SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
@Георгий 11, мне не понятно, для чего труба из доски торчит. Я трубу резал так, чтобы она притоплена была. В идеале торец трубы по нижней поверхности листа. И образовавшийся угол заполнял. Без бешеных токов и струйного переноса. И то секции корёжило немного, я так и не смог подобрать правильную схему обварки, чтобы геометрия не уходила. Хотя и варил секции в кондукторе.
-
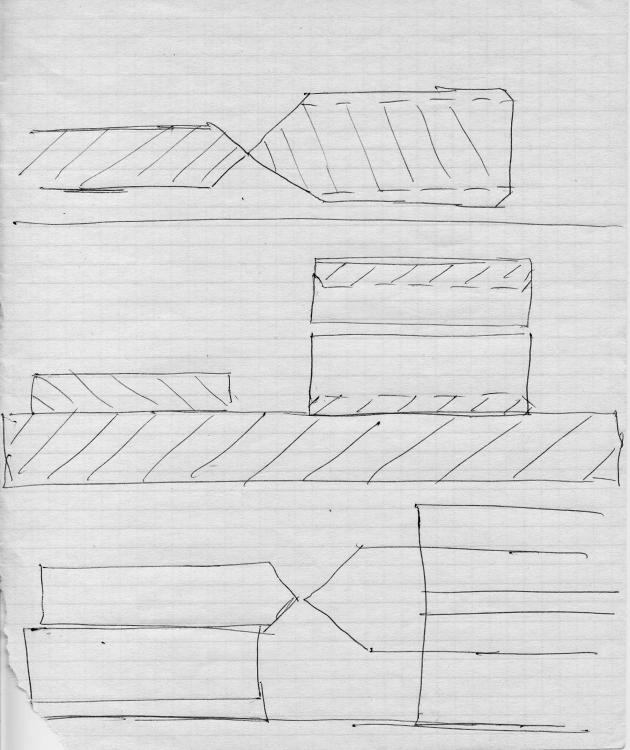
 @Raz3r, разделка выполняется вот так. Кондуктор делается элементарно - заказываете у токоря длинную гайку из шестигранника, режете её вдоль по ребру. Одну часть варите к толстой пластине, куску швеллера и т.п. Туда же кусок пластины нужной толщины, чтобы по высоте центр пластины совпал с центром шпильки. И 2 - 3 боковых упора из чего угодно, что бы пластина становилась в нужное положение относительно шпильки. Пластину и шпильку через вторую половину гайки прижимаете хозяйскими струбцинами или прижимы сделайте, это как Вам удобнее. Зажали, проварили одну сторону, остыло чуток, перевернули, зажали, обварили другую сторону. При наличии гайки и обрезков металла с помощью ПА и УШМ это делается за час. Под эту проволоку подача 5 - 7 м/минуту, напряжение в аргоне вольт 15. Точнее Вам никто не скажет, эти параметры подбираются не только под изделие и проволоку, но и под сварщика. Насчёт смеси, я думаю, в данном случае и углекислота сгодится.
@Raz3r, разделка выполняется вот так. Кондуктор делается элементарно - заказываете у токоря длинную гайку из шестигранника, режете её вдоль по ребру. Одну часть варите к толстой пластине, куску швеллера и т.п. Туда же кусок пластины нужной толщины, чтобы по высоте центр пластины совпал с центром шпильки. И 2 - 3 боковых упора из чего угодно, что бы пластина становилась в нужное положение относительно шпильки. Пластину и шпильку через вторую половину гайки прижимаете хозяйскими струбцинами или прижимы сделайте, это как Вам удобнее. Зажали, проварили одну сторону, остыло чуток, перевернули, зажали, обварили другую сторону. При наличии гайки и обрезков металла с помощью ПА и УШМ это делается за час. Под эту проволоку подача 5 - 7 м/минуту, напряжение в аргоне вольт 15. Точнее Вам никто не скажет, эти параметры подбираются не только под изделие и проволоку, но и под сварщика. Насчёт смеси, я думаю, в данном случае и углекислота сгодится.
-
@Raz3r, длинную гайку из толстого шестигранника вдоль разрежьте, одну часть приварите к основанию, вторую сверху струбциной прижимайте. из этих соображений.
-
@nadar, я когда то печки для саун варил электродами ЭА 395, это Х16Н25М6А, если не ошибаюсь. Думаю, в данном случае можно особо не заморачиваться, или той же 321 сварить или , как @Георгий 11 сказал, 347Si - наша 08Х18Н10Г2Б. Принципиальной разницы нет, ничего с ней не будет.
-
Это не проблема, делается простенький кондуктор. Другого варианта получить полный провар и соответственно полноценный шов просто нет. Тем более полуавтоматом на нерже. Глубина провара до миллиметра будет. http://websvarka.ru/talk/topic/9638-imitiruem-sgib-listovogo-metalla/?p=290554шестёрка с восьмёркой в два прохода. и тройка с тройкой. Шов внутрь практически не вылез, так это в углекислоте. В аргоне провар ещё меньше.
