

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
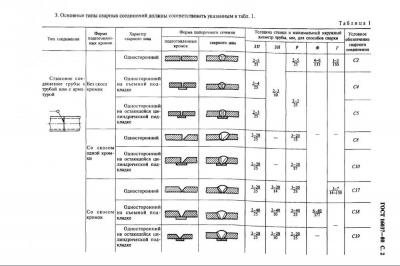
Всё же куда проще, варите образец, проводите мех испытания и при неудовлетворительных результатах по металлографии смотрите в какую сторону сдвигать режим.
Нет образца, нет мех. испытаний , нет металлографии, а есть заказчик, который стоит рядом и ноет: сделай быстрей, потому что "мы тут сидим, а там все стоит".
Вот для примера (уже не раз хвастался):
- муфта Haldex (предположительно аналог 40Х) - машина стоит разобранная;
- амортизаторная стойка от ЯК-18 (30ХГСА) - доработка на другой самолет.
И этот заказчик (на приведенных примерах один и тот же) не соглашается даже на термообработку, хватает деталь и обжигая руки убегает, хотя сам является авиационным конструктором. Вот ради таких случаев все и затевалось.
ПС. У нас конечно же все, какие бывают, средства контроля есть (посмотрите из какого я города и кто разработчик Х-101 и других "Ха"), но никто из заказчиков-обывателей на это не идет.




-
 4
4
-
-
Мне, когда я задался целью рассчитать теоретическую температуру свариваемой детали (а это и есть вытекающий из всего этого перфоманса показатель), эта затея показалась легкой прогулкой. Типа буду знать погонную энергию (правильнее - погонную эффективную) и по незамысловатой формуле все рассчитаю.
В итоге, работа растянулась на четыре месяца. Все оказалось не непросто, а офигеть как непросто.
Вкратце поясню суть затеи. Есть сварочный автомат и есть одна единственная деталь из стали с ограниченной свариваемостью. Нужно эту деталь сварить без всяких проб и ошибок, с первого предъявления.
Дальше разглагольствовать не буду, скажу лишь, что погонная энергия очень сильно косвенный показатель в истинной температуре свариваемой детали. Можно конечно его притянуть за уши к калибровке оборудования, но только для формализации техпроцесса.
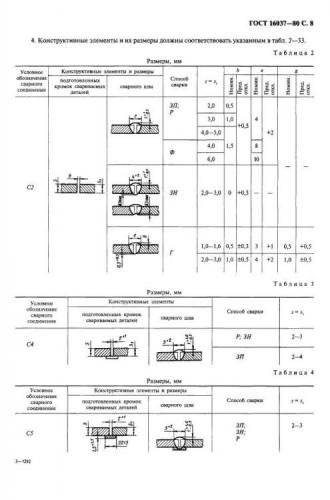
Вот для примера теплофизические свойства двух разных способов автоматической сварки одной и той же детали. Расчетные температуры (начальная/подогрев; зоны плавления; конечная и др.) - на эскизе детали (прямоугольничек с размерами).


А вот та же деталь при ручной сварке. Теплофизики уже нет, так как скорость сварки не определена.

-
2
-
-
Страшно спрашивать ни о мимо не пройти: а это извините как?
Про какой как вопрос?
-
Я не специализируюсь на кондиционерных трубочках, так что как-то так.
Трубка D8.


-
8
-
-
Наверное оперировать погонной энергией имеет смысл на сварочном автомате, или на TIG с автоматической подачей проволоки, или на полуавтомате. На всех остальных видах сварки, где не определена скорость сварки в конкретный момент времени (не взята скорость на одну деталь; за смену и т.п.), понятие погонной энергии будет условным и прямой связи с тепловложением иметь не будет.
-
Я не специалист конечно, но перепрошивать оборудование самому, да еще и с большой номенклатурой...
Если так критично соблюдение параметров техроцесса, может проще, и наверное дешевле, привязать этот техпроцесс под конкретное оборудование. И останется только проводить проверку этого оборудования. А к калибровке привлекать производителя.
-
Но теперь похоже и уже давно комбинат не работает , хозяина??? на майбахе не видно , да и кто его знает где он скорее где нить в Монако .
У нас в окрестности, в те годы, хозаев мясокомбинатов (а также водочных) обычно убивали, если они сами от инфарктов не умирали.
-
Блин а я о 8-ми миллиметровой цанге мечтаю (у меня 6 мм). Борфрез на 8 у меня есть, а вот на 6 мало.
Работал я такой, вроде нормально, только моя грелась.
Кстати, интересный факт. Кто знает почему болгарки "болгарками" называют?
Во первых почему-то болгарками стали называть углошлифовальные машины, что неверно. Первоначально так называли прямошлифовальные машины (бормашины). Все пошло с того, как начали выпускать Жигули. Станции техобслуживания комплектовали, в том числе и болгарским инструментом. Вот там и были болгарские прямошлифовальные машины. Инструмент со станций техобслуживания начал потихоньку перекочевывать в народные массы, а вместе с ним стало распространяться и название.
-
1
-
-
напилил нужное количество металла с нужными размерами и углами
И ошибся, или думу передумал, и заново весь штакетник перепиливаешь.

