G_Kar
-
Постов
2 587 -
Зарегистрирован
-
Посещение
-
Победитель дней
33
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент G_Kar
-
Кучу бензобаков попереварил и из под соляры и из под бензина. Заполнение углекислотой - самый безопасный вариант, водой редко заполняю, другой вопрос - как именно заполнять углекислотой, тут есть свои нюансы. Горит и взрывается не бензин, а его пары, смесь бензина и воздуха. При правильном заполнении углекислотой исключается возможность образования горючей смеси. Водой заполнять - не лучший вариант, т.к. часто остаются скрытые полости, особенно в бензобаках современных легковых авто, которые не заполняются. Ну а лучше всего все же пропаривать, потому как все равно каждый раз сжимается одно место Главное, когда клиент приносит бензобак и говорит, что он пропарил его, надо обязательно спросить - как он это сделал в деталях и конечно надо представлять как это делается, а то начинаешь спрашивать, а он говорит - "Да я в него шланг из выхлопной засунул и он так 4 часа коптился!" - это не пропарка
-
@schkaliki, ну нормально... Похоже вас хотят лишить положенных льгот, если они были.
-
@tig, когда поры по краю шва лезут - наклоняю изделие, чтобы металл стекал на край, греешь шовчик не задевая основного металла и он плавненько переходит в основной, заполняя те самые поры. Как раз принесли вчера такой геморный сплав, да еще после криворукого ремонта, попробую сделать фото отчет в понедельник.
-
Ну его нафик - быть свидетелем таких событий! Может одно стекло в раме плексигласом заменить на всякий случай?
-
@илья алтухов, правда. Скорее всего в режиме tig ток идет по сигналу с кнопки на держаке, а не от КЗ, хотя не вижу разъема под управление. Еще как вариант - там тупо стоит силовое реле, которое переключает полярность, вот вам и tig mma
-
Что-то у вас какие-то непонятные проблемы для меня В жизни никогда не зачищал присадку и не протравливал, покупаем обычную китайскую и ни разу еще проблем из-за присадки не было.
-
@Механик77, чем меньше баланс, тем больше тепла вводится в изделие, соответственно лучшее проплавление, но шов грязнее. 40% - нормальный баланс, в 99% случаев все нормально завариться, если говорить про диски. Вольфрам на 3,2 - тоже оптимальный вариант, только остро затачивать не надо его. То что он лохматится - это нормально и неизбежно, если дуга горит стабильно при этом и процесс сварки идет нормально - забей. Чтобы наверняка получить чистый шов, можешь попробовать поиграть с балансом. С одной стороны варить на 140А и 40% а с другой увеличить ток до 160-180А и баланс на максимум 65% + диск уже будет подогрет - увидишь как много шмурдяка всплывает.
-
@Механик77, ну с гидравликой-то еще лучше, это у нас только молотки да кувалды Со спицами все гораздо сложнее, даже при 100% проплавлении, вероятность повторного разрушения около 50%... Гарантию на спицы ни когда не давали и всегда предупреждали о вероятном исходе. АВН, не любите Маяковского? Был уверен, что это вполне литературное слово, с телика и не такое услышишь сейчас. Но раз уж такие правила, буду стараться выбирать более благозвучные слова
-
@Механик77, в каком месте непровар был и как вырезал шов? По личному опыту - немцы самая овнистая отливка, хуже чем китайцы варятся Хочешь научиться обеспечивать 100% провар - после сварки, не снимая усиления, кладешь край диска на наковальню, или берешь два молотка и со всей дури на разрыв в противоположные направления, т.е. чтобы место сварки разрывало как лист бумаги когда рвешь. Если порвало рядом со швом - молоток, если по шву пошла трещина, то непровар, т.е. остался концентратор напряжения. Не важно какого размера непровар - 2 или 1 мм - это все равно непровар, концентратор напряжения по которому пойдет трещина, даже если не снимать усиление. Если трещина пошла по шву после таких испытаний, то вырезаешь болгаркой трещину в виде V концом к концу трещины, не трогая само место трещины - так ты сможешь посмотреть излом трещины и увидишь в каком месте непровар и будешь уже внимательнее в этом месте. Как ты вырезал шов и что-то там увидел еще - я не понял, болгарка затирает все равно все поры. @G_Kar,за лексикой следите.Второе устное предупреждение.А.В.
