SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
 Что для РДС хорошо, для ПА неприемлемо по определению.(форма выходной характеристики инвертора) Увы. Писано про это много раз, повторятся не буду.
Что для РДС хорошо, для ПА неприемлемо по определению.(форма выходной характеристики инвертора) Увы. Писано про это много раз, повторятся не буду. -
Не волнуйтесь, плохая сеть и есть зарядный резистор, ничего с ним не станет. Лишь бы мостик на входе не вынесло броском тока, да и то, в таких условиях - маловероятно.
-
Понюхайте, углекислоту ни с чем не спутаешь. Она приятно в нос шибает, как от газировки в детстве. И если баллон заметно тяжелее кислородного - однозначно углекислота.
-
Пульсации выпрямленного напряжения они сглаживают, чем больше ёмкость, тем меньше пульсации. Меньше провалы в сварочном токе, особенно на максимальном токе и подсаженной сети. И сами конденсаторы при большом уровне пульсаций греются и сохнут. Экономией на конденсаторах все производители грешат, впритык, по минимуму ставят. Я лично в свои инвертора везде добавил, во избежании проблем. Где в 2 раза увеличил, где в три. 6720 и 9900.
-
Это время выключения, не в нём проблема. Вопрос в том, какое сопротивление цепи VRD воспринимает как замыкание и выдаёт команду на запуск инвертора. Если слишком маленькое - будет картина, которую сварщик_ описывает. Пока до конкретного КЗ не достучишь - не заработает. Там ещё с электродами вопрос, может электроды такие попались. а он пока не ответил.
-
Да это понятно, только нормально работающее VRD таких проблем не создаёт. Вот и удивляюсь я, фирма то серьёзная. Похоже, проблема в данном аппарате. Или я заблуждаюсь?
-
А у Вас что, с EWM тоже такие проблемы? Для чего надо VRD отключать?
-
Судя по отсутствию ответов никто на EWM не издевался. Поэтому попробую прояснить ситуацию. EWM - аппарат с мозгами, вряд ли удастся его обмануть и отключить VRD. Полагаю, и смысла в этом нет. Током драть начнёт при смене электрода и при случайном прикосновении. А оно Вам надо? Если те электроды, которые не загораются нормально на вашем аппарате, на других загораются нормально, скорее всего это дефект конкретного аппарата, его в сервис надо отправлять. EWM я даже не видел, но вряд ли такая проблема в конструкцию заложена, уж больно производитель серьёзный. Я сравнивал 2 аппарата, оба с VRD. Asea Welding 250 и Сварог 203Z. На Свароге VRD несколько затрудняет розжиг дуги, но есть отключение VRD. Asea поджигает дугу так же, как Сварог с отключенным VRD. То есть, наличие хорошо сделанного VRD на розжиге дуги никак не сказывается. А EWM - производитель посерьёзнее, чем Asea. Интересно, что по этому поводу tehsvar скажет? Он то всякую технику повидал.
-
Это вопрос из разряда " нарочно не придумаешь". Такой перл только сам родится может..
-
95Х18, термообработанная HRC 55 -60. И ей подобные. Можно отшлифовать на плоскошлифовальном, затем отполировать. Будет реально зеркало. Из аустенитных, Х18Н10 полируется гораздо лучше, чем Х18Н10Т. Титан многие характеристики улучшает, а полируемость ухудшает.