-
@Raz3r, я бы по другому сделал - паз под кругляк фрезеровал в пластине и фаски снял с двух сторон практически на половину толщины пластины, тогда можно получить полный провар. Если особых нагрузок нет, можно имеющийся вариант по кругу обварить. В чистом аргоне, да ещё без импульса, Вы не получите мелкокапельного переноса металла, капли будут крупными, шов корявый. Глубина провара будет маленькая, варить надо в несколько проходов. Как деталь работает, нагрузки какие?
-
@Raz3r, Вы бы хоть фото, чертёж или эскиз выложили. Сварить можно, только в чистом аргоне не советую. В смеси надо варить, если изделие в агрессивной среде не работает, можно и в чистой углекислоте. Что Вы имеете в виду? Полный провар или чтоб не отвалилось?
-
@nadar, если выше 700 С, то пожалуй нужна присадка с повышенным содержанием никеля. Вы уточните, что за изделие и какие условия кроме высокой температуры? Скорее всего, выхлопная система ДВС или печь для сауны. На более серьёзные изделия технология прописана бывает.
-
Бывает клюква в сахаре. Бывает зефир в шоколаде. А у меня, за что ни возьмусь, или сосна в нержавейке получается, или нержавейка в сосне. Без нержи ничего не получается . Карма... Дверь на кухню, только она вверх ногами стоит, и пока без лака. Ролики - это верх, подвесная дверь. Завтра лакировать буду.
- 2 003 ответа
-
- 12
-

-
@Heavy_Metall, Да
-
Чтобы делать подобные выводы, надо внутрь аппарата заглянуть, очень желательно схему глянуть. Лично я не вижу никаких принципиальных ограничений для длительной работы инвертора на максимальном токе. Кроме жадности производителя, разумеется. Но я не думаю что в аппарате за 120 тысяч, с ККМ, сэкономили на паре конденсаторов или силовые транзисторы впритык по току поставили. Других проблемных мест в силовой нет, а мозги могут сдохнуть в любой момент, сами по себе. Вне зависимости от того, на каком токе и сколько аппарат работал.
-
@Heavy_Metall, на первой фртке не очень хорошо видно, куда подключен силовой провод горелки. Такое впечатление, что он болтом к корпусу прикручен. @tehsvar, я глянул, думал - показалось.
-
Не факт. Нормально сделанный инвертор не боится продолжительной работы на максимальном токе. И нигде не написано, что они рассчитаны на кратковременную работу. ПВ 60% - это практически непрерывная работа. Человек быстрее устанет. На крайний случай, защита от перегрева есть. Если, конечно, производитель не сэкономил на чём только можно и на чём нельзя. Например, на конденсаторах на входе силовой. Есть такая тенденция. И @Hlorofos правильно говорит, ПА на 220 и 250 ампер очень удобная штука на выезде. Позволяет делать практически всё и везде. 3 фазы не всегда есть.
-
Алексей - не производитель. Увы . И любые изменения ему приходится продавливать своими волевыми усилиями. Поскольку количество закупаемых аппаратов не велико, это для производителя не основной рынок. Иногда к его предложениям прислушиваются, иногда нет. Он список замечаний по Гроверсу 315 AC/DC китайцам передал, и на этом всё заглохло, Я как то у него спросил насчёт этого, он говорит, даже на письма не отвечают. А всё, что больше 200 ампер на 220 вольт - это специфическая потребность российского рынка. Вряд ли они будут специально под это модель делать, спрос слишком маленький. Хотя, с технической точки зрения в этом никаких проблем нет.
-
@tehsvar, человеку, желающему верить в чудеса помочь нельзя ничем . Даже технически грамотными разъяснениями. Тут впору батюшку звать, вера - это по его части.
-
Во первых, для ПА 100 герц - это уже высокочастотный импульс. Это не TIG - нет задачи сжимать дугу. Есть задача срывать каплю. Для этого и ста герц достаточно. Что касается амплитуды импульса - для того, чтобы импульс влиял на характер переноса металла,надо чтобы его амплитуда в разы превышала базовый ток, иначе от него толку не будет. 600 ампер у двухсот амперного аппарата - это как раз в три раза и будет. Ну, это уже брендовые "вкусняшки" Денег они стоят немеряных .
-
@Hlorofos, по звуку очень хорошо слышно низкочастотный импульс, а эффективность высокочастотного по звуку оценить сложно. Слышно, что он есть, но насколько хорош?
-
@selco, меня интересует параметры импульса конкретно этого полуавтомата. Дело в том, что импульс эффективен , когда его амплитуда не меньше 250% от базового. Длительность где то в районе миллисекунды, если мне память не изменяет. Меньше 200% от базового практически никак не ощущается. Мы как то Тритон мучили, параметры импульса контролировали. А низкочастотный импульс на перенос металла никак не влияет, только на формирование шва.
-
@tehsvar, а по параметрам импульса информация есть? Амплитуда, по отношению к базовому току, длительность, частота?
