AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
@Calma,аналогично. Владельцы коммерческого транспорта (особенно-пуганые, нюхавшие и вдоволь нахлебавшиеся плодов трудов дешёвой рабсилы)-не ноют и особо не пытаются торговаться. Ибо простой техники-удар по карману. Наоборот, когда припекает (а у владельцев спецтехники это-перманентное состояние), то готовы дать больше и не стонут.
- 1 252 ответа
-
- 11
-

-
 @aleks 555, после УМЗ и ВАЗ с ГАЗом-за радость будут. А нонешние корпуса МКП от Лады-Гранта-вообще мрак и ужас...
@aleks 555, после УМЗ и ВАЗ с ГАЗом-за радость будут. А нонешние корпуса МКП от Лады-Гранта-вообще мрак и ужас... -
Олег, не сомневайся. Там, где припуск под обжим-всего ничего, часто именно чугун применяют. Мне каждую неделю деревообработчики таскают что-то подобное. Со всех концов области возят. Понакупали утилизированные станки где-то и пытаются их теперь восстановить.
-
@Георгий 11, кстати, о модернизации и ремонте. На газовые и водяные трубки по диаметру один в один идут медные тормозные трубки от а/м УАЗ и Москвич. На выездные работы всегда беру с собой отрезок такой трубки. Бывает, что где-то перебьёшь шланг. Сделал ремонтную вставку быстро и дальше работаешь, а не мечешься по объекту, аки ужаленный поросёнок, в попытках подручными методами залечить повреждение.
-
@NikOtiN, ну, как сказать... Да, по большей части-шлак от основных электродов обколачивал (зело липучий в узкой разделке). Заодно-немного расковывал. Но, без особого фанатизма. Насколько позволяли стеснённые условия для работы ЗШПМом. Материал-хоть и сталь, но сварочные напряжения в балке моста-вещь явно лишняя. Они могут и геометрию балки исказить и осуществить долом уже начинающихся усталостных трещин в околошовной зоне. Так что "такой хоккей нам не нужен". А вот седло-и грел в массе и швы расковывал с особой тщательностью.
- 1 252 ответа
-
- 10
-
-
Это-как в анекдоте про байкеров в травматологии? Как там хирург говаривал:"Насчёт вашего кореша-пока не знаю, но новый моцик я себе почти собрал!" У нас ремонтники-уже в предвкушении последствий майских покатушек. У меня же, помимо традиционной моторно-трансмиссионной текучки-поднавалило грузовой и землеройной тематики. Пользуясь моментом перекрытия дорог для большегрузной техники, грузовозы интенсивно "начищают перья". Вот, "Федя" (Фрейтлайнер) надорвался. Сколько можно без последствий таскать по полсотни тонн сыпучки? Механизм регулировки продольного положения седла раздолбало до такой степени, что его решили обварить наглухо. Да и для самого седла перманентный перегруз не прошёл незамеченным. Да что там седло? Балки мостов пошли трещинами... Участь "Кёгелей" и прочих "Шварцмюллеров", работающих лесовозными телегами, да ещё и таскаемых американскими тягачами-и вовсе незавидная. Малахольные седельные порталы-разрывает, как за здрасьте. И лечат их, естественно, "горчичниками" и "подорожниками"... Которые потом приходится старательно отковыривать. Столь же плановый-ремонт рейлингов "шторок". Треснувшая сварка балок КамАЗовских мостов-классика жанра.

