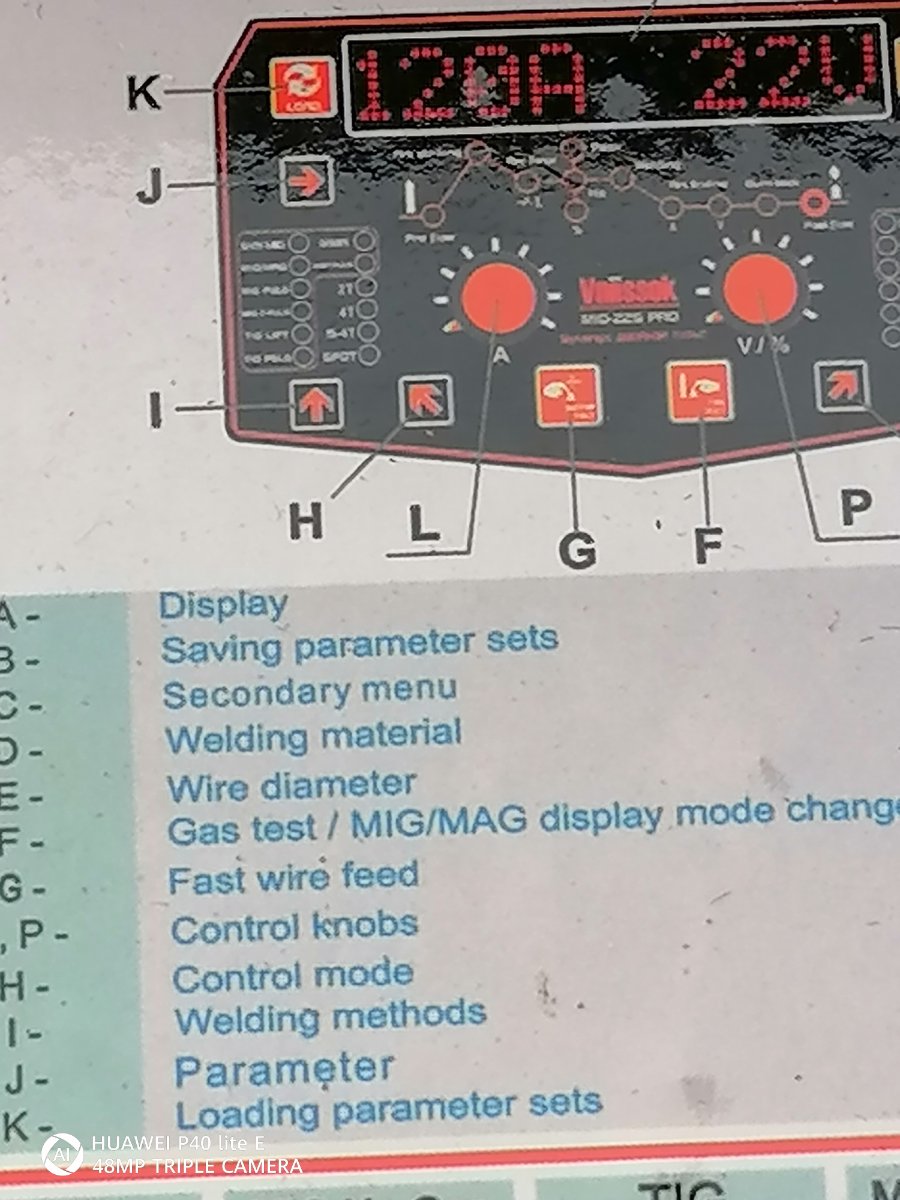
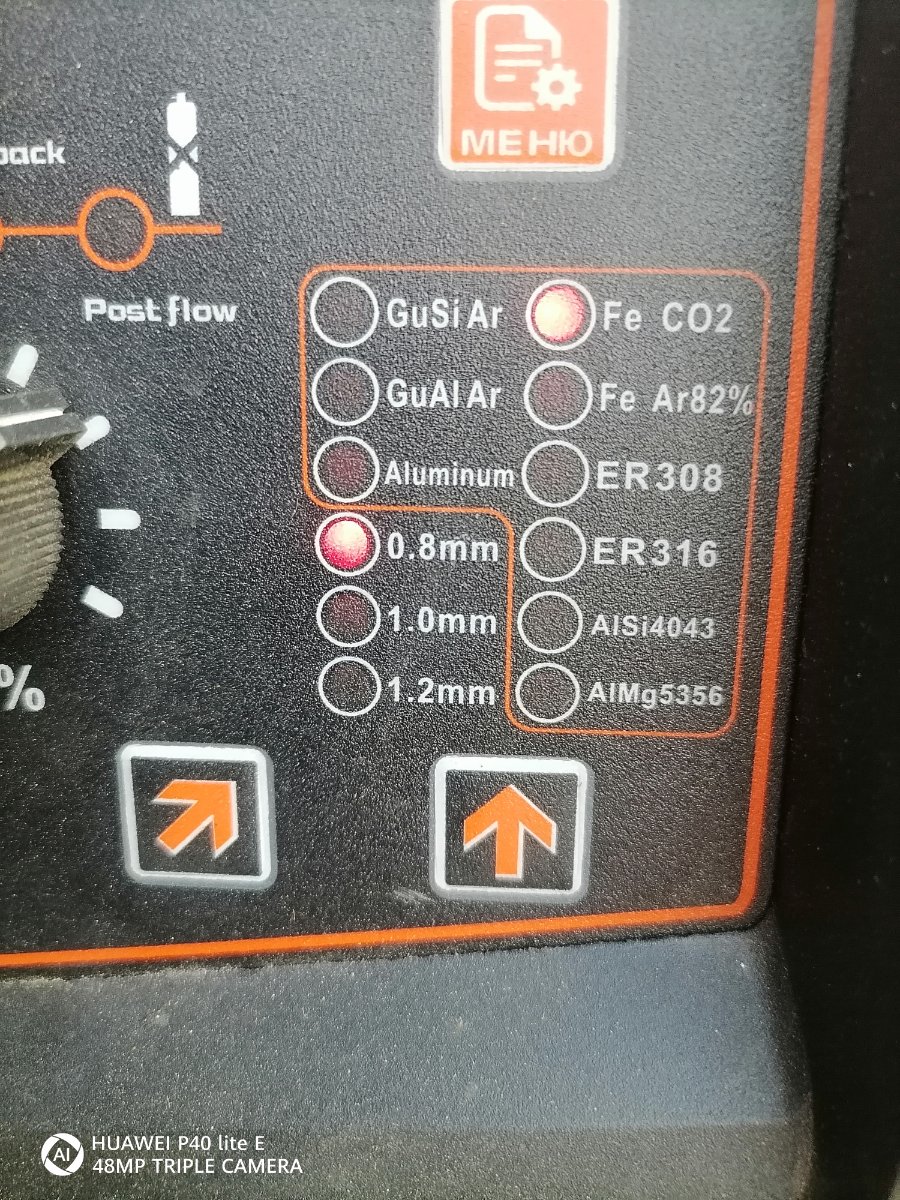
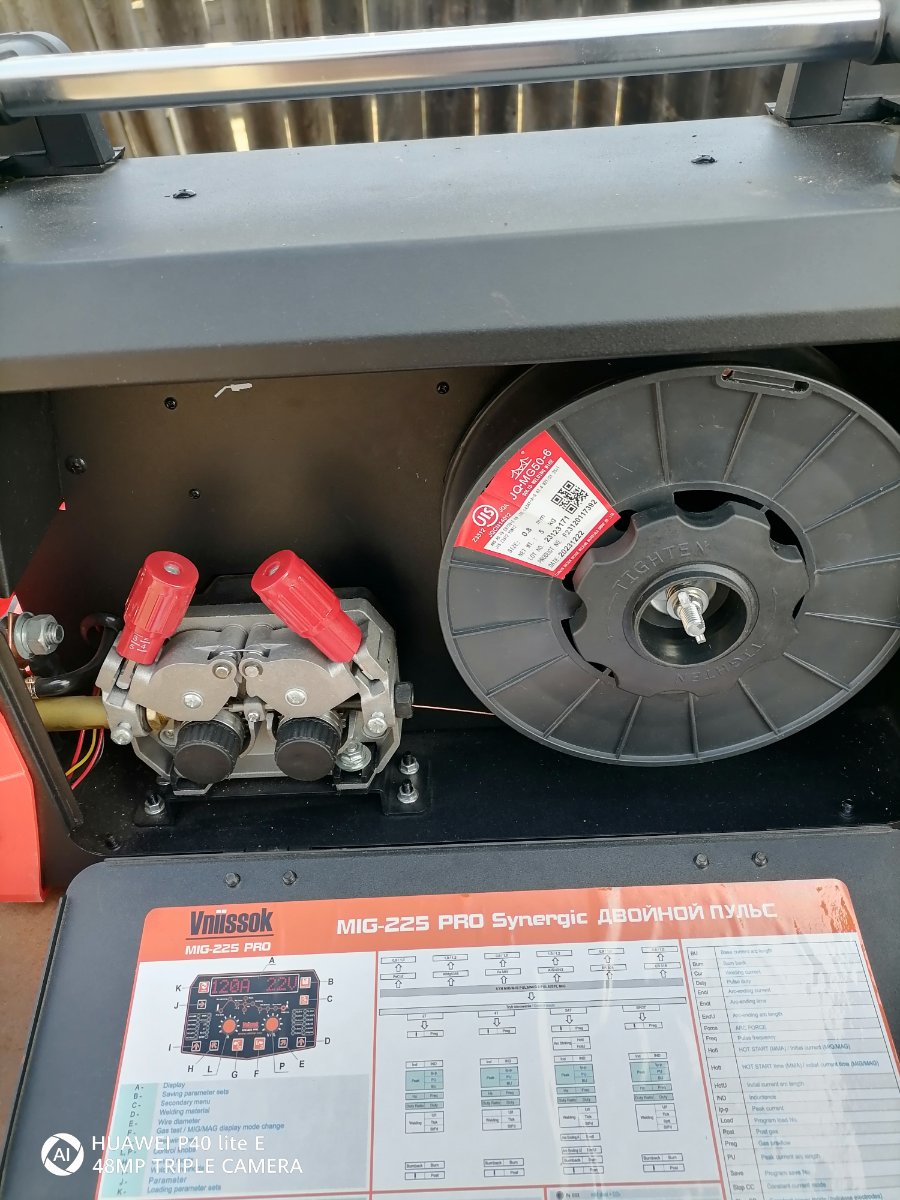
Буду по немногу продолжать, мож кому интересно будет, а может кому полезно будет, будет хорошо Итак погнали, это мой первый отзыв. Если что не так, возможно где с цифрами опечатался, не со зла, но критика принимается в любом случае, итак погнали. Аппарат изначально планировался для тонкостенной нержавеющей стали (тонкое от 0,5мм и ниже типа пивные банки, лезвия бритвы, фольга) Аппарат приехал транспортной компанией, в картонной упаковке с пупыркой внутри, при распаковке было обнаружено повреждение, скол на изоляции зажима держателя электрода, не критично. В комплекте: аппарат соответственно, горелка миг 15 или какая не написано 3м.с коричневым тефлоновым или пластмассовым каналом(зажигалкой не проверял), держатель электродов 500А с кабелем 1,5м, кабель массы 1,5м, ключик для смены наконечников миг горелки. Механизм подачи 4-х роликовый, с зацеплением верхних и нижних шестернями, полики U образные в комплекте 1 и 1,2мм, плюс один такой же запасной. Разъёмы байонетов DKJ35-50. Масса 17кг. Катушки можно ставить D-100 и D-200. Привёз домой распаковал, начал подключать, горелка не лезет ни в какую, при помощи ножа и напильника подцепил. Сварка, ура , ага счазззз, баллон и проволока, не помню сколько ещё прошло, по почте купил проволоку, баллон СО-2 и редуктор привёз с города(250км). Познаний как работать с углекислотой и что это такое ноль. Беру редуктор инструкцию от него, читаю рабочее давление, смотрю на манометр, красная линия 10мПа. Беру, пААспорт балллона, читаю, рабочее давление 15мПА, так (с). На работе, короче не важно, небольшой опыт с сосудами под давлением, т.