

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
- Популярный пост
- Популярный пост
Не смогли под 80 bar шланг обжать, пришлось штуцерок приваривать.


-
 14
14
-
Думал надо мной хотели пошутить, поднял авто и да поперек стоит рессора одна на два колеса из дерева.
Вроде там стеклопластиковую рессору ставили?
-
Кстати.
Смех - смехом, а вот Morgan Motor Company:
"Основным материалом для сборки всех моделей Morgan являются такие сорта деревьев как ясень, дуб, осина, клён, и высокопрочная сталь а также авиационный алюминий." (с)
Это современный вариант.


А чуть пораньше выглядело так.

-
1
-
-
- Популярный пост
- Популярный пост
На что только не пойдешь, лишь бы не фрезеровать.
Нужен был рычаг со смещением относительно стандартного, чтобы устранить неисправность механизма переключения передач (что-то там внутри перескочило, а разбирать не хочется).





-
16
-
"Нагнали самогону, продали его, а деньги пропили". Выхлоп минус 23000 руб.
В данном случае, "русский бизнес" звучит более сурово: купили ящик водки, водку вылили, бутылки сдали, вырученные деньги пропили.
-
1
-
-
Вроде была заварена полуавтоматом на сколько я разбираюсь в этом, и лопнула рядом со швом. Это почему?
В условиях производства я думаю это вообще роботом было заварено.
Лопнуло потому, что труба 0,8 мм, а нагрузка тепловая (до пластиковой накладки иногда нагревается до ярко-малинового цвета) и механическая (вибрационная и ударная) очень высокая. Там, с другой стороны крепления, до меня уже варили на пол-оборота трубы.
-
2
-
-
Полуавтоматом говорите? Без поддува?
Труба 0,8.




-
5
-
-
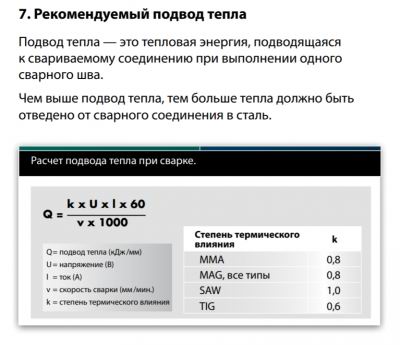
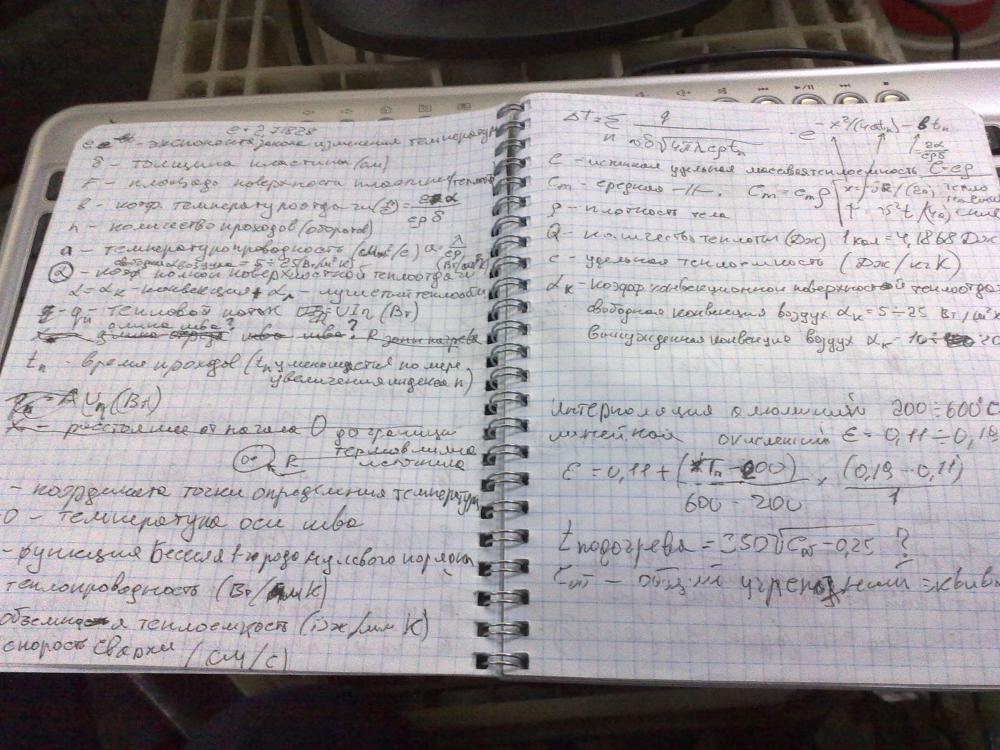
Видеть ли в чем дело, я сейчас писал дипломную работу, изготовление ковша экскаватора, сталь WELDOX. В работу входит обоснование выбора вида сварки, с расчетами тепловложение каждого вида. РДС РАДС полуавтоматическая, автоматическая под слоем флюса. Был выбран метод П/А, режим пульс, с расчетами и обоснованием. Так что я это не с потолка все брал, ну если вам так хочется, пересчитайте, и расчеты покажите, а прилепить формулу без значений, какие то данные написать, и сделать вывод о том, что тиг по тепловложение меньше Миг, извините, не сходится. И при чем проволока, с податчика, горячая, холодная, мы речь вели о глушителе, и человек спрашивал, чем лучше тиг или па. Про такие вводные как подача горячей проволоки речи не шло. И если Вы читали мой пост выше, можно вообще через присадок варить, сварка пайка называется.