-
Казалось бы, что может быть проще - одну нержовую фигнюшку приварить к другой...Только вот есть нюанс... Это фланец (или какая-то форсунка)... А вот приварена к фланцу - трубка диаметром 3мм Обязательная проверка на герметичность при помощи пенетранта... Основная проблема - не перекрыть отверстие трубки. До того как принесли к нам, несколько сварщиков пытались безуспешно заварить эти трубки. Сегодня на 2 фланца по 3 трубки в каждом ушло 4 часа работы. Месяца 3 назад варил штук 6 таких фигнюшек, по 3 трубки в каждой, запорол 2 трубки, пришлось высверливать... Тут уже не до эстетики, поэтому фоты в эту тему. А еще в прошлый раз пришлось наращивать трубку (это кстати проще, чем к фланцу приваривать). Сварка РАДС, узеньким соплом №4, вольфрам 2,4 очень остро заточенный (меньше весь кончился просто), аппарат EWM Triton 230.П.С.: Прошу прощение за качество фото

-
 Тот же фрукт, что и Сварог Аппарат наверное рекорд побил по количеству брендов, под которыми он продается
Тот же фрукт, что и Сварог Аппарат наверное рекорд побил по количеству брендов, под которыми он продается -
Используем гелий для поддува обратной стороны шва при сварке титана - лучше ни чего нет. Для алюминия не пробовал, да и смысла нет особо, но думаю должно быть так же как с титаном - самая лучшая защита.
-
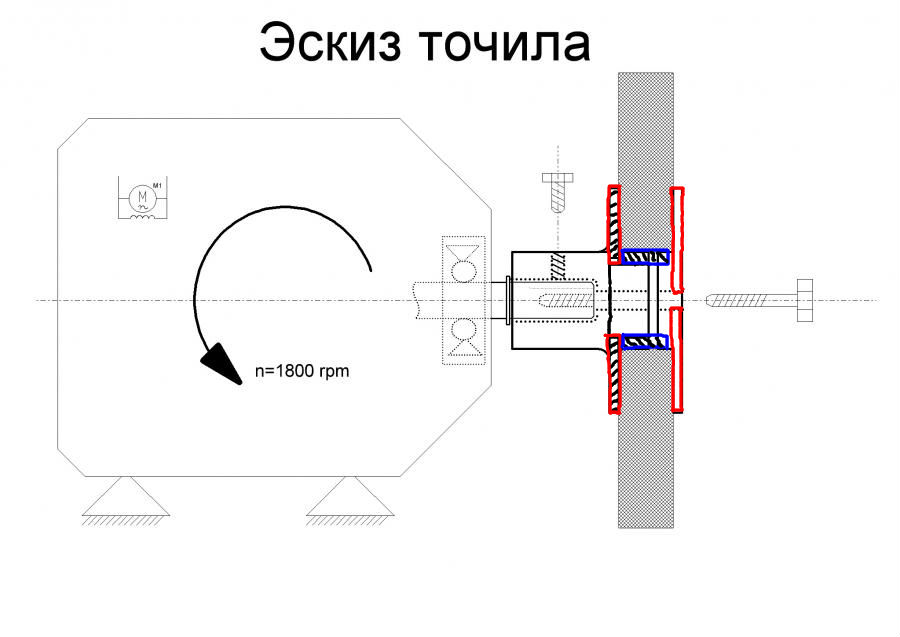
@Amateur, вам можно упростить конструкцию в плане используемого материала. В болванке на 32мм сделать проточку, чтобы на нее плотно садилась шайба, само точило посадить на втулку и притянуть еще одной шайбой. Вот накидал в фотошопе примерный эскизик, думаю идея понятна. В таком случае вам нужна только болванка на 32мм и листовой металл под шайбу - это гораздо проще найти, чем болванку на 70 в диаметре. Чтобы шайба не проворачивалась, можно ее прихватить к валу, хотя можно и не прихватывать, просто хорошо затянуть... Опять же смотря что точить... Можно то же самое, но без втулки, проточить вал под диаметр камня, но тогда упор шайбы будет маленький.
