

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
Вид легирования влияет только на эмиссионными свойствами пленочного электрода (про пленочный электрод смотреть в умных книжках) и больше ни на чего, коим и является неплавящийся электрод легированный оксидами разных металлов. Электрод из чистого вольфрама не является пленочным (практически) поэтому у него эмиссионные свойства очень посредственные.
-
Чтобы избавится от таких "ожогов" необходимо обеспечить надлежащую газовую защиту, в том числе и с обратной стороны шва.
-
 1
1
-
-
На одном предприятии варили нержавейку (в автоматическом цикле), так оператор перед стартом дуги, всегда немного тюкал электрод куском нержи. Газ хороший, шов чистый. Но если так не сделать, то с энного раза, поджог дуги не с самого начала шва мог быть, а это брак.
У меня на автомате иногда точно так же не поджигается, приходиться шоркать по электроду пилкой для ногтей.
возможно вы не учитываете температуру электрода. А где температура электрода там и эффект ионизации газа. Для примера, поиграться другими марками электродов, а так же диаметром.Там работает эмиссия, а в конкретном случае катодное пятно. При большой нагрузке на электрод (баланс на плюс) он начинает разрушаться и катодное пятно может перестать работать, отсюда резкое падение эмиссии (моя версия эффекта пердежа). Электроды для переменки, как раз с высокими эмиссионными свойствами.
-
Потом поставил +8 зачистки (ручка влево до отказа) и вот оно, и процесс нормализовался и свободно работает на 200Гц. Только что то не как не увяжу все эти факты. Если аппарату не хватает зачистки то у него на электроде больше времени минус, а значит вроде как он не должен загрязнятся от разбития оксидный пленки.
Ничего нового, но может поможет.

-
Имеешь ввиду, рассчитать спад таким образом что бы как только деталь уже перегрелась делаем спад так что бы к концу сварки выйти на то что нужно по температуре? Это реально рассчитать?
Если сварка серийная, то почему нет. Но можешь даже не начинать мечтать. Я уже сказал, что на Сиборе маленькое время спада. Например у меня на Тритоне 15 секунд спад, тоже мало но все же больше. Правда на Сиборе можно еще 9,9 секунд добавить временем заварки кратера, но это уже не совсем то.
-
Где, имелось ввиду при каком процессе. То есть такое количество спада очень много что бы остудить ванну и продолжить сварку. Остудить не в плане совсем холодная, а для того что бы продолжить дальше сварочный процесс.
Варишь например вращающуюся трубу алюминиевую без педали и она в середине процесса начинает перегреваться.
-
1
-
-
А где может пригодится больше?
На сварочном автомате.
-
Валер, посмотри повнимательнее, не видно ориентиров но примерно за 3-4см до края-прихватки шов начал увеличиваться в ширину, это понятно, край, деталь изрядно прогрелась и надо что то делать.
При современном развитии кибернетики эта проблема - совсем не проблема.
Вот жалко на Сиборе спад всего 9,9 секунд.
-
Но видать не рассчитали, шов то под конец разошелся у них.
Это переплавленная прихватка на краю детали.
-
Интересно, а как рассчитывают сварочный ток.
Если работа не серьезная, то на глазок, а так с помощью математики и теплофизики.
Вот примерно так. Определив температурные поля, в данном случае на кольцевом шве в зоне завершения сварки, можно определить и сварочный ток, посчитав его через тепловую энергию.

-
1
-
-
Так тут и не видно как проволока в ванну подается. Просто процесс сварки с автоматической подачи проволоки.
Штирлиц шел по Берлину. Вдруг ему на голову упал кирпич. "Вот тебе раз" - подумал Штирлиц. "Вот тебе два" - Подумал Мюллер, и сбросил с крыши второй кирпич.
-
2
-
-
в моем доморощенном видео с лежачей присадкой шовчик разломило после 4х сгибаний , а с покапельным введением шов цел и отломило рядом и так должно и быть и выдержал он 13 сгибаний то есть в два раза с "хвостиком" больше , да вот и американец говорит дуга к материалу перпендикулярно или почти около этого , да и роботизированная сварка дуга перпендикулярна к изделию и не как иначе
Если при одинаковых условиях (ток, скорость), лежачая присадка сильнее охлаждает ванну и проплавление меньше, может и поэтому шов получился слабее.