- 1 252 ответа
-
- 19
-
-
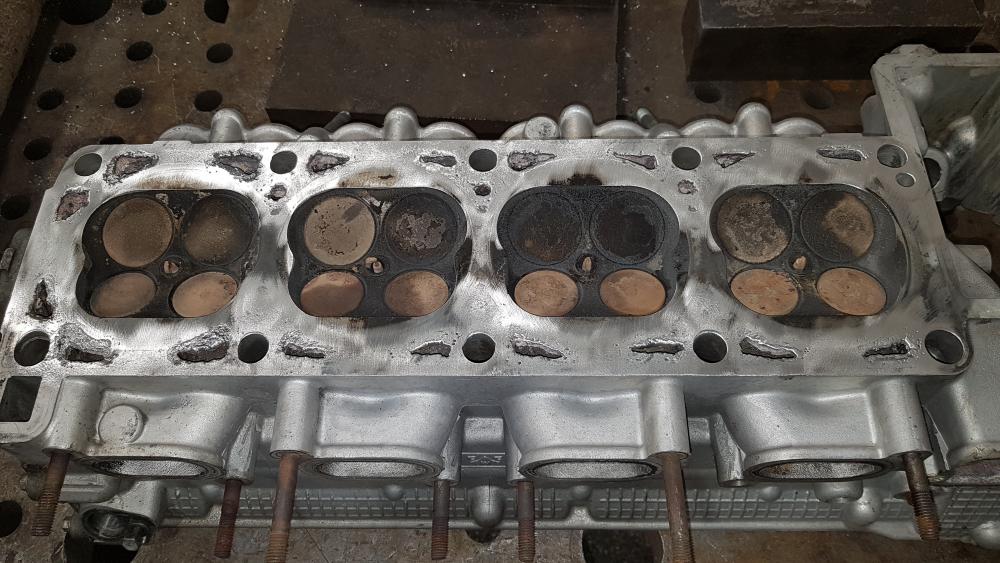
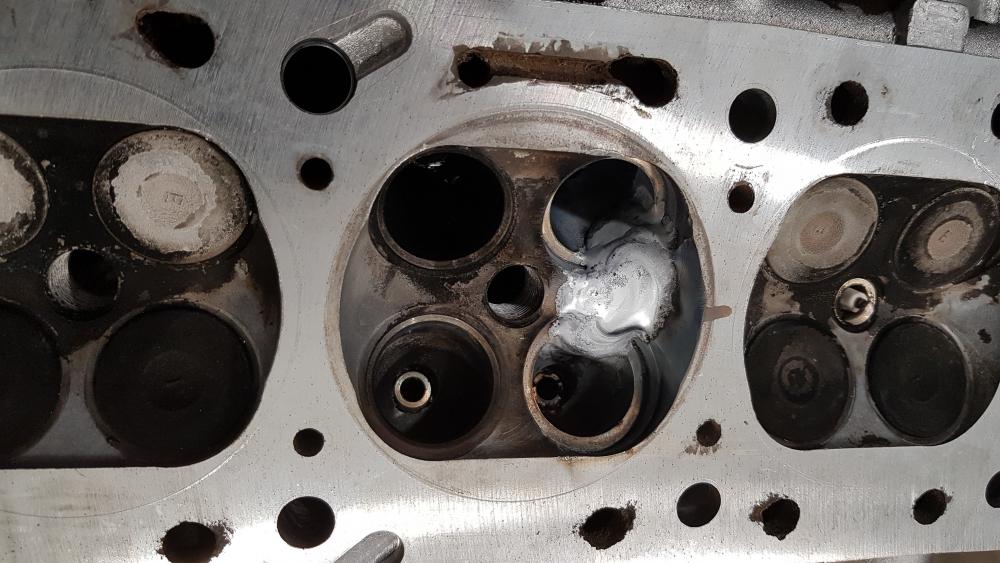
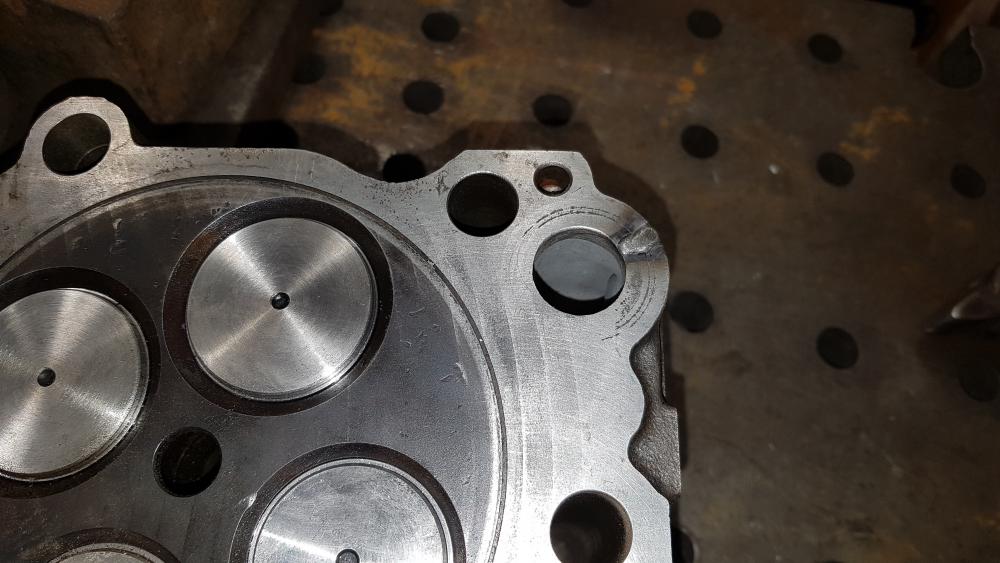
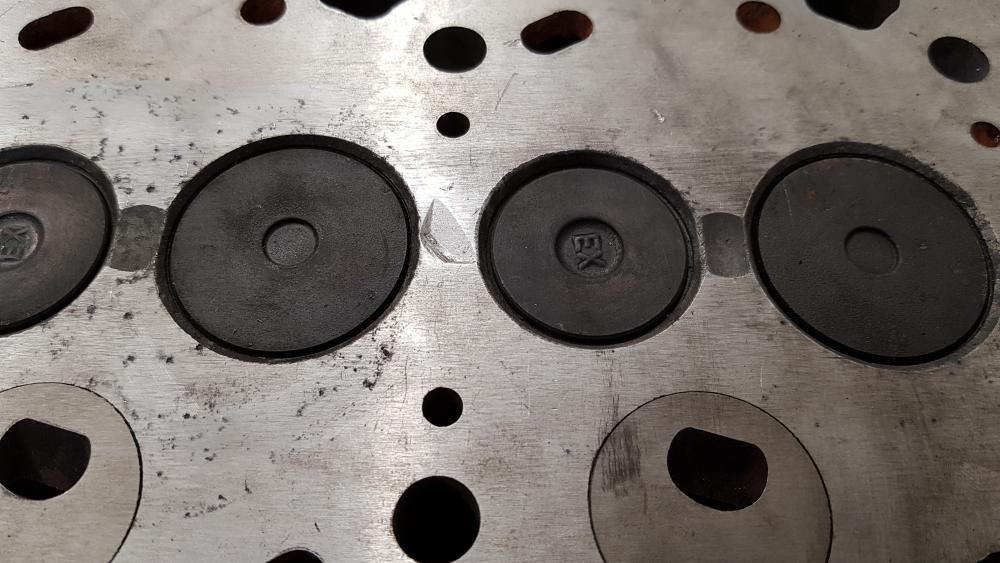
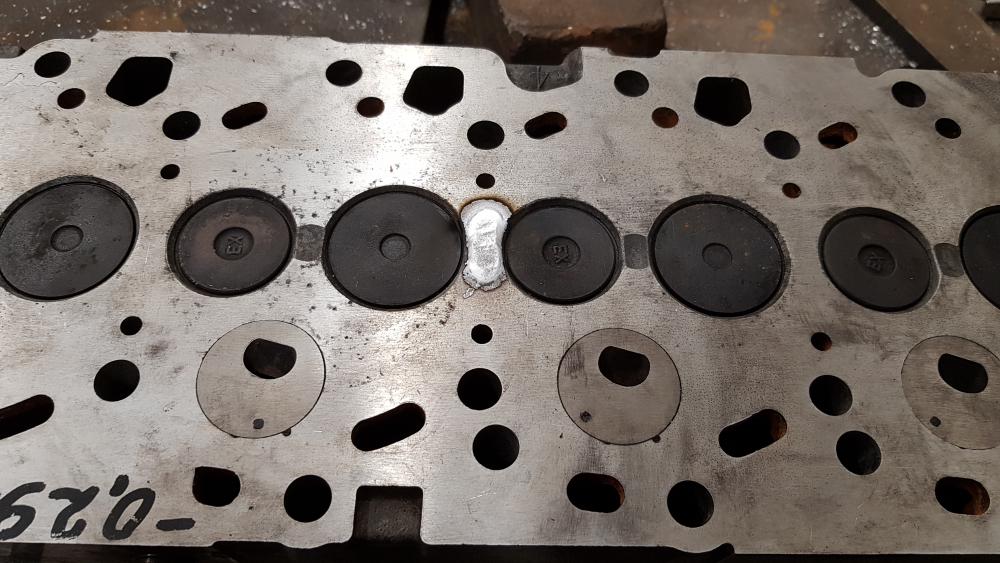
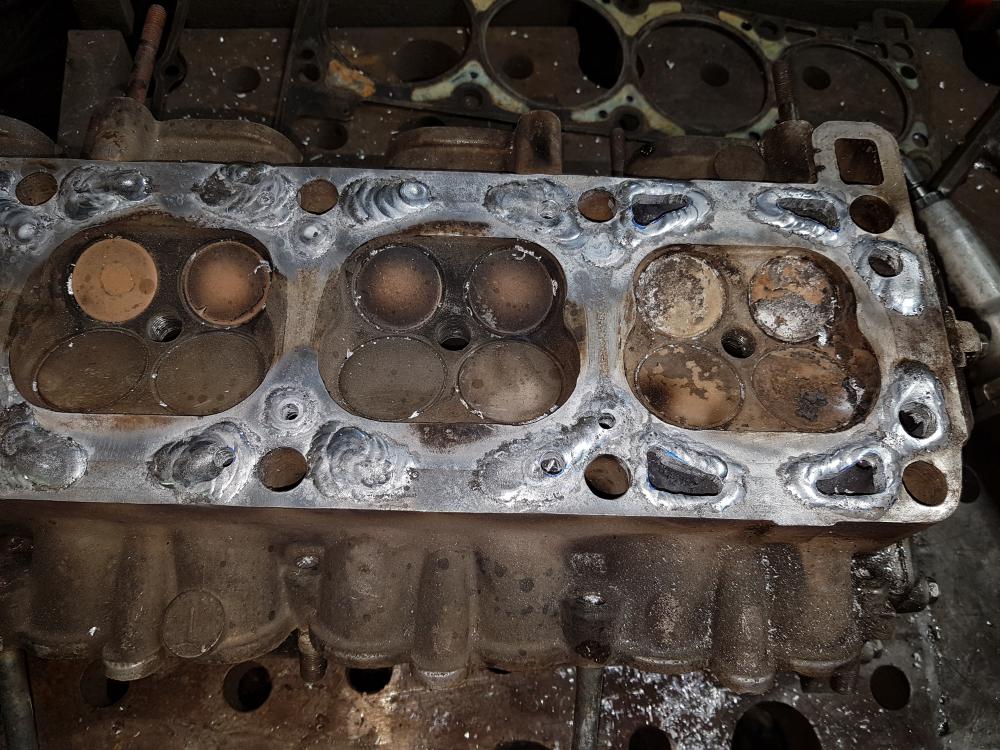
Очередная порнопорография от конкурентов. ГБЦ ЗМЗ-406. Переделал. ГБЦ ЗМЗ-53. Коль поры-на газовом стыке-голова обречена на прогар. На шлифовку-становись! Очередное "славно покатались". Фольксваген-ОбморокАмарок. Ездили с огоньком, видать... У движков с Шевроле-Лачетти есть характерная болячка. Лопается ГБЦ в камере сгорания 3-го цилиндра. Всё-как обычно, ковыряем и варим. Только этой голове-не очень повезло. Сначала она попала к вездесущим нашлёпочникам. Заляпали, не вынимая сёдел и даже (забегая вперёд-по результатам разделки) не расковыривая дефект до живого металла... Вынимаем сёдла. Ой, а это-что такое? Далее-строго по плану. Не перевелись ещё бедные мозгами богатыри, считающие, что коническую резьбу надо тянуть не иначе как исключительно двухметровым воротком в три обхода вокруг агрегата. Естественно, никакой агрегат такого "юмора" не оценит. В данном случае-блок КамАЗ-740. Не стал дразнить судьбу с РАДС и РЭДС. ЗаГПНил и точка. Забоины на только что отшлифованной поверхности привалочной плоскости ГБЦ-возникли "сами собой"... Зааргонил. Чугун-ПАНЧем, алюминий-4043.
- 1 344 ответа
-
- 29
-
-

-
Вот же ж... Вроде как, я вас, @Точмаш 23, понял. Первый проход-приварка кромок к центратору. "Чугун-сталь-чугун" ? И пластичную вставку в виде полос из Ст3-сделал. Их и вставлял в разделку, приваривал уже к слою наплавленному ЦЧ-4. Посему-получилось то самое "чугун-сталь-чугун". Или я тут неправ и получилась по факту иная конфигурация? Я немного потренировался на обломках и обрезках от этого столба и понял, что адекватно ЦЧ-4 навариваются только в нижнем положении. А у меня-по факту расположения деталей получался весь набор:нижнее, вертикальное и потолочное положения. Плакировку я мог позволить производить исключительно в нижнем положении. Никелем (электродами NiCl) я делал плакировку только тех участков, где торцы выступов выходят за основной диаметр. И наваривал профиль выступов полуавтоматом, с тщательной проковкой каждого прохода. Никакого пощёлкивания в процессе сварки не было и в помине.
