Ferio
-
Постов
803 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Ferio
-
 О как! Это типа: "Вельми понеже… весьма вами благодарен! Поелику мы зело на самолёт опаздываем". Тогда: Аще зело опечалишься еси ты, приходити сюду.
О как! Это типа: "Вельми понеже… весьма вами благодарен! Поелику мы зело на самолёт опаздываем". Тогда: Аще зело опечалишься еси ты, приходити сюду. -
Простите за вопрос. Но вы контроль... или так для галочки? По факту ваш вопрос: Что мне вписать в карту контроля? Какой другие нафантазировать требования к соединению? Т.е вы согласны, не смотря на конкретные требования в КД, написать в своём Акте, что проверяли по другой нормативке? Ну если вы не хотите подставлять конструкторов, то пусть берут на себя изготовители. Пусть показывают что варили комбинированным способом, РАД корень, а потом РД. А вы проверите всё согласно КД. Кстати в "гост 14771" написано: "Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80."
-
...и через месяц можно подавать к столу в качестве закуски к аперитиву, особенно хорошо с пармской ветчиной.
-
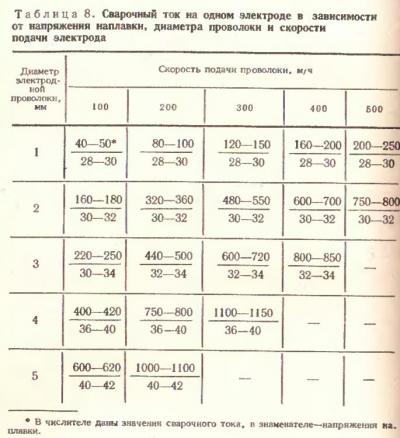
Так берите для одного электрода по максимуму, чтобы если разбивать на два выходило по минимуму. Вы же должны "плясать" от необходимой глубины проплавления или толщины наплавки. Задаться толщиной электрода, выбрать приемлемую плотность тока и отсюда получить ток сварки, всё как обычно. Не могу вам ничего конкретно посоветовать,не зная задачи, но думаю из своих источников вы найдёте то что нужно. Для общей информации ( не образец ), на вскидку(то что под рукой,): "Рекомендуемые плотности тока (j, А/мм 2) при выполнении первого шва (dэ, мм) 2-160; 4-55; 5-50; 6-42" " При оптимальном вылете и напряжении брать на каждые 60м/ч подачи одной проволоки 1мм-40А; 2мм-100А; 3мм-200А; 4-450А; 5мм-700А..." Почитайте: Патон Б.Е стр 732. Кстати этот метод часто применим при наплавке, т.е эту литературу нужно смотреть. Ещё для спаравки
-
"А ларчик просто открывался". @Георгий 11, А ножки то хоть есть?
-
Рад, что открыл для вас что то новое.
-
Стоп, а я разве говорил что не нужно учитывать использование 2х (или более) электродов. Видимо ране не совсем понятно это написал. Суть в том, что увеличение производительности идёт за счёт применения больших значений Iсв. Производительность сварки определяется величиной сварочного тока, которая в своё время ограничивается сечением электрода и надёжностью контакта в токоподводе проволоки. Применение 2х и более проволок снижает это ограничение т.к. сечение электрода и площадь контакта увеличивается. Коэф. наплавки для конкретного вида сварки, режимов и материалов в данном случае не увеличивается, но увеличивается сила тока. Поясню. Вы знаете формулу характеризующую производительность сварки - Qn= aр·Iсв·tосн. Конечно, математически можно представить по другому: взять aр+aр и умножить на Iсв / 2 , (предполагая что это будет ток на одном электроде) и получить в итоге такой же результат... но так неправильно факторно. Я уже писал, что aр условно постоянная , и кроме того Iсв это та величина, значение которой которой обычно прописывается в технологии (тех.карте) общее и затем уже регулируется сварщиком. Итак преимущество этого способа, в увеличении производительности за счёт больших значений сварочного тока, за счёт снижения П/З времени на смену кассет и в возможности варьировать состав наплавленного металла.
-
Армянская ССР, сатирический журнал "Возни" Надпись на транспаранте: «Смерть вирусам!». Подпись под картинкой: «Перед вирусом у нас все двери закрыты!». Тетку видите, как по пояс в хлеб нырнула? Некоторые бессовестные граждане игнорировали специальные вилочки, которыми надо было брать булки и лепешки.
-
При правильном направлении вентиляции поток воздуха должен засасываться в выпрямитель со стороны лицевой панели. Работа вентилятора контролируется ветровым реле. "При эксплуатации необходимо очищать выпрямитель раз в три месяца от пыли и грязи, продувая сжатым воздухом, и заполнять тугоплавкой смазкой трущиеся поверхности, а также проверять исправность контактов, вентилятора, тепловой защиты и других деталей".