-
2
-
-
Один Валера мне тут на каком то птичьем-сварочном языке что хочет сказать, все у него очень интересно, но ни куя ни чего не понятно.
Я уже изучаю предмет, скоро буду свободно на фене ботать
-
И не понял пока как определять сколько нужно поддува, как видно по ванне много газа или мало.
Тут больше давление поддува играет роль. Если давление большое то ванну может выдуть, если мало, то ванна может провалиться. Шов должен быть с небольшим усилением. Особую актуальность это приобретает на сварке телом. Я выходное отверстие поддува делаю всегда 4 мм, расход 4 л/м, как базовое значение, а так по месту. Ну и по окислению обратного валика.


-
6
-
-
Без вращателя такие детали варить не вкусно. Вращатель хоть самый примитивный, хоть с ножным приводом как гончарный круг и то уже легче.
-
2
-
-
Да, если все таки нержавейка и буду сваривать, надо делать небольшой зазор, что бы лучше проконтролировать обратный валик или сваривать встык?
-
Она не как медь сваривается? Пробовал медную трубку сварить от кондея вроде получилось.
Еще хуже.
Общая плохость при сварке меди и латуни - это риск охрупчивания шва из-за поглощения кислорода и водорода. Также, из-за возникающих напряжений в шве - риск появления трещин. Для предотвращения растрескивания необходим отпуск, или отжиг. Ну и самое главное. Из-за низкой температуры плавления и кипения цинка, сварку необходимо вести на очень низкой температуре, а это требует большой ловкости.
В общем, чтобы сварить тонкостенную латунную трубку, работающую под приличным давление (не забываем про гидроудар в магистральных трубопроводах), нужен героизм и запас денег, для оплаты ремонта квартир соседей снизу, после их залива из-за разрыва сваренной трубки.
-
Латунь то ведь тоже сваривается, вопрос только что хром весь отгорит.
Сварка латуни, это по сути только присрать, хотя случайно может и красиво получиться. Но не в этом случае.
-
Латунные трубы имеют шов?
Еще как имеют.
Сантехническая арматура практически вся латунная под никелем, или хромом.
Вот яркий пример попадалова с неправильным определением материала. Начал варить как нержавейку, ну и пришлось эту покрытую латунь доваривать с нержавеющей присадкой. Вещь моя, и ей лет сорок, все к ней очень привыкли, жалко выбрасывать.