е. баллоны с рабочим давлением 15мПА и закачиваются они именно 15мПа. Про физ.свойства СО-2 в голове ничего, посмотреть в инет не судьба, я ж знаю, млин. А мысль рабочее давление баллона, соответственно и газа в полтора раза превышает рабочее давление редуктора, думаю нафиг, такая галушка выстрелит, энергия будет похлеще чем пуля 12калибра. Поехал в город(250км), в магазине где брал редуктор, говорю не пойдёт, продавщица как так?, все берут, я упёрся давай другой, доплачу, не важно. Взял УР/АР-40 с рабочим давлением 15мПА. Потом спустя время, почитал, за углекислоту, что в жидком состоянии, дай бог памяти не наврать давление 5,8мПа, вон оно чтоооо, можна было редухтор не менять, ну да ладно, теперь не важно. Всё же добрался до сварки, наконец-то. Есть у меня друг, корефан, товарищ профессиональный сварщик, с его слов как-то давнооо, давно помню он говорил, что полуавтоматом легко, любой дурак сможет варить. Варить то может и сможет, щи, али борщи... Проволока заправлена, "тренировочные кошки" готовы, горелка в руки и ииии.... понеслось, уже становится чуть ли не излюбленной моей фразой, не тут то было, лехххко, ага, счаззз. Ничего не выходит, срачь, свист, капли, залипания, прилипания ну никак, от слова совсем, вот вообще. Ни на толстом ни на тонком. Проволока застреёт, прилипает к наконечнику, яркие вспышки со свистом, чёрти что, две крутилки куча лампочек, кнопочки. Вспомнил друга не добрым словом, да сваривать может и легко, ну может проще чем ММА, но настроить, понял что ничего не понимаю. Что делать полез, куда полез конечно в инет, одна из первых книг Заруба"Сварка тонколистовой ст али" 1950-х