G_Kar
-
Постов
2 587 -
Зарегистрирован
-
Посещение
-
Победитель дней
33
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент G_Kar
-
Я в свое время, чудом купил 5 кг б/у магниевой присадки в бухте, на ибеи, из Америки, обошлось где-то в 5 тысяч с доставкой.
-
 Минимальная ширина шва определяется разделкой. Заполнили разделку - вот вам и минимальная ширина.
Минимальная ширина шва определяется разделкой. Заполнили разделку - вот вам и минимальная ширина. -
@АВН, у человека может трагедия - шеи нет, кивнуть не может, а вы сразу банить...
-
На пол может ламинированную фсф - влагостойкая фанера, частенько ей полы в лодках делают. Правда это один фиг - фенольные смолы, в жару на солнце может фонить... У них там СНИПов нет случайно на покрытие пола вольеров? На счет деформаций - это смотря из какого профиля будут секции, если тонкостенный, то его проще поправить после сварки, чем предотвратить деформации, рихтуется на ура голыми руками. В общем-то поэтому я и говорил про универсальные секции, чтобы можно было под них универсальный кондуктор собрать.
-
Думаю, что понятие "настройка" - это вещь тоже довольно субъективная, потому как красоту навести на любом режиме можно, лишь бы процесс был стабильный, ну и требования разные к сварным соединениям, от этого тоже будет зависеть настройка. Если кто-то умеет настраивать как ему надо ПА за секунды, я искренне только рад за него, а вот лично у меня это быстро не получается. Может сильно многого хочу после работы на хорошем ПА с синергетическим управлением, может опыта не хватает, потому как на ПА не часто работаю, да и вообще самому варить все реже приходится В общем, я высказал свое мнение, а соглашаться с ним или нет - дело каждого, по крайней мере я стараюсь быть объективным в своих оценках.
-
Сетку можно заказать, даже если нет в продаже, вопрос только в цене. На счет сборной конструкции - придется попариться, при таких габаритах стенки придется делать сборные из нескольких секций. Не занимался таким, но думаю в вашем случае нужно думать в сторону унификации - изготовить стандартные каркасы с разным заполнением. Т.е. к примеру рамка из проф трубы с перемычками габаритом 750 на 1500 (какой-то удобный размер для раскроя заполнения) и эти секции между собой скручиваются на болтах, при том могут служит как стенками вольера так и потолком и входом. А уже эти рамки заполнить можно либо проф трубой меньшего размера, прутком, рабицей, чем угодно.
- 4 ответа
-
- 1
-

-
- рекомендации и советы
- аргон
- (и ещё 3 )
-
@дмитров, не думаю, что в данном случае зачистка металла повлияет на результат положительно, скорее просто уберется еще одна десятка с толщины. Обычно резонаторы вообще оцинковкой оборачивают толщиной 0,5 мм в два слоя, там уж точно не до зачистки. Скажем так, я просто приблизил условия эксперимента к реальным, чаще все гораздо хуже Я не говорил, что не смог настроить и не даром привел в сравнение КПП автомобиля. Если вы водите автомобиль и умеете ездить на механике, то наверняка хотя бы пробовали ездить на разных автомобилях, а может и владели, и каждая марка авто очень индивидуальна в управлении. Где-то жесткое сцепление, где-то оно наоборот сильно воздушное, где-то рычаг КПП надо втыкать наваливаясь всем телом, а где-то это можно делать двумя пальцами. В любом случае, с ходу вы не поедете как на своем привычном, за редким исключением конечно же. Здесь история абсолютно такая же. Взяв аппарат в руки, выставляешь какие-то средние значения, начинаешь варить, понимаешь, что процесс идет не очень, начинаешь подкручивать напряжение, добиваешься приятного звука от дуги, а потом понимаешь, что проплавление слабое и все понеслось по новой. Это кому угодно доставит дискомфорт. Вот поэтому это оборудование предназначено скорее для опытных профессионалов, которые часто работают на разных режимах и имеют в голове значения скорости подачи и напряжения в зависимости от условий.
-
Я не знаю почему, но лет пять назад увидел эту картинку и до сих пор она у меня вызывает приступ хи-хи http://www.lionblog.net/uploads/posts/2008-04/1207725258_robotovnekormit.jpg
-
@ARGONIUS, ну я хотел это в тему "Поржать", но все же это реальное фото с работы
-
Ребята, а сколько будет стоить диск заварить?

-
Поставили банку AMG на Мерина в каком-то автосервисе... Пришлось переделать...
-
Крышка 29-го уехала обратно в Пермь. Неужели ближе нас ни кого не нашлось?