-
Вот и у меня первая нержавейка
А это точно нержавейка, не латунь?
-
1
-
-
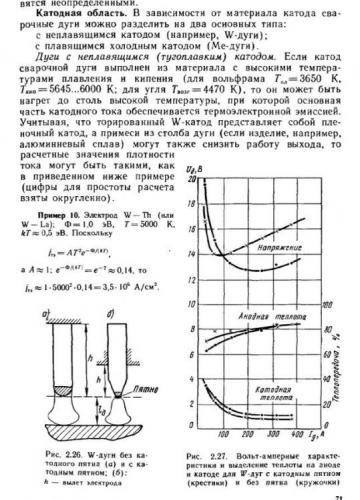
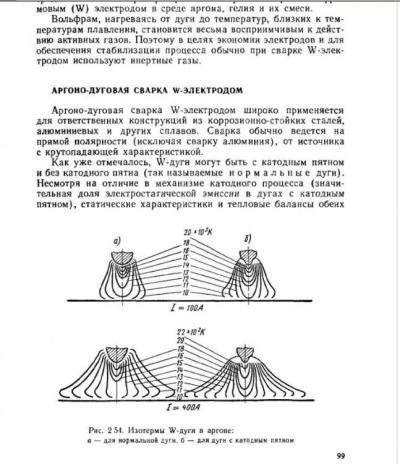
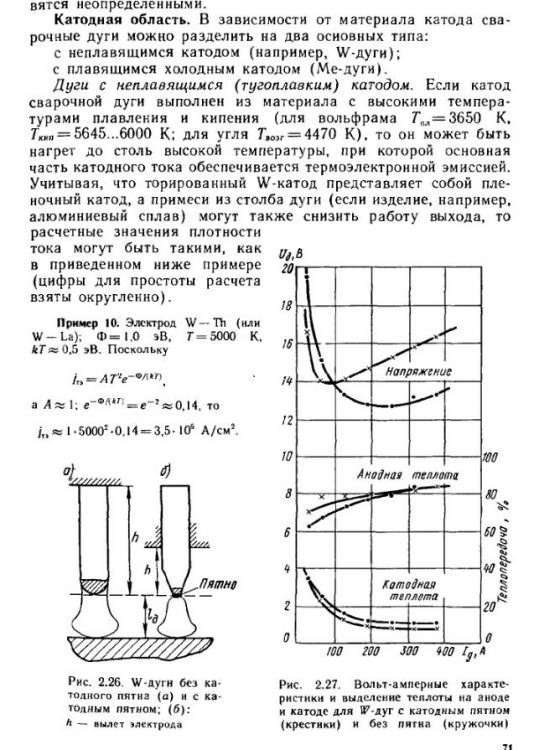
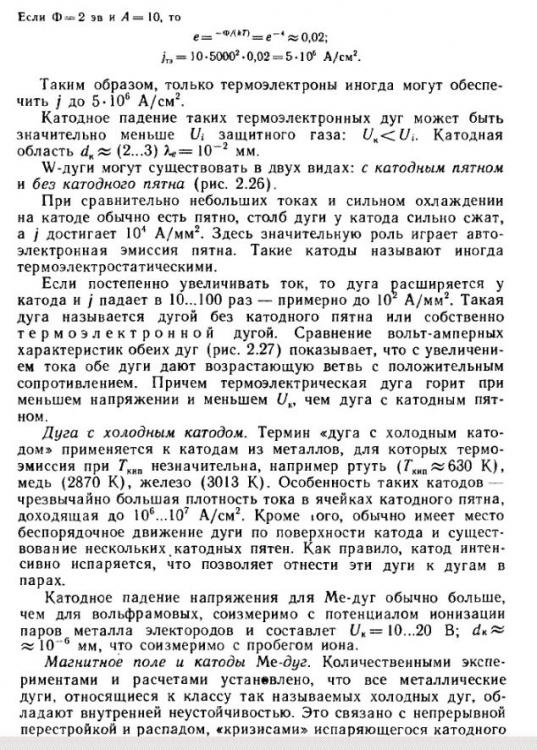
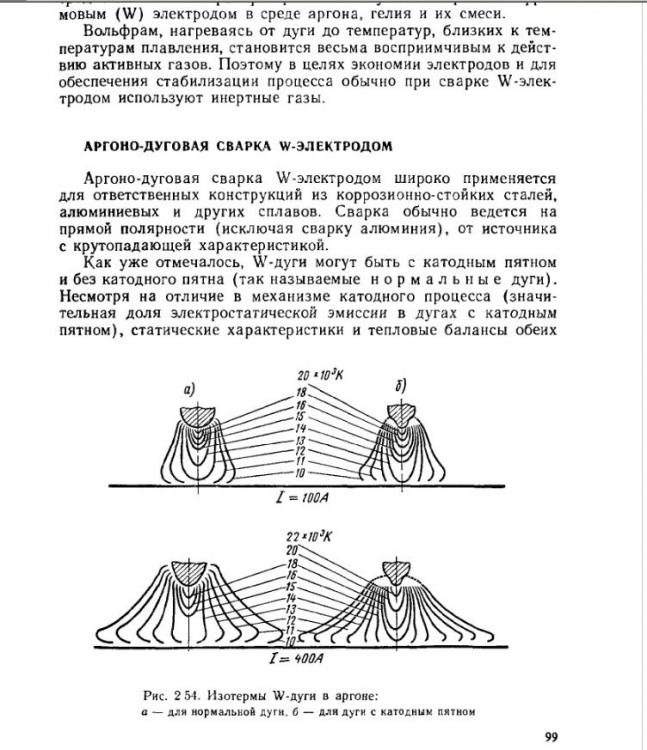
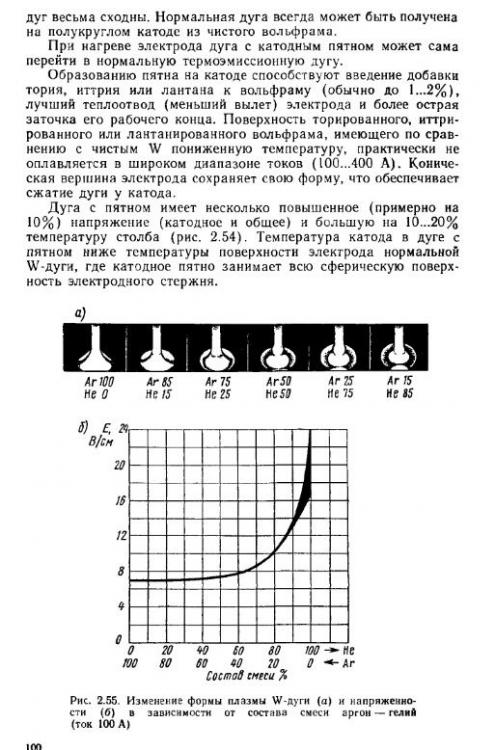
Про шарик.
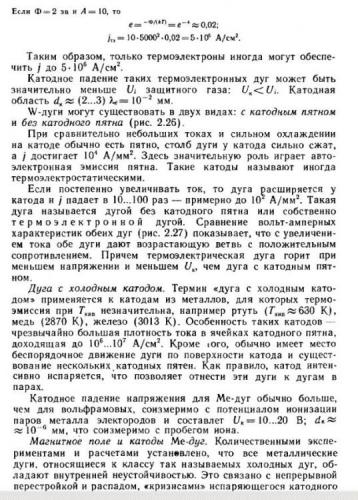
Не все так просто, как кажется. С шариком или нет, зависит от того, какого типа дуга на электроде - с катодным пятном, или термоэлектронная (нормальная). Хотя и на шарике может быть катодное пятно.
Вот тут, вполне доходчиво, толкуют за физику дуги.
-
1
-
-
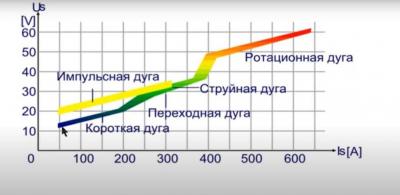
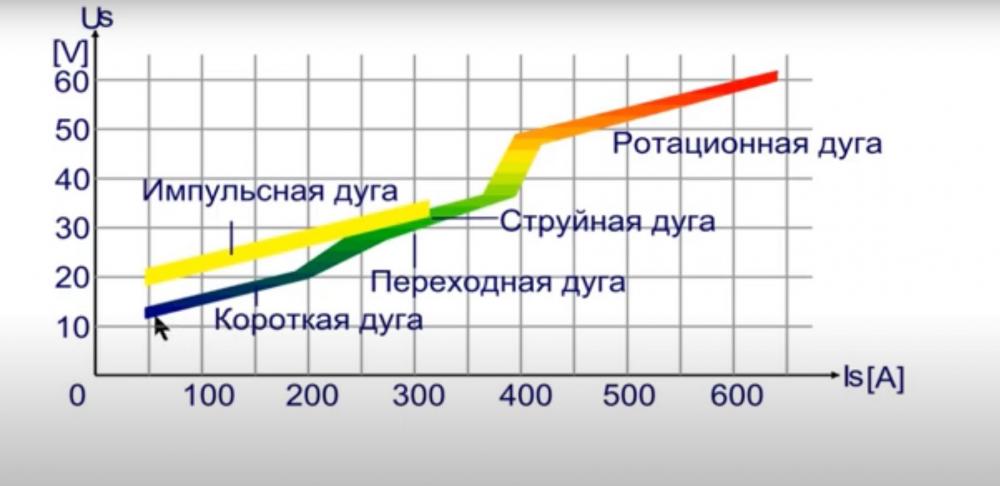
Вот какой ток будет.
-
На Чипе уже про это материалов, на пару диссертаций.
-