каких то лохматых годов, опять же ю-туперы. Спустя два, три часа в режиме синергетики что то стало отрисовываться. Фото потом приложу, какие остались, сейчас под рукой нету. Аппарат может, точнее позиционируется производителем как: сварка ММА, mig/mag, tig lift. Имеет режимы сварки:syn mig - синергетический режим, просто mig/mag, mig pulse, mig 2 pulse, tig? tig pulse, MMA, MMA pulse. Способы сварки 2Т, 4Т, S4T, Spot (в тиге работает только 2Т вроде, проверю, если не забуду). Имеется возможность выбора материала сварки: CuSi, CuAl, Aluminium, Fe CO-2, Fe Ar82, Er308, Er316, AlSi4043, AlMg5356. Выбор толщины проволоки 0,8 1 и 1,2мм. В разных вариациях, например при выбор е железо в СО-2 проволока только 08 и 1мм, на алюминии только 1 и 1,2мм, в синергетике при этом разные мин. токи.
-
А почему, чудесный и волшебный? Ничего особенного нет. Я его особо не обозначивал, сказал, что просто самогонный аппарат. Если подколка, то мимо, летом будет 6 лет работы, я и многие другие довольны, весьма.
-
Ещё один Китаец Vniissok mig 225pro. Не нашёл про него темы, описаний, отзывов. Если пропустил, пусть удалят, сей порыв. Как я стал владельцем полуавтомата. Всё очень просто и одновременно сложно. Решил однажды я, посвятить часть своей жизни вино-, виско-, самогонокурению. Покупать аппарат что-то желания не было, пойдёт, не пойдёт, денех жалко, дорого. А тут, наткнулся во дворе, на куски нерж.стали (старый бачок от большой стиральной машины). Долго ли, коротко ли, скоро сказка сказывается, да не скоро дело делается. В течение года, давно это было, лет 6 назад. За почти год, выписал по почте я нерж. электроды ОК-61.30 1,6мм(три пачки по 0,6кг), да сваял