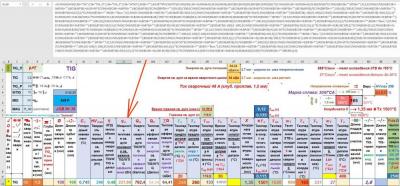
- Я разве про формулу что-то говорил? Я выложил картинку на которой приведены коэффициенты термовлияния. И за эту левую формулу я ничего не упоминал.
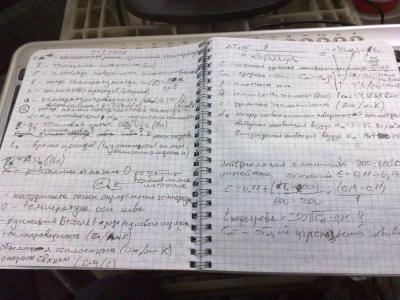
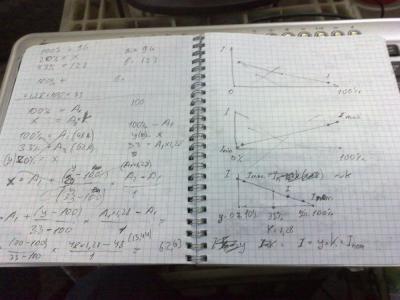
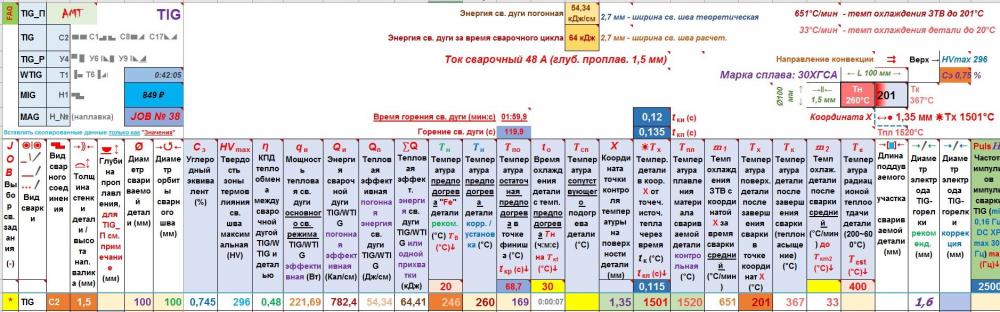
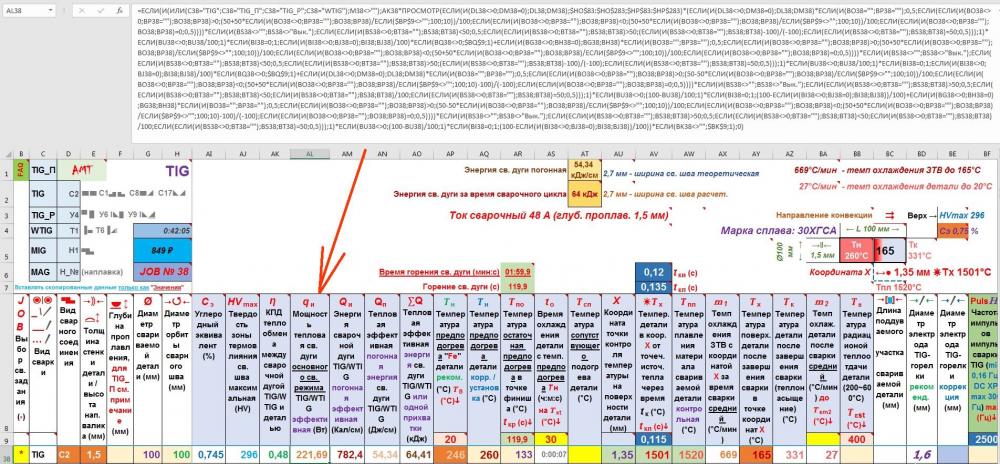
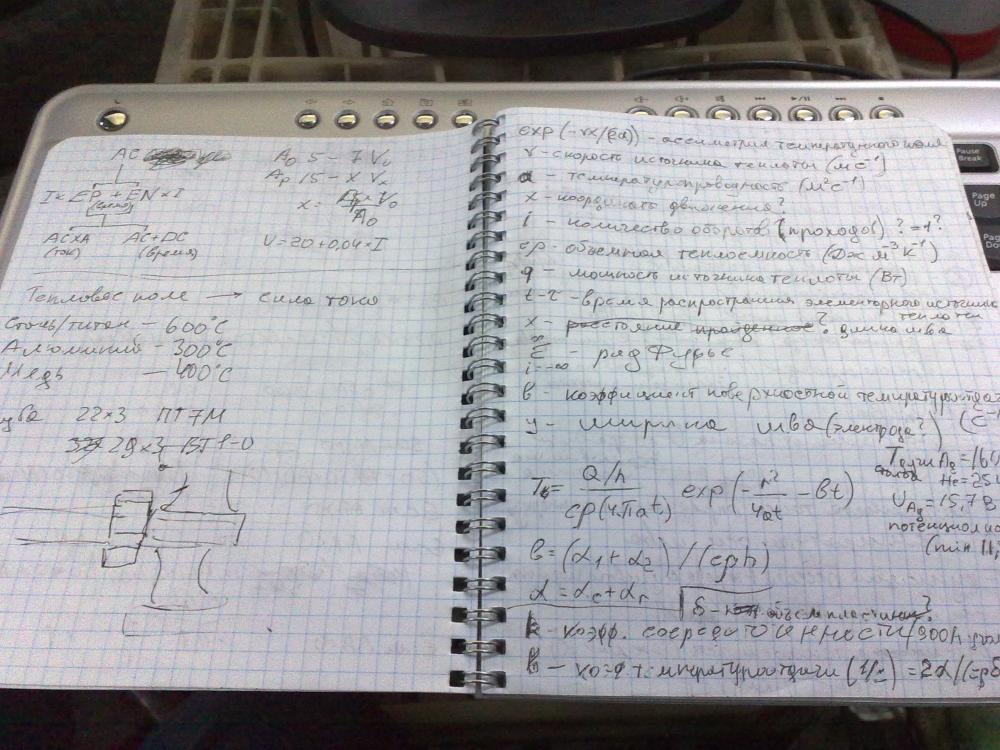
- Дипломную мне уже поздновато писать, так что я сразу пишу программно-аппаратный комплекс под сварочный автомат, и уж поверьте, источник данных у меня отнюдь не потолок. Вот один из блоков программы, как раз отвечающий за теплофизичекие данные (и отображение программного кода расчета тепловой мощности для примера). Ну и коль нет доверия, что я умею считать в столбик, кусочек черновиков прилагаю.
П.С. А вообще, спорим мы об одном и том же, просто рассматриваем результат с разных позиций. Я рад что не перевелись люди способные критически мыслить, есть с кем поговорить.





-
2
-
-
Это, все замечательно, только вот это без одного важного фактора подтасовка, Вы привели формулу, но в формуле нет скорости сварки, реальной, если не лезть в высшие материи, то сколько вы протопчетесь на месте РАДС, и сколько тепла при этом будет вложено в металл, и расчеты тепловложение каждым видом сварки давно посчитаны, и миг/ маг даёт минимальнейшее тепловложение, это на первом курсе, на первых лекциях с ГПТУ рассказывают, с картинками, на которых нарисованы температуры дуги, при РДС, РАДС, и МИГ/МАГ.