-
@Точмаш 23, хоть вы и советовали не фантазировать, но фантазировать-таки пришлось... С центратором "канделябра" особых проблем не было. Изготовил из стальных труб Ду-50 и Ду-32. Нанизал на центратор конструкцию. Заложил кольцо из стальной полосы и стал приваривать ЦЧ-4. Несмотря на проковку-чугун сказал своё веское "Хрясь!!!"... Посему пришлось начинать стыковку по-новой. В торцы свариваемых частей-вкрутил штифты и нанёс переходной слой из ЦЧ-4. По переходному слою-закладывал стальную полосу и проваривал теми же ЦЧ-4 с проковкой. Получилось з слоя полосы. В процессе остывания чугун поцыкивал, но не трещал. "Канделябр" готов. Теперь-дело за стойкой. Изготовил из 127-й трубы центратор. Пришлось с ним поупражняться. Отверстие внутри стойки имеет некоторое сужение по длине и эллипсность. Пришлось изготавливать усечённый конус с эллипсностью в поперечном сечении. Далее-черёд сварки. Тут уже не стал наступать на грабли дважды и с ходу заштифтовал соединяемые поверхности. Обварил штифты. Произвёл надвижку обломков стойки, центратор зафиксировал резьбовыми штифтами М10, посаженными для пущей верности на фиксатор резьбы. Разделку так же заполнял полосой. Шов и штифты зачистил. Достаточно варварские погрузку и транспортировку самогрузом детали пережили спокойно. Установили и покрасили.
- 279 ответов
-
- 19
-
-
Это-следствие тотального пофигизма и вопиющего разгильдяйства, помноженных на полную безграмотность. За кадром-остались рихтовка тяг от стрелы к серьге, замена штока гидроцилиндра (и кривой и побитый). Вполне вероятно, что ковшом не только планировку выполняли, но что-то драли, рушили боковым движением, да с хорошим рывком. При этом-стабильно забивали на смазку в положенных точках. Вот и вся сказка... Стрела-маленькая, особо не скруглишь. Только и осталось, что свести на нет к рёбрам стрелы. Это на больших стрелах-есть куда разбежаться. Да и принцип "Безобразно, но однообразно"-был соблюдён. На данной стреле все сведения усиления-острые.
- 946 ответов
-
- 10
-
-
Нет, не можно. Генератор типа ГД-трёхфазный, переменного тока с частотой 200 Гц, который потом выпрямляется до постоянного выпрямительным блоком на основе диодов. Пользуюсь, и не только УОНИ. Магнитогорские же МК-46 (аналог ОК-46.00) и Т-590. Всяко-зело лучше спецэлектродовских. Но, всё же, корень-только ЛБ-52. Магнитогорские на малых токах-явно буксуют. Стабильности дуги не хватает, шлаком в потолке захлёбываются, что совсем не хорошо. На токах выше среднего-всё нормально. На заполнение и даже лицо-идут вполне себе.
-
@Спанч Боб, а чего его проверять-то? Хорошая техника. Прожорливая, но дубовая. Штатный реостат-унылое гуано. На своём АДБ ещё в прошлом тысячелетии-избавился от оного и работаю либо через заводской РБ-302, либо через самодельный балластник на основе того же 302-го. Как ушёл со стройки-АДБшка стала чаще простаивать. Задействую эпизодически. Когда в едренях надо поварить нечто мясистое, аль построгать. Главное, чтоб в последнем случае-компрессор дюжий был под рукой. Мне, тьфу-тьфу-тьфу, к дикарям в последнее время не ездится. Но выезды по городу-пригороду происходят с завидной регулярностью. Вот, монструозная конструкция крепления оси балансиров на МАЗае лопнула. Притащил мобильный пост. Строжка-сварка. Ковшик с лопнувшими проушинами. Уже пытались что-то наварить. Сдул к Бениной маме и по-новой проварил. Как в нормальной русской сказке-чем дальше, тем страшнее... Проушины перевтулили, пальцы заменили, люфты убрали и обнаружили, что нижний палец в серьгу не лезет. Серьга развёрнута пропеллером. Пришлось переваривать серьгу по ковшу. Опять строжка-сварка. Третья часть Марлезонского балета. Ортопедическая. Оторвался оголовок "локтя" стрелы. Натянул, прострогал, проварил, усилил.