Про автоматическую сварку алюминия. Тяжесть настройки оправдана только на серийных изделиях, или на длинных швах, когда есть время отработать тех. процесс. Я бы на руках не рискнул бы варить с автоматической подачей проволоки, очень много факторов, которые могут все испортить.
-
1
-
-
Ну не знаю не знаю кто тут прав , но вот особо то не видно как подается проволочка у Панасоник и даже допустим непрерывно но она не лежит в ванне а именно подается в нее
С алюминием все несколько сложнее чем со сталью. Там нужно добиваться, чтобы проволока не оплавлялась о дугу до входа в ванну, так-как падающую в ванну каплю расплава легко сдувает газодинамическим потоком дуги (алюминий легче чем сталь и сдувается легче). И еще, эта капля быстро окисляется. Подача возвратно-поступательная, чтобы выдернуть проволоку до оплавления, а еще и пульс для надежности.
-
Сколь бывал на выставках и вот ЕВМ часто показывал автоподачу проволоки на тиг сварке и немцы работали но не разу они машинку не настроили так чтобы проволочка "купалась" в ванной
Это были неправильные пчелы и они готовили неправильный мед.
-
сколько может стоить сварка гбц
А это может быть и перегретый мотор.
-
2
-
-
Рамы велосипедов, а тем более мотоциклов из хромомолибденовой стали не редкость. Велосипедные рамы из баттированных труб от известных производителей и из гидроформованных элементов по весу не сильно уступают алюминиевым.
Только варить такие тонкие трубы аппаратом с посредственными характеристиками - так себе занятие. Могут побить.
-
3
-
-
более 10 лет работал без педали,в основном работа с алюминием.Не так давно купил педаль и для меня стало неудобством привязка к стулу, да и вообще очень трудно переучиваться, словно сёл за авто с ручным управлением.
Я тоже без педали варю, так-как при сварке упираюсь на обе ноги. Даже при ножном управление вращателем из-за этого возникают проблемы. Но при управление автомобилем и мотоциклом проблем переключаться с ноги на руку никаких.
-
1
-
-
Валер, если не трудно можешь попробовать баланс +8 EN и +8 EP при каком шарик образуется на WL-20?
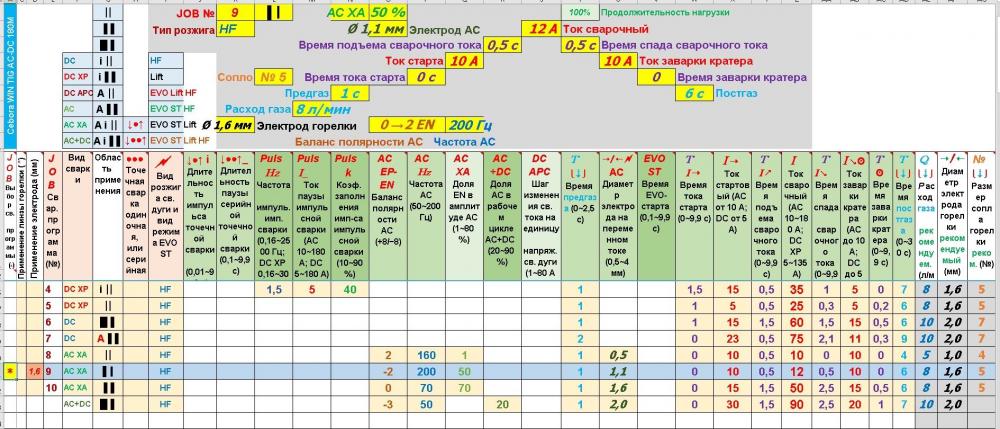
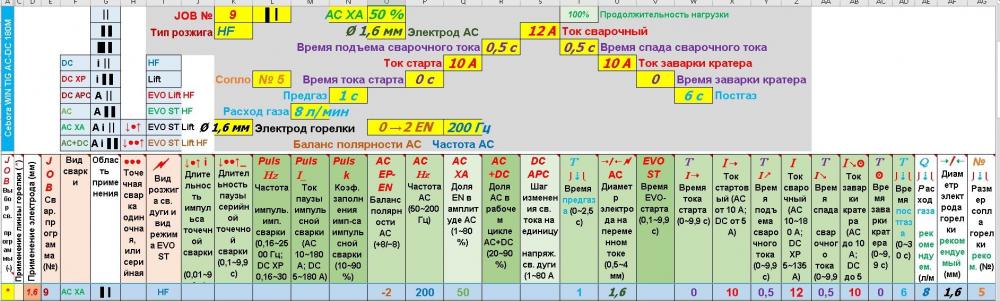
Прошивка 014 08.03.2021. Прошивка дисплея 009 21.01.2021.