А при чем здесь криворукость сварщика? Я речь вел про тепловую эффективность металлической дуги и дуги с вольфрама. И еще, коэффициент на вольфраме приведен без учета подачи присадки, с присадкой он будет еще ниже. При автоматической сварке ТИГ, с подачей присадочной проволоки, различают холодную и горячую проволоку. Горячую проволоку применяют для увеличения тепловой эффективности сварочного процесса, чтобы повысить скорость сварки. И скорость сварки при ТИГ, которая меньше чем при МИГ, зависит не от криворукости сварщика, а от тепловой эффективности сварочного процесса. Точно такая же зависимость в скоростях сварки есть и при МИГ в защитном газе и под флюсом. Под флюсом тепловая эффективность выше и скорость сварки выше.
-
1
-
-
Еще разок залезу на эту тему.
-
2
-
-
и кто сказал что ПА имеет меньшее тепловложение относительно ТИГ - МиФ , и если не так докажите .
Мой вклад в развенчание этой догмы.
-
1
-
-
У меня пульса нет и не было, и этот вопрос я честно говоря не изучал за ненадобностью, но мне кажется, что пульсы в ТИГ и МИГ имеют совершенно разное предназначение. В МИГе это должно напрямую быть связано с физикой плавящегося электрода - с переносом металла. А вот двойной пульс наверное уже связан с особенностями плавления алюминия. Советую почитать, вроде где-то мне информация по этому поводу попадалась, но пока решил не забивать себе головы ее изучением.
-
1
-
-
у нас ракетницы 1947г были и работали исправно
А саперная лопатка у меня была 1916 года, деревянная рукоятка аж черная от времени. Походу нашу самую большую военную базу за рубежом снабдили из какого-то исторического музея. Но все вооружение, включая и автоматы, было в потертом, но хорошем состоянии.
-
2
-
-
У нас, на самолетной стоянке, ночной караул днем сменял дежурный по стоянке. Как-то такому дежурному в обед, когда на стоянке никого нет, было очень скучно и он развлекался, поставив автомат на приклад передергивая затвор и радостно наблюдая как патроны выбрасываются. Дергал, дергал и при очередном досылание патрона - выстрел. Прострелил крыло и бак. Правда автоматы у нас были не новые, у меня был 1957 года.
-
Валера, не опускай руки. Так дойдешь - а зачем я что то свариваю, это же можно купить или попросить кто то заварит.
У меня тут недавно на ГАЗеле труба, которая из глушителя выходит, отвалилась и под колесо заднее попала. Сижу, значит я, горюю по потере трубы, тут мне на глаза попадается корпус от амортизаторной стойки. В общем забил я этот корпус в банку глушителя и наверное годик ездил, пока мне товарищ-автомеханик глушитель не подарил и не поставил.
В общем - по фиг.
-
Валер это так , но там обратного валика и не нужно и если так то можно и без поддува конечно если у сварщика есть уверенность что ежей с обратной стороны не будет.
В рассматриваемом случае, на вскрытом корпусе глушителя и наверняка отрезным диском, а это min 1,2-1,5 мм рез, без поддува обязательно будут не просто ежи, а ежищи.
Но впрочем, чего это я привередничаю, 14 летний глушитель восстанавливать и думать о каких-то изысках? Этот глушитель можно заварить любым видом сварки, если потом возникнут проблемы, то всегда можно просто переварить. Я бы не заморачивался.
-
2
-
-
Это теоретические измышления. Выхлопных газы особо агрессивной средой не являются.
https://e-him.ru/?page=dynamic§ion=33&article=254
Но глушак с поддувом варить, это перебор."Известны два основных вида коррозии – химическая и электрохимическая. Химическая коррозия происходит под действием газов и жидкостей, не проводящих электрический ток (бензин, керосин, смолы и т. п.); электрохимическая – под действием жидкостей, проводящих электрический ток (вода, щелочи, кислоты и т. п.)."https://themechanic.ru/wp-content/uploads/2018/07/Масаков-1-114-10.pdf
Сварной шов, без газовой защиты обратного валика, будет разрушаться из-за межкристаллитной коррозии.
-
Чтобы глушитель с нержавейки (как и всякую закрытую емкость, особо с агрессивной средой, коей и является продукты реакции выхлопных газов) по нормальному заварить, его надо поддувать аргоном, иначе следующие 14 лет он не проходит.
