

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
- Популярный пост
- Популярный пост
Выхлопные трубы авиационного двигателя Continental.
Труба 40х1,5 AISI 304 (фланцы не мои, мои только отводы).








-
 18
18
-
То есть получается если я свариваю свои "коротыши" до 100м то это нормально, что скорость сварки у меня постоянно меняется? А вот если я сваривал что то большое и длинное то там уже можно подобрать ток и скорость будет относительно одинаковой. Просто смотрю иногда видео как сваривают профессионалы, например трубы и видно что у них как то процесс идет не спешно-размеренно, ни куда не торопятся и скорость вроде по видио одна и та же.
Еще это зависит от теплопроводности материала, насколько сама деталь будет нагреваться, а также от теплоотдачи, насколько она будет быстро остывать. Нержавейка и черная сталь заметно отличаются. И сталь и алюминий очень по разному, в этом плане, себя ведут.
-
Хотя вон тут полно картинок на вращателях сварка и там вроде вращение идет с одной скоростью и шов вроде весь одинаковый.
Нет. На относительно малых диаметрах, где приток и сток теплоты не успевает сбалансироваться до окончания сварочного цикла, сварочный шов имеет разную ширину и проплавление в начале и в конце. И это иногда является серьезной проблемой, решением которой являлся бы дифференцированный сварочный ток, или скорость сварки, но это технически сложно осуществить.
-
кому лень читать резюмирую - если шов равнопрочен основному металлу
Равнопрочность шва (зоны термовлияния) и основного металла - вещь труднодостижимая, особенно в крупногабаритных изделиях, которые не технологично подвергать термообработке. В данном контексте корректнее вести речь о равнопрочности сечения с учетом запаса прочности.
-
"У каждого свой вкус" - сказал индус, слезая с обезьяны...
-
1
-
-
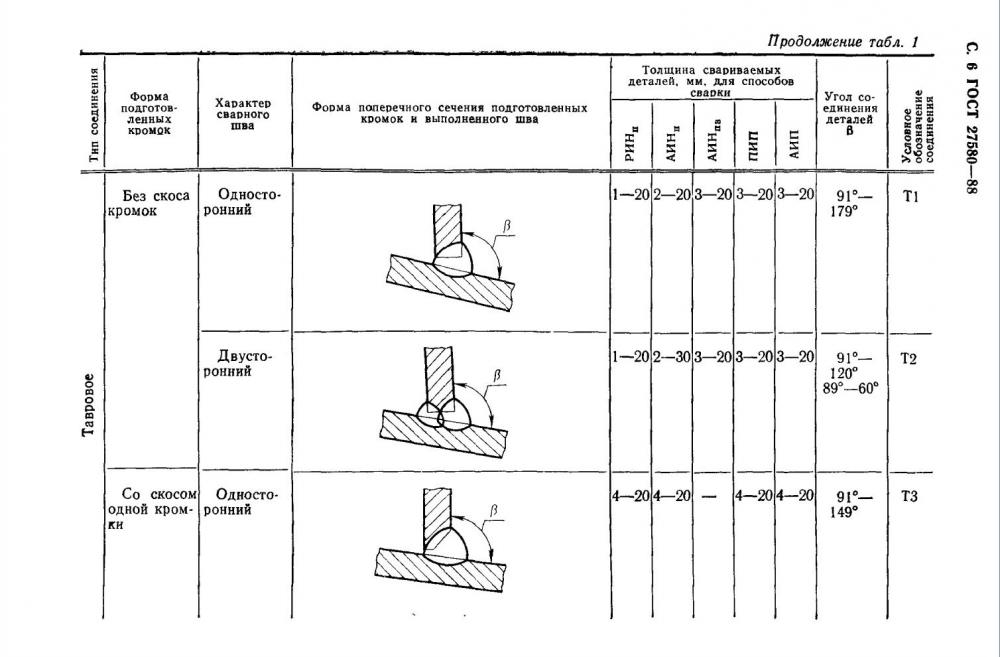
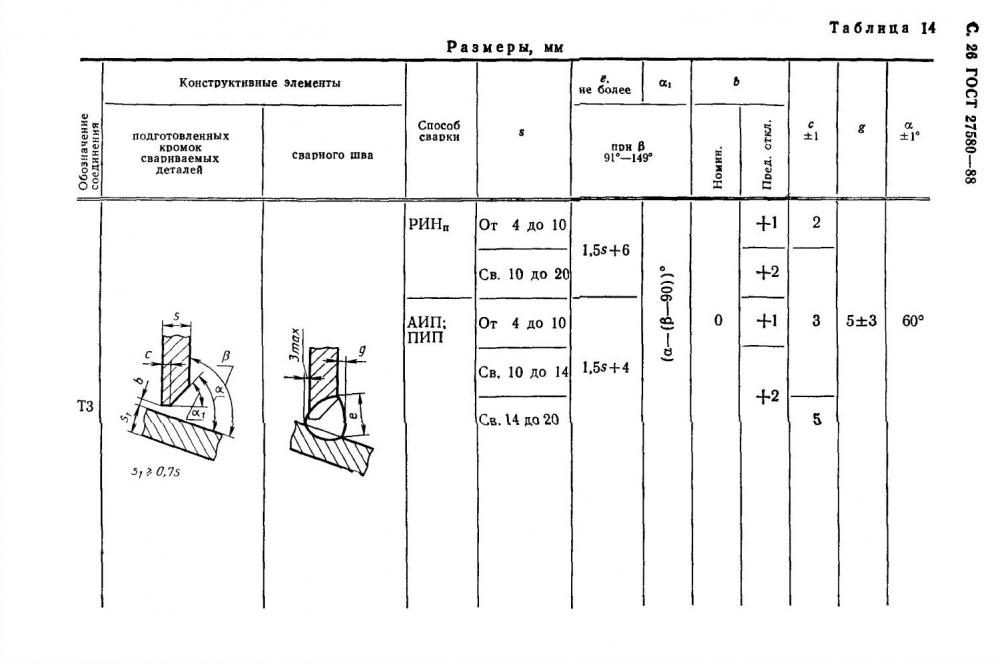
Вопрос к специалистам: Необходимо приварить алюминиевую полоску толщиной 5мм к основе 5мм под углом градусов 40-45. Я так понимаю, что разделку стыка на внешнем углу в данном случае делать не нужно, т.к. сами детали образуют как бы эту самую разделку за счёт толщины этой полоски? Верно?
-
3
-
-
Еще раз на них удивился, хотели вставить алюминиевую проволоку и расклепать.
А что, хорошее оригинальное решение на безрыбье для, например, полевых условий (я не смеюсь).
-
Я вообще обрабатываю не бор-фрезой, а обычной, для фрезерного станка (5-ти, или 6-ти перьевой).
Ошибся. Фреза 10-перьевая. Но мнение не изменяю, хочется фрезу с меньшим количеством перьев, для больших оборотов и производительности.