Электрод 1,6 мм; 12 А; 200 Гц; АС ХА 50%.
8 EN

8 PN
 Понятно что аппарат можно как то подстроить и убрать этот эффект, считаю что это не правильно, аппарат должен работать на любых режимах, вот прям на любых которые в него заложены. А дальше сварщик исходя из своего опыта уже подстраивает аппарат смотря что у него получается при сварки - мало зачистки, маленькое проплавление или все наоборот? но дуга должна гореть при любых режимах и соответствовать им (например на большой частоте узная и сконцентрированная, на маленькой широкая и менее сконцентрированная). А тут получается мы ищем у него режимы в которых ему не поплахеет. То есть хочется добавить частоты что бы шовчик поуже получить и дугу по уже, а тут нет я на такой частоте не варю, мне хорошо на другой. Замечательно.
Понятно что аппарат можно как то подстроить и убрать этот эффект, считаю что это не правильно, аппарат должен работать на любых режимах, вот прям на любых которые в него заложены. А дальше сварщик исходя из своего опыта уже подстраивает аппарат смотря что у него получается при сварки - мало зачистки, маленькое проплавление или все наоборот? но дуга должна гореть при любых режимах и соответствовать им (например на большой частоте узная и сконцентрированная, на маленькой широкая и менее сконцентрированная). А тут получается мы ищем у него режимы в которых ему не поплахеет. То есть хочется добавить частоты что бы шовчик поуже получить и дугу по уже, а тут нет я на такой частоте не варю, мне хорошо на другой. Замечательно.Если бы производители сделали ПО с дифференциацией по сварочному току, то это был бы полноценный профессиональный аппарат с синергетическим управлением. Но нет, это бытовой аппарат. Так что был сделан широкой диапазон настройки, перекрывающий все используемые сварочные токи. А то что на низких токах, диапазон настроек слишком широк - это издержки. Хотя я уже сам себе противоречу, вроде аппарат бытовой, а пользователь должен быть профессионалом. Но по мне так даже лучше, свой профессиональный уровень всегда можно подтянуть под аппарат, а вот наоборот уже сложнее.
На основании последних данных свою "Программу настройки сварочных режимов" переписал под новые найденные настройки, вроде ничего сложного, но получаются очень примитивные зависимости. Вот если делать все полноценно, то очень сложный алгоритм вытанцовывается. Основная загвоздка в том, что трудно задать зависимость от размера детали. Различия по теплоотводу из сварочной зоны у деталей разного размера (разной теплоемкости) очень существенные, что сильно влияет на сварочную ванну по мере прогрева. Потому на алюминии и используют педаль, чтобы хоть как-то этот эффект компенсировать
-
Но ток росжига вроде меньше или у тебя больше был? Не давно радиатор от АКПП Ниссана Навара надо было штуцер заварить (прогнил) и отверстие бочке. Попробовал электродом 2.4 как то не очень, но поставив 1.6 и поигравшись настройкой диаметра электрода, а именно поставив 0.5мм вроде все заварил. Может все таки настройка диаметра электрода как то на это влияет, то есть если ставишь электрод 2.4 то и настройку надо делать не меньше, аппарат может как то это определяет. На днях наверное сниму видео о том что на аппарате перепутана настройка баланса полярности и отошлю в Cebora, сказали прислать видео, но вроде ни кто не жаловался, но я как бы хоть и не опытный сварщик но вижу что "ослик" показывает и что происходит с электродом.
Сегодня, после того как накасячил на кондиционерной трубке, решил все же отстроить аппарат.
Ну и заодно скажу за баланс полярности: все там работает в нужную сторону и адекватно регулируется.
В чем я не варю. Не варю я в обычном режиме, а только с регулировкой амплитуды полярности (АС ХА). На тонкой стенке (1 мм) и на детале с низким теплоотводом у меня получились такие настройки.

С такими настройками получается большая концентрация теплоты, так что ток 12А для быстрой сварки. Можно баланс амплитуды полярности (АС ХА) и 80% поставить, тогда это будет практически на постоянке сварка. Пердеж у меня возникал, когда процент АС ХА был маленький и баланс полярности около +3.