полдня давно хотел спросить - какой силе тока в Амперах, соответствует подача проволоки в 4 м/с (при напряжении 17 Вольт, если что), на полуавтомате?
У моего знакомого в цехе слесарь работал.
- Иван Степанович, при какой температуре вода кипит?
- Ну это какой огонёк.
-
5
-
-
Вот по гидроабразиву, может кому пригодиться при выборе технологии раскроя.
-
2
-
-
точность великолепная и пожалуй лазер проиграет ГАР в точности и качестве реза .
Валер, по качеству и точности реза ты наверное с электроэрозией путаешь. Гидроабразив схож с плазмой, по качеству реза и точности, и имеет самое существенное преимущество - минимум тепловложения в зону реза и большие толщины обработки.
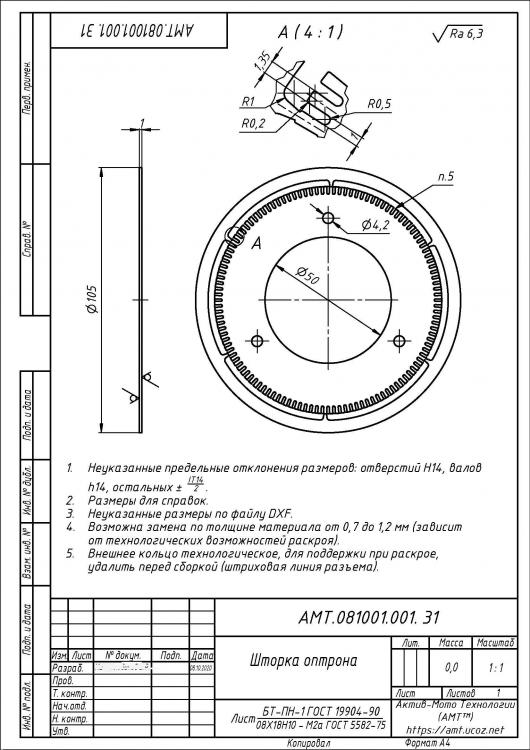
А лазер, кстати, вот с какими параметрами по точности режет (см. размер зубца):