себе самогонный аппарат. Время шло, год, за годом. приспичило мне ещё, кое что для своего хобби сварить, сделать. А тут на работе, у коллеги полуавтомат, ещё с девяностых, трансформаторный, без газа сваривал, самозащитной проволокой, ну другие мужики хором, типа ништяк тема, тонкотьё варить на ура, да лехххххко. Думал, около года, брать, не брать, решился, ещё пол года или больше выбирал. Выбирал как-то, вобчем как-то выбирал, на форумах тогда не регистрировался и не читал их. Не обошлось и без ю-туперов, интернет деятели знают своё дело. Что нужно? Да чтоб всё, именно всё и сразу. И нерж. и алюминий, а алюминий чтобы, то надо пульс. А есть ещё оказывается двойной пульс. Ну я же электродом сталь 1,5мм герметично могу(некоторые знакомые в удивлении) , ну с полуавтомтом, я вообще бох(буду, гордыня (с), однако, ничего скоро на место поставят) . Поиск по магазинам, авторитетов не было ни в голове, ни в знакомстве, понятий и знаний ноль, дорогой был Сварог за 50т.р и недорогие от 10т.р., этот казался средний взял за 32т.р. в 2024году, на Озоне. Ну как жеж, там же кнопочек, лампочек, надпись свята, дабллл пууульс. Да Али подогрел задор, там смотрю всякие 3, 5 в одном, ну отлично, удачно думаю, всё продумал,.... Приехал аппарат домой. Это было в 2024году. Уже много позже узнал что он шибко похож на викинга. Сейчас уже у нас поздно, потом продолжу если не удалите.
-
А, ну тогда понятно, такого нету, в смысле не предсказуемо и не управляемо. Пускай живёт пока, хорошо жить не начнём, потом всё равно поменяю. Спасибо. С уважением.
-
Шлака у j-422 действительно много, но фото это просто свет так падает. Там использовались в том числе и ОК46 Ленинградские.