Тестил часа два на алюминии с не зачищенной коркой оксида, дуга горит адекватно, оксид не мешает. Особое внимание уделил подачи присадки. На тонком была проблема, что конец прутка окислялся и не плавился. Теперь добился, что пруток можно от дуги не убирать, плавиться вместе с ванной, как на нержавейке (ну конечно лучше убирать, но хоть теперь присадка дугу не срывает).
-
1
-
-
Но ток росжига вроде меньше или у тебя больше был? Не давно радиатор от АКПП Ниссана Навара надо было штуцер заварить (прогнил) и отверстие бочке. Попробовал электродом 2.4 как то не очень, но поставив 1.6 и поигравшись настройкой диаметра электрода, а именно поставив 0.5мм вроде все заварил. Может все таки настройка диаметра электрода как то на это влияет, то есть если ставишь электрод 2.4 то и настройку надо делать не меньше, аппарат может как то это определяет. На днях наверное сниму видео о том что на аппарате перепутана настройка баланса полярности и отошлю в Cebora, сказали прислать видео, но вроде ни кто не жаловался, но я как бы хоть и не опытный сварщик но вижу что "ослик" показывает и что происходит с электродом.
Айда в тему про Сибору, а то для данной темы это слишком специфические проблемы.
-
Да, есть такое не от марки а от того что на электроде появляется "налет от алюминия" и он (электрод или аппарат) плохо держит дугу. Заметил, как только начинается "пердеж" меняешь электрод и дуга становится стабильной и звук хороший, но это не надолго. Будет время на аппарате попробую загнать в минимум положительную волну, так как она в таком положении равна отрицательной, может это поможет, а то я добавляю плюса, а он и так при нуле больше чем минус, то есть и так есть очистка.
Сегодня столкнулся с этим пердежом в полный рост. Можно сказать не смог заварить. Варил трубку кондиционера.
Что заметил. Когда пердеж начинается, такое ощущение, что сварка происходит на токе розжига. Электрод сразу оплавляется. И чувствуется ток очень большой, у меня сварочная ванна на трубке сразу провалилась.
С этим надо что-то делать.
-
Отвратительнейшая инженерная школа, дичайшие конструкции, абсолютно неадекватные инженеры.
Их конструкторская школа держится на историческом авторитете конкретных личностей, чьи фамилии носят компании. Я сталкивался только с авто- мотопромом, а там Феррари, Мазетати, Дукати и еще много кто. Перед этими личностями надо снять шляпу и никогда ее больше не надевать. Но как и у каждой нации, у итальянцев есть свой менталитет (пресловутое понятие, многими отвергаемое). Очень хорошо это показано в советском мультфильме "Ограбление по...", там, где итальянец, в образе Мастроянни, французы - Делон, Габе и наши с американцами грабят банк.
У меня еще с начала 90-х все оборудование итальянское. Вроде все добротно, много чего до сих пор работает, но повторюсь, во всем есть какой-то итальянский оттенок. Что характерно, мое мнение, китайцы практически полностью повторили такой подход, внеся в него много чего от себя.
-
Но это не тот Maserat попался , а так они технари даже может и немцев переплюнут .
Техническая составляющая итальянских конструкций восхитительна. Но, повторюсь, во всем присутствует какая-то нотка разгильдяйства. Это, наверное, ни хорошо, ни плохо, это особенность конструкторской школы.
-
1
-
-
Да нет , итальянцы из Селко сделали без всяких урезаний на высшем уровне , нет у них (имеется в виду Селко) отличий от самого маломощного на 180А до самого мощного и не помню вроде 500А вообще весь функционал одинаков как две капли воды и можно мануал от 180 применять к 500ке .
Может просто лень было урезать для младшей модели.
Мое суждение о итальянцам сложилось по конструкторской школе в автомобилестроение. Все, с чем мне приходилось сталкиваться очень сильно напоминало Жигули, в плохом понимание этого слова. Окончательно меня добил Maserati Shamal https://ru.wikipedia.org/wiki/Maserati_ShamalПод капотом у него было точно также как в Жигулях 2101, вот прямо один в один. Какие-то итальянцы не ответственные что ли.



CEBORA TIG 180 AC/DC
в Обзоры, тесты и отзывы
Опубликовано · Изменено пользователем hvr63
Мне кажется, мы по этой проблеме уже на третий круг заходим.