-
5
-
-
А куда тогда используют проволоку 0.6мм, если кузовной металл 0.8мм сваривают проволокой 0.8мм?
Кузова сплошным швом НЕ ВАРЯТ. А через перфорацию оптимально 0,8. 0,6 - муторно по времени, а 1,0 - ток для такого типа сварки слишком большой, да и нафиг эта экстремальщина, когда можно по людски сделать. Себестоимость ремонта не сопоставима с трудозатратами, так что можно проволоку 1,0 смело запулить в дальний угол и взять нормальную - 0,8.
Добавлю про сплошные швы в кузовном ремонте. Есть места на кузове (переход заднее крыло-крыша; порог-заднее крыло и т.п.) где применяют сплошные швы. Но, такие швы выполняют на неудаляемой подложке, которая, в свою очередь, приварена к детале через перфорацию. И зазор между деталями, при сварке на подложке, оставляют приличный, 2-3 толщины листа детали. Тогда шов получается заподлицо и при снятии усиления не ослабляется.
-
2
-













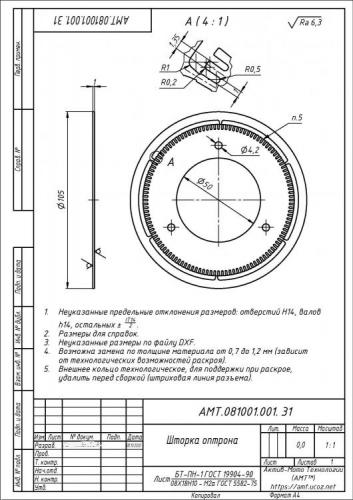
Калибровка / Валидация сварочного оборудования
в Ремонт и модернизация
Опубликовано
Я конечно же реалист, но в моем случае "на безрыбье и хрен за мясо".
Байка.
Где-то, во времена Суворова, войско заплутало в Альпах. Метель, пурга и какая-то мутная карта у них на руках. В общем шли-брели по этой карте и наконец вышли в цивилизацию. Потом оказалось, что это карта Апеннин.
Мораль: в условиях большой степени неопределенности и карта Апеннин в Альпах уже лучше чем ничего.
И да. Как-раз по предварительному/сопутствующему подогреву, нормализационному отпуску, температурным полям (та же ЗТВ) моя программа и работает, ради этого и писалась. Хорошо, или нет, все ли цели достигнуты - время покажет. Но свои функции инструмента для принятия решения она выполняет (ну, или мне хотелось бы, чтобы выполняла).
И напомню - я не производственник и не сварщик-токарь-пекарь. Я решаю свои частные задачи и решаю их по своим технологическим средствам