-
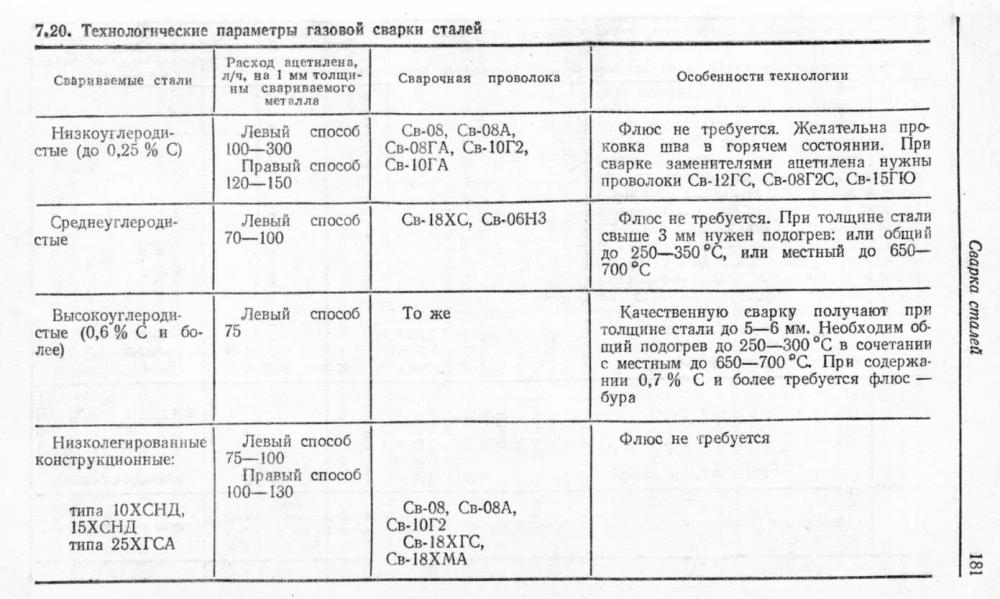
Вот, чем богаты... Проволока 3 мм, зазор между кромками 2мм. Угол сварщик выбирает, в зависимости от условий сварки. Наконечник № 3 или №4. Скорее 4, чтобы подогрев обеспечить .Угол градусов 70. Схему горелки в нете найдёте. Про то, что в библиотеку некогда, слышал много раз. А работать как собираетесь, с пустой головой? Варить СТ30 газосваркой -это маразм. Для этого РДС и ПА давно придумали. Газосваркой сейчас варят только мелкие трубы и гнилые глушители.

-
Клещи нужны хорошие, измеряющие среднеквадратичное значение тока. Покупать, чтобы разок - другой ток померить, смысла нет. Что он 40 ампер кушает на максимальном токе, а при пониженном напряжении, и того больше, я знаю. И почему корейцы делают именно такие инвертора, в отличии от европейцев, тоже догадываюсь, они на наш рынок конкретно сориентированы. Но это не значит, что инвертор не выдаёт заявленный ток. Это не Ресанта и ей подобные.Конечно, при случае измеряю ток на выходе, самому интересно. Но вы же сварщик, и знаете, что о величине тока можно судить по характеру гореня электрода. Не очень точно, но прикинуть можно. Если с четвёрки в нижнем положении брызги во все стороны летят, это сколько в амперах будет? Приблизительно? Это при 150 вольтах на входе. А исходя из схемотехники и элементной базы аппарата я не вижу никаких принципиальных предпосылок к тому, чтобы он заявленный ток не выдавал. Извините конечно, вынужден пояснить, я до перестройки инженером - конструктором ( электронщиком) 10 лет работал, поэтому, когда говорю - думаю. И нет такого понятия - азиаты. Есть бренды на нашем рынке, под которыми продаётся продукция конкретных производителей. Asea Welding - это достаточно серьёзный производитель, который на нашем рынке под своим же брендом представлен. И говорить надо о конкретном производителе, а не об азиатах вообще. Часть именитых европейцев в Китае собирают. И это не плохо. А конкретно этот инвертор - в Корее. Да вы абсолютно правы, никаких помидоров не будет. Но кто в быту металл десятку варит, да ещё с высоким ПВ? А такое требование было озвучено. Я под него и советую. Модель с приличными параметрами за небольшие деньги. А если есть 3 фазы и деньги -так нет проблем. Тогда и EWM или Merkle можно взять.
-
Искать варианты. Или аппарат с нужными параметрами однофазный, или линию тянуть, счётчик ставить и оформлять . Там , где одна фаза есть, и три есть, может не совсем рядом, но есть . Сети то трёхфазные. А когда сварочного тока не хватает под какую то работу, значит не заработаешь.
-
Разжёвывать не стоит, потому, что бесполезно, всё равно толку не будет, пока сам рыть не начнёт. А подсказать можно, для начала. Что, от этого с кого нибудь из нас убудет? Лично я так думаю...