-
Одно из самых главных испытаний для однофазного полуавтомата, где проявляются те самые безоговорочные и очевидные преимущества данного вида сварки в целом - это ремонт выхлопной системы автомобиля Что может быть прекраснее ремонта старой гнилой банки резонатора?! А я знаю - это старая гнилая банка резонатора с отечественного автомобиля! Пациент - резонатор с УАЗа, толщина металла с завода - 0,8 мм, а по факту - не знаю... Прорезал стенку болгаркой, имитация стыкового шва. Выставил по таблице минимальную скорость подачи и даже на холодном металле сразу прожег дырку... Попытки пропорционально уменьшить скорость подачи и напряжение ниже табличных значений - к успеху не привели. Уменьшение только подачи или только напряжения - усугубляло, проволока либо тыкалась в металл и отваливалась красными червячками, либо скатывалась в каплю на конце не желая отрываться. На ЕСАБ Кэдди 160 такие толщины получалось варить без отрыва. После нескольких попыток, наконец удалось заварить прорезь, но только короткими тычками. На фото ровная серединка заварена именно на этом режиме. Ну и еще 2 коротких шовчика на этом же режиме... Удавалось проходить по 2 см максимум без отрыва.
-
Можно попробовать моющий пром пылесос с аквафильтрацией. Струю воды распылять внутрь стальной трубы, там поверхность капель металла будет охлаждаться, чтобы не прожечь шланг, а уже потом окончательно охлаждаться в резервуаре пылесоса Правда дорогой эксперимент может оказаться...
- 38 ответов
-
- 2
-
-
- сварочное оборудование
- TIG
- (и ещё 3 )
-
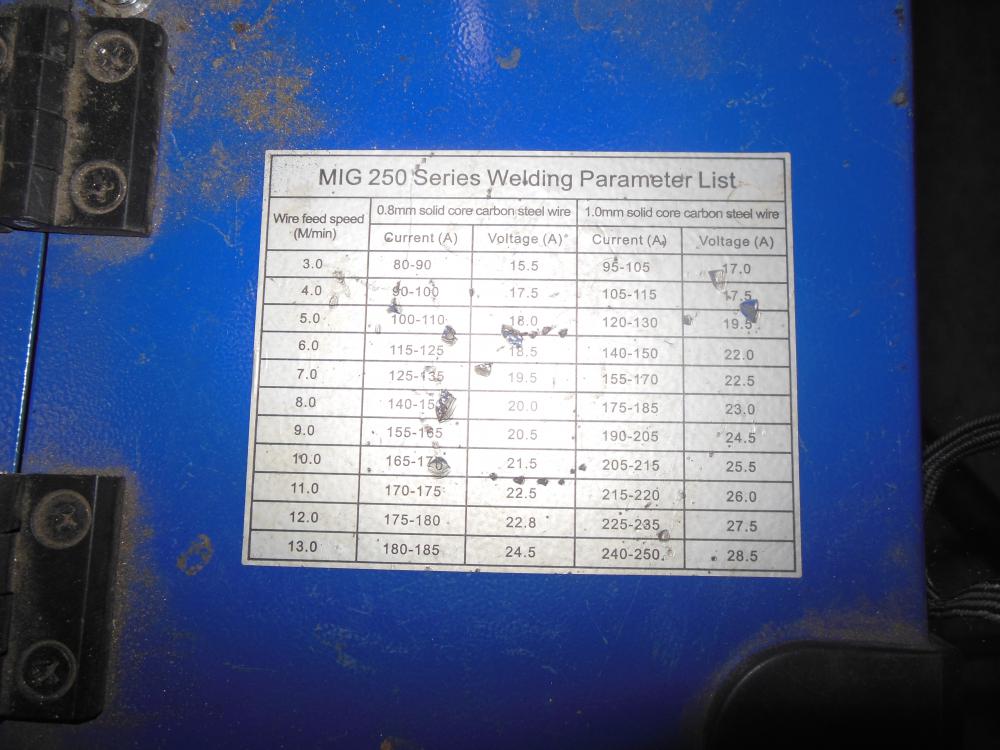
Тогда пришла в голову мысль, что разница будет очевиднее на предельном режиме. Выкручиваем на максимум для проволоки 0.8 мм, по таблице - 13 м в мин, 24.5 В. Так же слева - крайнее правое положение, посередине - крайнее левое, справа - среднее положение и холодный металл. Долго смотрел, но так и не увидел разницы. Пара крупных капель образовалось от слабовато поджатого ролика подачи, на большой скорости видимо проскальзывал периодически. В целом же процесс стабильный и еще менее понятна разница в режимах. Бонус - шов на предельных режимах, тупо крутилки на максимум Чтобы не прожечь профиль, пришлось вести горелку довольно быстро. Много брызг, есть небольшой подрез, в общем толщина нужна побольше для таких режимов В планах попробовать на пределе пройти хотя бы метр, больше думаю горелка не выдержит.