- 946 ответов
-
- 20
-
-
@maybit, я делаю немного по-другому. Навариваю в аргоне плакирующий слой ПАНЧа, а по ПАНЧу-наплавляю Св08Г2С П/А. Переход к необниженному участку-ПАНЧем. Всё прекрасно обрабатывается резцом. Ещё немного автомобильной чугунятины. Вилка крепления топливной форсунки. РАДС ПАНЧем на горячую. Пробитый блок цилиндров. Коллекторы выпускные. ГПН и РАДС. Корпус маслонасоса с экскаватора. Подогрев в массе, ГПН. Кронштейн стабилизатора. РЭДС,ЦЧ-4 на горячую. Пока остывал кронштейн, немного алюминия поварил. Ну, как, поварил... Так, разгладил дугой чьи-то каракули. Оттого и катет-"несколько" великоват получился...
- 1 344 ответа
-
- 27
-
-
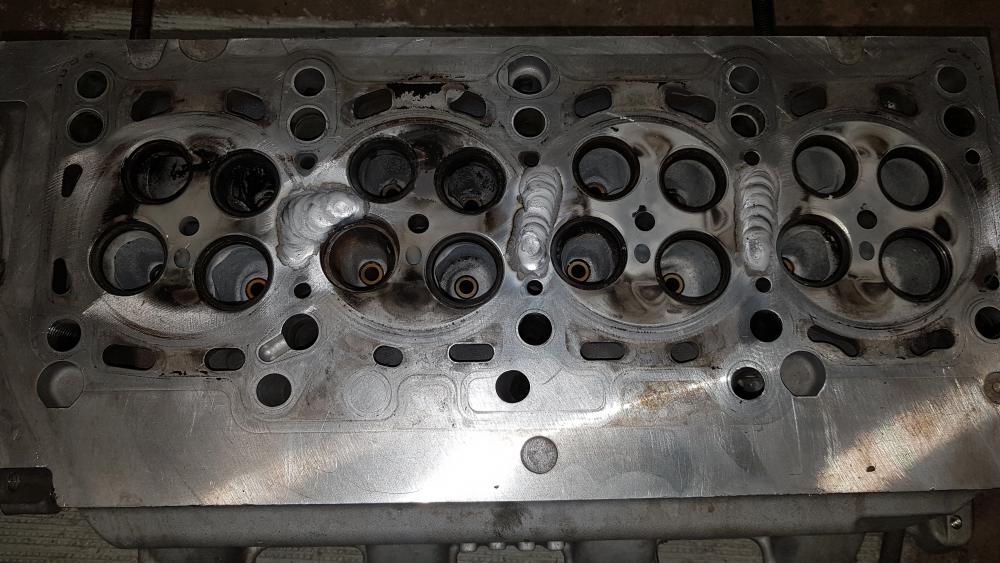
Полностью заглушенное-это не каналы охлаждения, а отверстия, оставшиеся от литейной формы. Направление протока охлаждающей жидкости по ГБЦ и блоку-организуется прокладкой ГБЦ. Кстати, на некоторых зарубежных моторах делают так же, упрощённую литейную форму, на иных-сразу же отливают и просверливают в плоскости ГБЦ нужные каналы. А технологические окна и отверстия-дополнительно глушат заглушками. @aleks 555, сдаётся мне, что вы, использовав как шаблон эту металлоасбестовую прокладку б\у, не полностью восстановили водяные каналы. Часть отверстий в старой прокладке то ли при разбухании материала закрылась, то ли забита мусором и продуктами коррозии. На новой оригинальной прокладке-присутствуют отверстия ф 4 мм между цилиндрами.Я давно уже восстанавливаю ГБЦ ЗМЗ-406 по аналогичной технологии, поэтому знаю, что говорю. Вот моя работа. Найдите отличия.
- 1 344 ответа
-
- 10
-
-
Принято!