-
3
-
-
вроде держу не слабо ее, и не так сильно нажимаю, но все равно чуть нажал то прям прыгает, как будто фреза имеет всего один лепесток
Я вообще обрабатываю не бор-фрезой, а обычной, для фрезерного станка (5-ти, или 6-ти перьевой). Если была бы с подходящим хвостовиком 3-х - 4-х перьевая, то предпочел бы их.
-
То есть при обработки металла машинку не должно отбрасывать?
Это регулируется исключительно оборотами. Резонанс (отбрасывание) зависит от количества зубьев фрезы, от этого и подбирают минимальные обороты, на которых не будет резонировать.
-
нужны большие и стабильные обороты, чем больше обороты тем мягче должно идти фрезерование
Нужен регулятор оборотов (если электрическая) и достаточная мощность. А обороты нужны и не такие уж и очень большие, а то на фрезу будет алюминий налипать.
У меня вот такая. Все нормально работает.
-
1
-
-
Судя по качеству обработки днища поршня, тому мотору, на котором поршень стоит, вряд ли что сделает хуже.
-
Да просто новая зарядка способна заряжать последние, разогнанные модификации аккумуляторов.
-
Я увидел в статье, что на акб в 3,5в идёт зарядка 4,2.
https://neovolt.ru/blog/1075_napryazhenie-li-ion-akkumulyatora-3-6v-3-85v
-
hvr63, а какой подогреватель воздуха используете?
Sata.
-
То есть, это нормально, что зарядное напряжение немного выше?
Я не силен в электронике, но если одна литий-ионная ячейка 4,2 В, то все остальное зависит на сколько вольт собрана батарея.
-
Вот как обращаться с литий-ионными батареями.
-
Та система что для маляров, уж больно для экстремальных условий. Я в такой красил практически со 100% заполнением окрасочной аэрозолью, в помещение абсолютно без вентиляции. Расход воздуха литров 350-400. Без подогревателя воздуха работать невозможно. Основной блок подготовки воздуха тот же что и на краскопульт - стационарный. У маляра на поясе: редуктор-регулятор; фильтр угольный; подогреватель. По идеи и увлажнитель нужен, но у меня не было, так как в системе подготовки воздуха не было криогенного осушителя. Без осушителя другая беда - воздух чрезмерно переувлажнен (не во всех погодных условия по относительной влажности).
Для сварки избыточное давление под маской нужно конечно не такое как в невентилируемой покрасочной камере но перечисленное выше хоть и в меньшей степени, но будет проявляться.
-
1
-
-
Во как. Я думал проблема только в Т-образном шве, а тут еще кольцевой шов.
Тогда так:
- будет отклонение по прямолинейности на Т-образном шве;
- будет отклонение по несоосности на кольцевом шве.
Решение:
- Т-образное соединение править после сварки;
- на кольцевом соединение обеспечивать соосность проточкой посадочного, варить на вращателе (оптимально TIG телом).
И.
Без кондуктора соосность на кольцевом шве не обеспечить, все равно будет крутить по мере кристализации шва. И нужен отпуск прямо в кондукторе.