-
Вы повторяетесь. Кстати лекцию то слушали вы и даже вроде сдали экзамен со второго раза, может поделитесь знаниями? Или это была очередная байка?
-
Жёлтые цветы дарить нельзя, потому что жёлтый это цвет измены, а мальчику чистить зубы розовой пастой нельзя потому-то розовый это для девочек и т.д… - всё это глупости и штампы. Красный цвет якобы раздражает быков, а статуя свободы находится, якобы, находится в Нью-Йорке - это тоже заблуждения и штампы. Конечно при выборе тривиальной технологии сварки мы тоже полагаемся на штампы (хотя плохого в этом ничего нет). Но и в сварке всё не так однозначно. Не секрет, что применение различных защитных газов позволяет иметь некоторое число вариаций для решения, некоторых узких или специальных задач. Ранее #1011 мне уже пришлось поправить «чересчур ретивых» по поду обвинений в адрес авторов справочника, по которому обучалось не одно поколение специалистов и теперь похоже нужно опять напомнить о возможном «многообразии сварочных процессов» . @gonta, вы конечно же знаете, о существовании А-TIG сварки (по флюсу, с аэрозольными активаторами). Интересно, как вы думаете, на какие продукты разлагаются в дуге оксидные соединения флюса и пары аэрозолей? Кроме того, в некоторых случаях есть даже смысл использовать Ar+CO2 не смотря на повышенный (но не критичный) расход вольфрама, например при толщинах листовых изделий до 1мм. Ещё есть и другие, комбинированные методы сварки с участием ТИГ и другого какого либо способа. Так что, вот на что я бы на что хотел обратить ваше внимание,коллега - если суслика не видно, то, это... это ещё ничего не значит.
-
А точно это прибор? Может просто эталон чувствительности (они бываю в виде пластинки с отверстиями)? Ещё (из приборов) может быть индивидуальный дозиметр и выкладывали чтоб дозу накрутить зачем то.
-
Интересно что? Может воспоминания? А если точнее - равна нулю. Гораздо больше можно получить съев банан или, о боже, пролетев на самолёте.
-
@Mimicrin, Посмотрите http://websvarka.ru/talk/topic/2889-svarka-rasscheplennoj-dugoj/
-
Все методики, пардон. методика по сути одна это -Демянцевича В.П. Почитайте внимательно хотя бы учебник: Акулов А. И., Бельчук Г. А. Демянцевич В. П. Технология и оборудование сварки плавлением. Учебник для студентов вузов. М., «Машиностроение», 1977 вся метода основана на этом.Потом вспомните свои лабораторные о сварке лежачим электродом, пучком и гребёнкой, и подумайте как будет плавиться проволока при "расщепленной дугой" правильно - поочерёдно, т.е расчёт точно такой же как и для одной проволоки и складывать общий коэф. наплавки не нужно. Затем вспоминайте сварку горкой или каскадом, это, по сути, аналог "двухэлектродная сварка" и тоже расчёт будет такой же как и для одной проволоки, только для второй дуги начиная расчёт глубины проплавления учитываете ранее нанесённый слой. Конечно было бы неплохо при расчёте режима сварки для второго прохода учитывать нагрев ОМ от первой дуги по уравнениям Рыкалина Н.Н, (но здесь уж зависит от уровня требований и преподавания в вашем учебном заведении). Можете ещё учесть нагрев от двухдуговой сварки при расчёте необходимости выполнения ТО. Ну вот в общем как-то так, ничего особенного. А общие возможности этих способов, я думаю, вы уже узнали. Спасибо что, уточнили
-
Хроматограф АХТ-СВ, но для разовой акции не целесообразно.
-
В том то и прикол, что теперь они вроде как и не плагиат!
-
Гибридный мультикоптер провел в воздухе 8 часов и 10 минут без посадки или дозаправки в воздухе. Это почти на час дольше предыдущего рекорда, установленного китайской компанией. Максимальная взлетная масса дрона составляет 25 килограммов, а максимальная масса полезной нагрузки — 10 килограммов. Дрон работает на смеси бензина с октановым числом 95 и масла.

-
@pavel83, готов рассмотреть ваше неинтересное предложение и выслать свои реквизиты после предоставления информации о преимуществах "вашего воздуха" и о возможных вариантах его доставки до клиента, кроме как "на прицепе".
-
@morgmail, Тогда пардон. А то у нас на 32 МПа и частотой под 400 об/мин такие штучки не прошли бы.
-
@Zwangsschweiser, Я в нотной грамоте не силен, и в полутонах признаюсь ни-бель-ме, так что вам придётся самому ролик прослушать. Мне же в этой новости интересен юридический аспект. Как бы теперь судились Киркоров с Маруани.
-
Г-305?
-
А Про какие плунжера речь? Под какое давление? Как долго не капает? Сомнительно всё как-то.