-
Одно время работал на молокозаводе оператором цеха ассептического розлива молока, короче разливал молоко в тетрапаки и кувшинчики и там можно было пить молока - сколько влезет, но выносить нельзя. Смена была 24 часа и все на ногах, один обед и все, естественно за смену пару литров выпивал... Должен сказать, что волосы и ногти были просто в охренительном состоянии, да и общее самочувствие на высоте. Пока молоко пил - ни разу не болел. При том это пастеризованное и гомогенизированное молоко. Поэтому про пользу молока, как богатейшего источника кальция и общеукрепляющего средства - у меня сомнений нет.
-
@ванюха, это невозможно. Источник полуавтомата имеет принципиально другую конструкцию, в частности он имеет жесткую вольт-амперную характеристику.
-
@кропаль, да меня назначение интересовало, не в теме, не видел ни разу подобного
-
@mat, на редукторах везде конусная резьба, она самоуплотняется при затяжке и не должна в принципе сифонить, но если подмотать фум - ни чего страшного не будет. Ну и под гайки штуцеров нет смысла подматывать, там шаровое уплотнение, только пыль сдуть и затянуть потуже.
-
@кропаль, индустриальная красота! А что это за трубы?
-
А я ради эксперимента заказал комбез на ибеи от английского производителя, 100% ХБ с пропиткой fire resist... Действительно не горит зараза, жгли зажигалкой! Но блин пропорции комбеза меня убили, они явно для любителей фастфуда разработаны - огромная задница и бедра а верх нормальный Работать в нем ни кто не решился, лежит как вариант одеть поверх одежды. Цена заманчивая была, с доставкой всего 2 т.р., а если несколько заказывать, то еще дешевле.
-
Ну вот я и спрашиваю - как оно на практике, может кто-то пользуется давно, потому как ясно дело продаваны только нахваливать умеют Да и не понятно какой у них срок службы, нужно ли их поверять...
-
@som, речь не идет о закачке большего давления, а о том, что композитный баллон 20-25 литров будет весить как 10 литровый стальной при том же давлении. А в продаже они сейчас в свободном доступе, только вот не знаю по цене как они, какие типы бывают, в инете информации мало, либо есть голая техническая информация но без фото, видео и цен...
-
Я чищу средством для чистки стекла и оргтехники, им и стекло и пластик отмывается отлично.
-
Частенько приходится работать на выезде с tig аппаратом + блок охлаждения горелки + 10 литровый баллон с аргоном... Все это таскать на себе - не очень удобно, особенно если надо лезть к примеру в бензовоз Поэтому любое уменьшения веса снаряжения - огромный плюс! Так же огромный плюс - возможность увезти больше газа при том же весе. Вопрос. Кто использует подобные баллоны в работе, какие у них плюсы и минусы относительно стальных баллонов кроме веса?
-
@Шурпет, на самом деле объект нифига не режимный, хоть там и проходная, но в здание попасть - как нефиг делать... Правда вход на тот этаж под электронным замком и камеры в коридорах. А любые "жучки" там померли от сварочной пыли после сварки оцинковки, реально целый мешок выгребли Скорее всего там особисты будут проверять все по завершении всех работ, а пока там стройка на этаже и отделка параллельно, еще будут поглотителем внутри все обклеивать. Я с начальником отдела сдружился за время работы и напросился посмотреть комнату по завершению всех работ, даже фотать разрешил
-
Какой аппарат? Рукав не разборный? В любом случае м/у подающими роликами и каналом должен быть зазор, не представляю - как проволока могла уйти в рукав... Если только сам не накосячил, отрезал проволоку и не вытащив из рукава решил протолкнуть другой Вытягивай рукав прямо и в обратную сторону пытайся вытолкнуть проволокой бОльшим диаметром, пока не получится зацепить плоскогубцами...