-
Естественно, когда я первый раз, 2 месяца назад, пробовал варить, то мое ego не позволило мне прочитать инструкцию и я пробовал выставлять настройки наугад Тогда мои отношения с аппаратом тоже не заладились, потому как чисто интуитивно просто невозможно понять - что и в какую сторону крутить. В этом смысле приставка в названии "ПРО" - в тему, т.к. не разобравшись сложно будет что-то заварить. ЕСАБ Кедди, со своими двумя крутилками по сравнению со Спидвеем - как МКПП в сравнении с АКПП. Когда выставляешь режимы по таблице - все работает отлично, как и должно быть. Первое, что вызывает вопросы - это крутилка, которой нет в таблице - крайняя справа. Рисунок показывает нам, что эта рукоятка должна менять ширину дуги или ширину шва, но по сути это конечно же регулировка длины дуги. Как же она работает? Это первый образец - профильная труба 60х40х3. Выставляем по таблице режим - 8 метров в минуту и напряжение 20 вольт, длина дуги в среднем положении (см. фото выше). Делаем короткий шов. Потом меняем положение регулятора на крайнее левое и накладываем шов левее, а еще левее шов с крайним правым положением регулятора. И вот результат, слева по порядку - крайнее правое, крайнее левое, среднее положение. При том, что первый шов справа делался на холодном металле - вообще ни каких отличий не заметил. Чисто субъективное ощущение, что на длинной дуге процесс идет мягче. Разбрызгивание металла на всех трех режимах практически отсутствует.
-
Ну что друзья, пора бы реанимировать тему! Вот он, без прекрас, в естественных рабочих условиях. Аппарат все это время не стоял без дела, пользовались им умелые и далеко не очень умелые руки, пробег - более 30 кг проволоки 0,8 мм. Когда наконец взял его потестить, то посмотрев на состояние сопла - невольно выругался. Оно было забито наглухо брызгами и имело форму эллипса (кому-то в лом было снимать сопло и чистить, долбили соплом не снимая с горелки). После НГ буду проводить инструктаж по пользованию ПА и введу штрафы за такое отношение к оборудованию. За время пребывания аппарата у нас, лично мне не удавалось с ним поработать, но он побывал в работе у четырех наших сварщиков, из которых профессионально на ПА умеет работать только один. Тем не менее их мнение мне тоже было интересно и подход к работе у них был разный. Только один, перед работой полистал инструкцию, выставил настройки по таблице на корпусе и у него работа сразу пошла хорошо и впечатления от аппарата положительные. Это был не профи в ПА сварке, поэтому и не посчитал зазорным ознакомиться с инструкцией У остальных товарищей отношения с ПА не сразу наладились, история была примерно одна: - Как тебе аппарат? - Что-то не то, не нравится мне... - А что не то? - Сильно брызжет, процесс не стабильный.. - Режимы как выставлял? - Наугад! - А по таблице не пробовал? - Какой таблице? После ознакомления с таблицей, работа сразу налаживалась. Продолжение следует...
-
Спасибо друзья!
-
Вопрос решен, проверено пенетрантом на герметичность. Сегодня крышка поедет домой. Фальстарт! Там еще оказывается есть не решенная проблема...
-
Отправляйте в Томск, заварим без проблем, присадка есть
-
1. EWM 2 (с конца) Сварог
-
Нержа 316 с молибденом в гальванике используют, а уж под открытым небом простоит века. Минус - полированную не встречал в продаже.
-
А если еще остужать медленно, то вообще риск снижается. В песке хотя бы.
-
@Вячеслав Kemppi, при любом раскладе, самое ценное что у вас сейчас есть на данной работе - это опыт. В свое время работал за копейки, потому, что опыт был дороже. Как почувствуете, что не получаете ни чего нового на работе - ищите что-то новое или устраивайте революцию
-
@Вячеслав Kemppi, у вас процесс поставлен не правильно. Если вы демонстратор а не продавец, то о встрече и демонстрации должен договариваться менеджер у которого язык подвешен, а вы должны общаться только со специалистами и рабочими во время демонстрации по техническим вопросам. Если вы ищите клиентов, то вы - менеджер, считайте продавец и если вы не получаете бонусов с продаж при таких условиях, то это тоже лишь минус организации процесса продвижения товара. По работе частенько общаюсь с демон-ами, большинство - отличные ребята с ВО с которыми приятно общаться и можно много нового и интересного почерпнуть из общения, потому как многие лично видели организацию производства на предприятиях разных городов. Одному из ЕСАБа я недавно показал чугун заваренный цинком и пообещал, что куплю у него ПА, если он сможет повторить на нем результат