-
Так, принцип как искать вроде понятен. Аппарат в зубы, помощника с щупами в розетку. И, залипать ляктроды. Так а по итогу, вопрос, аппарат сам по себе, при исправной сети может так козявить или нет. У одного знакомого видел, что аппарат на крутилку не реагирует, шпарит в одном токе, хотя внешне всё цело. P. S. Была тайная надежда, что аппарат усё, стаскался, менять пора. А если он исправен, то....
-
Совершенно (с), точно, ими самыми клещами. Продавец так назвал токовые клещи. И да, напряжение измерялось при помощи щупов, этого прибора. . Думаю мне простительна себя неточночность, все всё поняли. С уважением.
-
Подскажите пожалуйста, кто знает. Может ли аппарат сам себе менять ток или напряжение, или ещё что. Потому как, уже не первый раз обращаю внимание, что при одних и тех же показателях крутилки тока, сварка идёт по разному, то серет, то жарит. Замер клещами показывает напряжение 210-237В. Сейчас конкретно было 235в, на других фазах 211 и 227 вольтов. Сеть, в смысле розетки те же. Аппарату лет около 10.
-
Где шов профиля, вертикакаль, да чаще тычки делал, получше получилось. Электрод j-422 2,5мм. В маске действительно плохо вижу направление, особливо если свет не так падает или слабый. P. S. а вообще то, читал, не раз, что на тиге например, кнопкой цмыкают, почитай тот-же отрыв или ручной пульс. Отчего же на ММА надо шпарить без отрыва. j-422 пока разглядишь ванну, чуть зевнул, опа прожог, и размером не хилый. Ну не получаца на рутиловых или как их там, без отрыва. По зачистке всегда у мене плохо, точно не исправим.
-
зачистка была примерно такая же, не намного хужее, чистил кругом 230. Этот раз 125.
-
Были, пробовал, кончились.
-
Кто сказал что заборы делать легко и просто? Не ну если на отшибись, то наверное не особо. Нижнее положение ещё ничего, а вот вертикальное, пока так и остаётся классом вертикакаль. . Электроды были j-422 2,5 и ОК46 2мм. Профиль 20х40х1.5, столб труба 150 стенка 5. j-422 на малом токе нет ванны, срачь, пока хорошо не нагреется, больше току, коварные, глазом моргнуть не успеваешь, прожег. ОК46 заметно лучше. Да ещё после пробы другого аппарата, на ресанту коляска давить начал, ей, ей, разведусь с ней или с ним. Хорошо когда есть на кого или что переть, а не свои руки
-
Опоздал, уже всё, другой сосед, сварил ММА.
-
Спасибо, почему-то думалось что тигом лучше не суваться, склонялся к мысли полуавтоматом св08г2с либо ММА уони 13/55, плюс ещё думал накладку снизу сделать. Разделка V образная, 50град, т. е. фаски градусов по 25 примерно, почти на сквозь, оставить притуплением 1мм, проволока 1мм для полуавтомата, скрутить 2-3 шт. Подогреть до 100-120град (на токовых клещах есть термопара ). Интересно а сайлент блок сядет потом или нужен будет токарь, фрезеровщик или ещё как? Спрошу что хозяин надумал.
-
Всем здравствуйте. На жигулях сваривал реактивные тяги, но там с зади, после сварки ездил, рвало кузовщину. Это Уаз патриот, передняя тяга, варится такое? Страшно как то. Хоть на время, по тихоньку, по месту ездить, пока новая приедет.
-
Не, русский я, русский. Хотя по расстоянию, япония ко мне ближе чем вы.
-
Спасибо на добром слове. Я не против критики, в самом начале пути, одним из мастеров было сказано, да будет вам иной раз порицание, иной раз молчание, а могут и жёстко оттянуть. Похвала приятнее когда есть за что, появляется удовлетворение от работы. Уже не первый раз указано мне было, на плохую подготовку, всё вечно куда то спешишь. В этот раз когда в работу лестницу и кастрюлю брал, сам себе в голове сказал, не ответственных деталей не бывает, но воз и ныне там. Буду конечно усилие над собой делать, но имею подозрения, что не исправим, за жизненный опыт заметил, люди не особо меняются, если обучаем то как правило сразу, видать не способен. Бывает видишь человек вроде освоил работу, но всё как то поверхностно, указываешь на одни и тежее моменты, головой кивает, ага, и по своему. Против природы не попрёшь.
-
Не исключаю, что имеют место быть чёрные пустоты, видел такое, при зачистке и разделке трещины на диске(вареного до меня дважды), когда заваривал себе диск на авто.
-
На ресанте вроде 70В ХХ указан, не мерил. Но 30А поджечь, даже 2,5мм не реально. Цвыканье и каканье будет, если тока случайно. Но работает и в +40 и -20.