П.С. Все выше сказанное к данному инструменту отношение не имеет. Требование к функционалу данного инструмента - только обеспечить отсутствие ступеньки на кольцевом шве.
-
2
-
-
В том то и вопрос , можно ли сварить без деформации штока ?
В конструкторско-производственной практике, как правило, труднорешаемые операции заменяют на более технологичные.
В вашем случае, вместо трудновыполнимой задачи сварить без деформации можно применить правку детали после сварки, что гораздо проще.
-
1
-
-
-
Товарищи, а что вы можете сказать вот за эту штуку?https://www.avito.ru...2105_2259825006
Если на этой штуке нет подогревателя воздуха (там что-то стоит похожее, но до конца непонятно), то без него будет сильно не комфортно.
-
Соорудил тележку под 1кВт электростанцию.
Тоже однажды надоело таскать генератор (6 кВт) на родных полозьях. Пришлось нарисовать и изготовить. Задача была брать с собой в бусик на соревнования.





-
7
-
-
Итальянский стул (на фото каркас спинки).
Пока я этот каркас вертел-осматривал - он окончательно рассыпался у меня в руках.
Все швы, без исключения, пришлось переваривать, причем пришлось переплавлять все наляпанные наросты-блямбы, именуемые итальянскими швами.






-
4
-





















Будни сварщика с иллюстрациями..
в Фотогалерея
Опубликовано · Изменено пользователем hvr63
- Да, горелка подпружинина, и штанга удерживает расстояние, что позволяет обкатывать, теоретически, любую поверхность. Практически - квадратную трубу варить не получиться, так-как нет системы удержания перпендикулярности горелки к поверхности.
- Скорость сварки указана справа.
- Отвод позиционировался исключительно по вкусу летчика-заказчика - он рисочки поставил, ему и летать.