-
Ему не мечтать, ему работать и зарабатывать надо. И лучше видеть реальную ситуацию сразу, чем купить и разочароваться. 250 ампер - минимум. Очень желательно наличие синусоиды на выходе. Не все алюминиево-кремниевые сплавы хорошо себя ведут при прямоугольной форме выходного тока. Из за концентрированной дуги возникает локальный перегрев и поры. Проще говоря, не все головки ДВС сможете без синусоиды варить. Ну, и другие детали тоже. По поводу дисков - их в принципе варить нельзя. Варят, конечно, но тут с умом надо. Бортик повреждённый наплавить можно, максимум - трещину заварить. Спицы варить нельзя. Если на скорости за сотню лопнет, что будет, представляете? А крайним кто будет? Было такое. Слава богу, все живы. Но с большими претензиями к сварщику пришли. По поводу аппарата - тут кто- то про Спику рассказывал, есть её аналоги. Но это всего 200 ампер. У Миротворца есть хороший китаец, производятся несколько аналогичных моделей от 250 до 500 ампер, с ним пообщайтесь. А этот Сварог, в вашем случае - деньги на ветер. http://www.jltwelding.com/product_view.asp?ClassID=1&ProductID=2 http://www.jltwelding.com/Rus/product_view.asp?ClassID=1&ProductID=1
-
Чтобы теорию читать, надо хотя бы школьную базу иметь. А её нет, ну не учат сейчас физику, да и преподавать уже не кому. В нашей местности так, полагаю, в других не намного лучше, если не хуже. Так что, придётся объяснять. Или посылать - это кому что больше нравится. А в общем с Вами согласен, учиться надо, развиваться, а не готового совета ждать.
-
Про отрезать не подумал, а веди иногда надо бывает. Согласен, только Asea 250 имеет ПН =60% при температуре воздуха 40 С , при 25 С соответственно 100% . При сорока градусах , у меня лично ПВ =0. Так что, вряд ли его удастся в защиту загнать. Это реально, радиатор у него огромный, и силовая на стоамперных модулях.
-
Роман, а почему именно TIG AC/DC? На мой взгляд, " для "творчества" просто гаражный инструмент для ремонта своей техники. каких то мелких работ " лучше полуавтомат подойдёт. А если уж по серьёзному алюминиевые сплавы варить, тут другой аппарат, и за другие деньги нужен. И много чего ещё нужно. Подумайте.
-
http://korsell.ru/index.php?page=shop.product_details&flypage=flypage.tpl&product_id=27&category_id=9&option=com_virtuemart&Itemid=2 - Не факт, вот 300 А , высокий ПВ, одна фаза. Я, конечно, в РДС не силён, судить сложновато, но 300 ампер - для чего? Такие толщины, насколько я понимаю, в несколько проходов варятся? AMBIVERT42 В идеале-нужно два аппарата: мощный и выносливый стационар и лёгкий, мобильный - С этим не поспоришь, но если попытаться совместить, тогда Asea 250. С ним ещё не очень тяжело перемещаться и запаса по току, на мой взгляд, вполне достаточно. НХХ высокое, электроды любые кушает. Ограничение НХХ есть, работает очень хорошо, розжигу не мешает.
-
Это Вам свезло, что он у Вас первый. Если бы трансформаторным поработали, почувствовали бы разницу. Надо в пику Костантину Караеву фан-клуб Джасика создать
-
http://websvarka.ru/talk/index.php?showtopic=1448&page=10 А по поводу Asea не помню, это больше года назад было. Там и фотки потрохов были. У меня 250, знакомый недавно 200 купил, доволен очень. Как раз под такую же работу. Вот, нашёл. http://websvarka.ru/talk/index.php?showtopic=2665 Это аппараты из бюджетного ценового диапазона. Если есть деньги, можно что и посерьёзней взять. Только не все подороже хорошо себя при низкой сети ведут, на это обращайте внимание.
-
Asea Welding Digital 200 или 250 профессиональный аппарат, высокий ПВ Сварог Z 203 - бюджетный вариант, хороший китаец, обратите внимание. Подробно я о них уже писал, можете найти на форуме.
-
Во первых, не всё, что не ржавеет, нормально варится. Неплохо перед сваркой марку материала выяснить. И присадку соответствующую выбрать. Во вторых, материалы типа Х18Н10 варятся без проблем всеми видами сварки. Третье, оно же главное - варит сварщик, а не полуавтомат. А по сути, tehsvar Вам всё абсолютно верно объяснил.
-
Спасибо администрации форума за первоапрельское поздравление! Поржал, настроение улучшилось.
-
Зачем мелочится? Надо такой принтер приобрести, чтобы он печатал стодолларовые купюры, неотличимые от оригинала. И сваркой можно не заниматься. И маски не делать....