-
@Фунтик, в моём случае подобный "экзоскелет"-не вариант. Нужно сохранение эстетики. Мне-всё одно-на металлобазу ехать. Там-что кругляк, что периодичку брать-без разницы. Плакировку никелем и связи пред сваркой ЦЧ-4 не делать? А то что-то я побаиваюсь ЦЧ сразу варить...
-
Каковы ограничения по температуре околошовной зоны? Честно признаюсь, ЦЧ-4 на холодную не варил, поэтому и задаю дилетантские вопросы. Связующие штифты делать? А почему именно арматура. Кругляк из Ст3-не вариант?
-
Благодарю! Т.е., арматуру используем в качестве заполнения разделки? На горячую?
-
Ну, вот... А я вашего совета спросить хотел... Приволокли мне вот такие деталюхи: с вот таким изломом:: Это-чугунная мачта уличного фонаря. Мои мысли следующие: Деталюхи массивные и габаритные, греть в массе-не вариант. Варить на холодную? Изготавливаю трубчатый вставной центратор, фиксирую его через стенки мачты резьбовыми штифтами. Вворачиваю по периметру разделки кромок стальные штифты. Облицовываю кромки электродами NiCl в пару слоёв. Чем заполнение делать? П/А проволокой Св08Г2с? Или допустим местный подогрев со сваркой ЦЧ-4? Каким образом может на детали сказаться температурный градиент по мере удаления от места сварки?
-
Возможно, но великий практик и материаловед (ей-богу, не ёрничаю, а истину глаголю ) @Точмаш 23 меня дополнит и поправит, но хорошо приварится к чугуну ПАНЧем на горячую и нержа и чернуха (даже Ст45). 1. Если случился реальный резьбец (всё, нечего там восстанавливать...), то можно старый прилив максимально возможно укоротить. Таким образом, чтобы можно было легко приварить бонку с внутренней резьбой. А там-вворачивайте в бонку то, что нужно. 2. Если нужно сохранить в габаритах конструктива штатный резьбовой прилив, то действуйте, как выше уже @Точмаш 23 подробно изложил. Согласно моей личной практике, на горячую ТИГом будет попроще, поудобнее и понадёжнее. Проще контролировать процесс и обеспечить равномерное сплавление. Легче сразу придать шву необходимую форму и залечить по ходу возникшую пору (хотя на горячую-порообразование минимальное, но, как говорится, тем не менее...).
-
@mackoy, изготовьте ввёртыш, переходник, или ещё что-то подобное и, предварительно подогрев до 400-500 град. чугунную деталь в массе, приварите ПАНЧем. Я подобным образом приваривал бонки/штуцера к гидроцилиндрам. А там давление-куда больше. На холодную будет трудно обеспечить герметичность шва.
-
Однозначно! ЛБ-в полевых условиях. Простят и ветер и свинские условия. Это уже в мастерской.
-
Подниму тему. Пришёл аппарату срок ехать в "стационар"... Увлёкся я работой и не услышал, что вентилятор вращаться перестал (сам вентилятор-тихий, а в помещении-шумно). В результате-запахло палёным пластиком и аппарат ушёл в глухую защиту. Вскрывать не стал, отнёс в мастерскую. В течение рабочего дня аппарат починили. Заменили подгоревшую "силу", вентилятор (вал стал люфтить). Вентилятор-поставили более "громкоголосый" и подсоединили напрямую, так как система его включения по температуре-стала явно подвисать. Меры по реанимации обошлись в 3000 руб. Аппарат-снова в строю.
-
Как жалко, что люди, точно знающие, как надо управлять государством-очень заняты... Как правило, стрижкой волос и вождением такси... Так-то да, каждый может. В теории. На практике ютуб-ярмарка тщеславия. И площадка фаллометрии. Потому как тот, кто относится к созданию контента серьёзно-в явном меньшинстве. Почему? Потому что ответственное отношение требует серьёзных временных, материальных и прочих затрат. И не всякому профи это надо. И не у всех есть на это условия. Ибо для выпуска качественного ролика нужно время, место, оборудование и навыки видеоинженера. Время профи может быть очень занято основной работой, отрыв от которой чреват нехорошими последствиями. Не хочу. Ибо не вижу себя ютуб-педагогом. За других отвечать не имею привычки. Отвечу за себя, раз уж спросили. Желания стать блогером не имею. Как специалист, считаю, что реализовался. В рекламе через ютуб не нуждаюсь. В подачках донатах-тоже.
- 1 752 ответа
-
- 13
-