-
Примитивное ЗУ, без стабилизации зарядного тока, по сути, обычный тиристорный ШИМ регулятор. Тем не менее, такой вариант имеет право на жизнь. Мне тоже как то нечто подобное приносили, только ещё страшнее. На мой взгляд, вариант один - выбросить всё, кроме силового трансформатора и собрать по новой. Я так и сделал. Даже плату делать не стал, слепил навесом на куске старой макетки. Для неубиваемости после трансформатора поставил обычный шитовой автомат на 6 ампер, отрегулировав его на 8, поскольку трансформатор там на 8 ампер. И катушку токовую перемотал, увеличил число витков, намотал, сколько влезло. Очень хорошо спасает при КЗ на выходе. В нете где то схему нашёл, позволяющую тиристоры на общий радиатор посадить, лень было его пополам резать. . До сих пор не убили, Если надо, могу схему поискать. Если тиристоры на разных радиаторах сидят и катоды можно вместе соединить, ещё проще будет.
-
конечно важно. Но рейтинг форума у рекламодателей зависит от посещаемости, а посещаемость снижается. Я об этой стороне вопроса. Лично мне здесь комфортно общаться, и народ здесь подобрался хороший, и дела мы здесь хорошие сделали, реально сделали, не виртуально. Только это рекламодателям и спонсорам конкурсов не интересно. Им посещаемость нужна . Тут уж не до конкурсов, не закрыли бы, и то ладно.
-
Гипотетически - можно. Реально - маловероятно. Мы живём в разных местах и у нас отсутствует первичная информация друг о друге. Нужно место, или в реале или в интернете, где мы могли бы познакомится. Попросту говоря - форум . А его некто создаёт с желанием получить прибыль. Не из особо корыстных побуждений - просто работа у человека такая. Занимается человек различными интернет проектами и в качестве мелкой шабашки создаёт и поддерживает различные форумы. И очень хорошо, что создаёт, иначе, где бы мы общались? Кстати говоря, наш администратор за прибылью не гонялся, очень по человечески, хорошо, показал себя в общем деле. За что ему огромное спасибо! А у участников никаких мыслей о прибыли нет, да и быть не может, откуда ей взяться? И это тоже. Есть люди, которым просто жизненно необходимо кого нибудь чморить, по делу ли, без дела ли, не важно. Они на этой волне ощущают себя кем то из немногих и получают необходимый гормональный отклик, кайфуют, попросту говоря от этого. Таких не только на форуме, по жизни полно. Я думаю, форум чахнет не только из за этого. Очень большая конкуренция в смысле подачи информации со стороны ютуба. Из за этого количество новичков, заглядывающих на форум сократилось. На ютубе проще и быстрее найти ответ на интересующий тебя вопрос. Я тут мебелью для дома занялся, а поскольку в этом деле дилетант, периодически возникают вопросы. Попытался было по форумам лазить, дохлый номер. На ютюбе легко и быстро нашёл ответы на свои вопросы, причём в удобоваримой форме. Так что, думаю, это не только нашего форума касается, это общая тенденция. Жена тоже не по форумам лазит, в ютубе. То кофту себе оттуда свяжет, то мне печенюшек напечёт.
-
Кстати говоря, да. А раньше была. Может за счёт "халявной от Яндекса" мы до сих пор в интернете.
-
Не то, чтобы обидели, обидеть серьёзного производителя у нас просто средств воздействия не хватит, чисто технологически. Просто некоторые участники и комментирующие развели вонь, попросту говоря, нагадили. А конкурс, он для чего? Производителю - для рекламы, форумчанам - для радости. А когда организатор конкурса вместо радости в обратку получает нечто с запашком, то смысл проведения конкурса теряется. На мой взгляд, некоторые форумчане попутали конкурс и работу на заказ. И хотели получить за проделанную работу адекватное, на их взгляд, вознаграждение. Без всяких на то оснований, просто хотели очень. Надо отдавать себе отчёт в том, что, кто организует и спонсирует конкурс, тот и устанавливает правила. Не нравится - не участвуй. А своим участием ты автоматически принимаешь правила. И не надо пытаться их обсуждать или менять. И надо помнить - любой конкурс несёт в себе элемент лотереи. Не бывает абсолютно объективного и беспристрастного судейства. И ещё одно личное наблюдение, возможно ошибочное. Многие форумчане не отдают себе отчёта в том, что такое форум и как он функционирует. Любой форум, как и любой интернет проект, это коммерция. И создаётся он в первую очередь для того, чтобы приносить прибыль его создателю - администратору форума. Форум привлекает рекламодателей, они платят деньги за размещение рекламы Часть денег идёт на оплату места в интернете, остальное - заработок администратора. Надо сказать - весьма скромный заработок. И если мы своим поведением на форуме будем не привлекать а распугивать рекламодателей, то форум просто зачахнет и будет закрыт. Либо нам придется платить самим за возможность здесь общаться.
- 356 ответов
-
- 15
-
-
@chdv1971, у меня в военном билете написано " окончил университет по специальности физика с дипломом" Не помню,, где он лежит, а то бы скан сделал.