-
1
-
 1
1
-
-
Вот тут уже пожевали эту проблему https://www.chipmaker.ru/topic/247937/
-
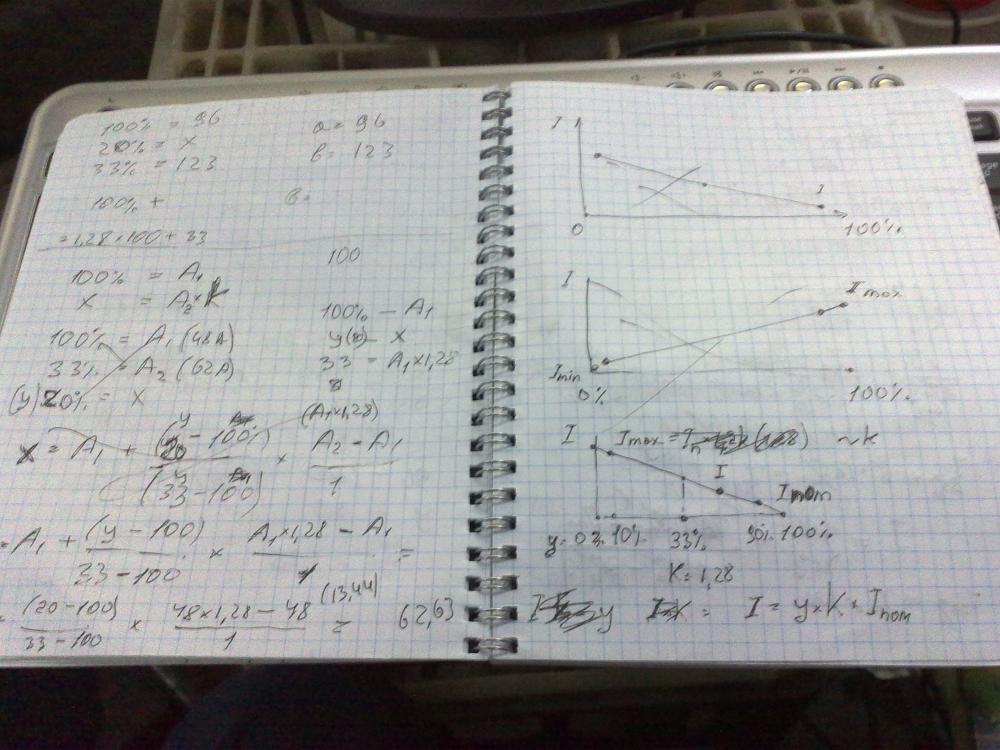
Параметр Амперы и подача проволоки связаны, то есть поднимая Амперы увеличивается подача проволоки и Вольтаж (Вольтаж можно подкорректировать, писал выше). То есть поднять или опустить Амперы и оставить ту же подачу проволоки не возможно, эти параметры связаны между собой.
Связана скорость и амперы. Поднимая скорость увеличивается и сила тока.
В данном случае сила тока и скорость проволоки это одно и тоже, потому отображение этих параметров и связано между собой. На полуавтомате два основных задающих параметра - напряжение и скорость подачи проволоки. Но производители для простоты восприятия неискушенным потребителем зачастую параметр скорости подачи заменяют на силу тока. Ну хоть тут вывели сразу оба обозначения, уже хорошо. Во всяком случае лучше чем просто амперы.
-
Да и пришла мысль уже опосля, если синергетика не дает отдельно от других показателей убавить подачу проволоки то может взять поменять программу, поставить например проволоку 0.6 а программу под 0.8мм.
И что, нет корректировки синергетических настроек? Ну это не дело!
-
1
-
-
Посмотрел, почитал...
"Любое начинание, подкрепленное общественным мнением, никогда не кончится крахом. Если же общественное мнение против, добиться успеха невозможно." Авраам Линкольн
-
1
-
-
Любой, приходящий с на ютуб (или другая площадка) мечтает получить дивиденд, даже если он в ролике гоняет на джипе по тонкому льду водоема. Только для одних дивидендом являются непосредственно деньги, для других - признание их офигенного таланта (джип на льду). Так что все пилят ролики не за даром.
-
2
-
-
Падать с 10 метров и со 100 разницы, в принципе, никакой. Очень многие к этому тезису легкомысленно относятся, до момента истины.
-
1
-















Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
0,8