

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
Но плюсик поставил , так как все таки вы сие сделали и первый блин комом , потом будет все лучше и лучше
Не хочу каркать, но с колесами будущее может не наступить.
-
 2
2
-
-
Вот что то такое ищу. Поскажите пожста
Вот может это подойдет под такое развернутое ТЗ
https://bigital.ru/programma-dlja-sozdanija-poligonalnyh-razvertok/
-
Забыл рекламно-пафосно описать программу.
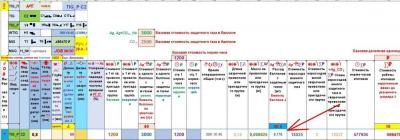
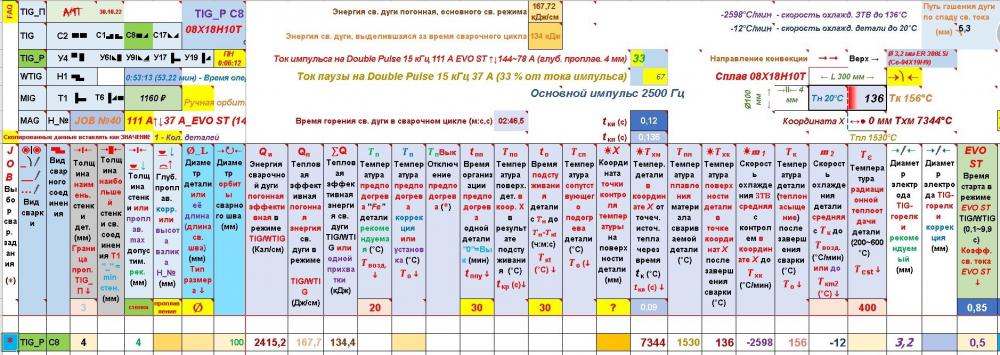
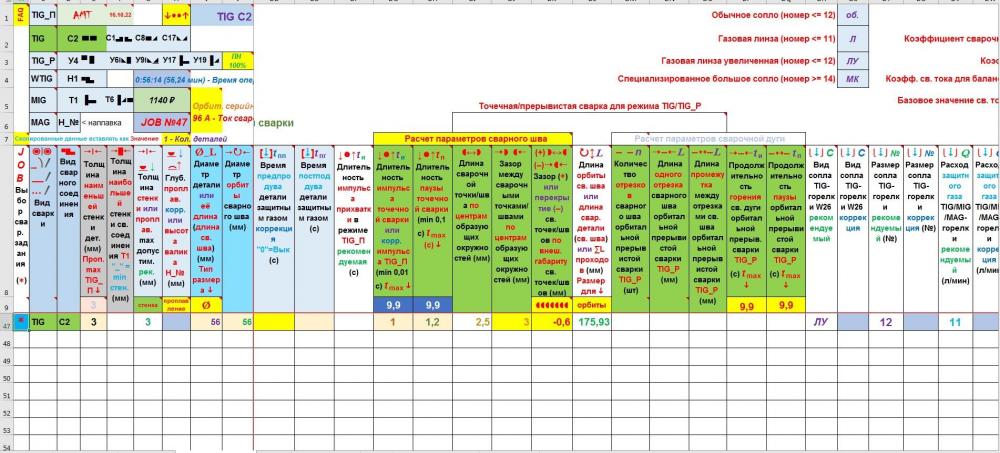
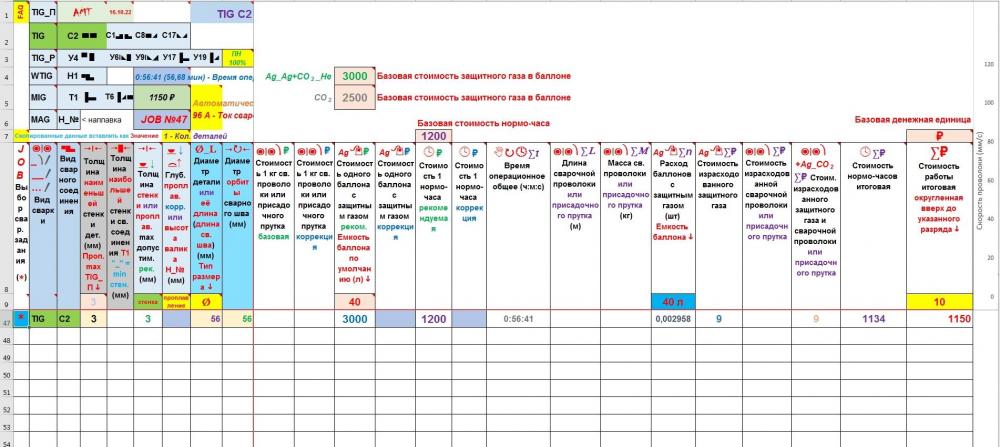
Программа представляет из себя логическую систему, облегчающую, или полностью берущую на себя, принятие решения по сварочным настройкам в широком спектре сварочных заданий, в режимах автоматической, или ручной, орбитальной, или линейной сварки (TIG/WTIG/MIG/MAG).



-
-
И правильно, а то тут некоторые в госты тычут и десятки считают
Дело в том, что я сам себе нормоконтроль, так-как "сам испек - сам и ем". Если сторонний заказчик мне будет тыкать в нос ЕСКД, то он пойдет лесом, так-как без таких есть чем себя занять. Я работаю на результат и обеспечиваю заказчика реально-исполнимой конструкцией, без многодневных терок по технологии исполнения.

-
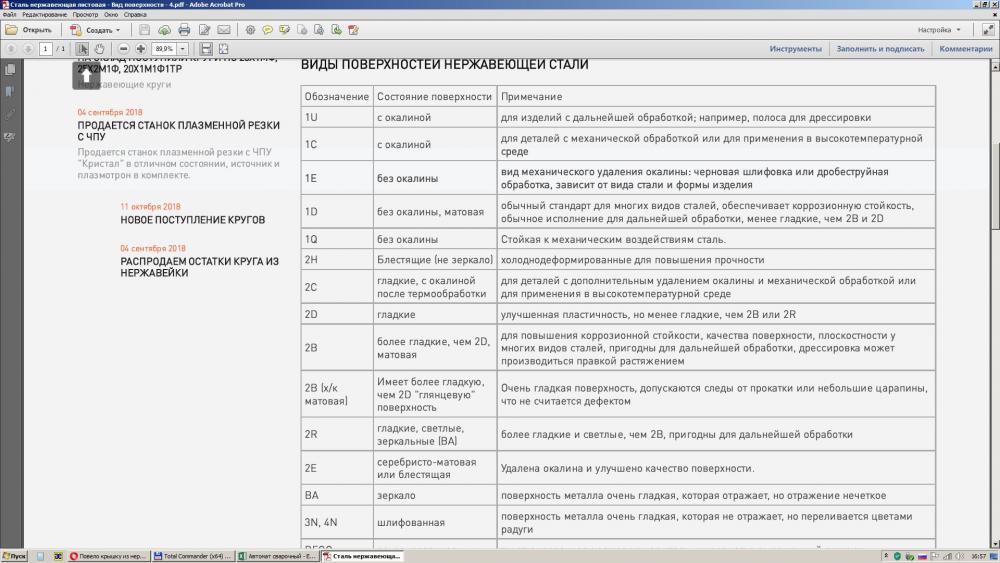
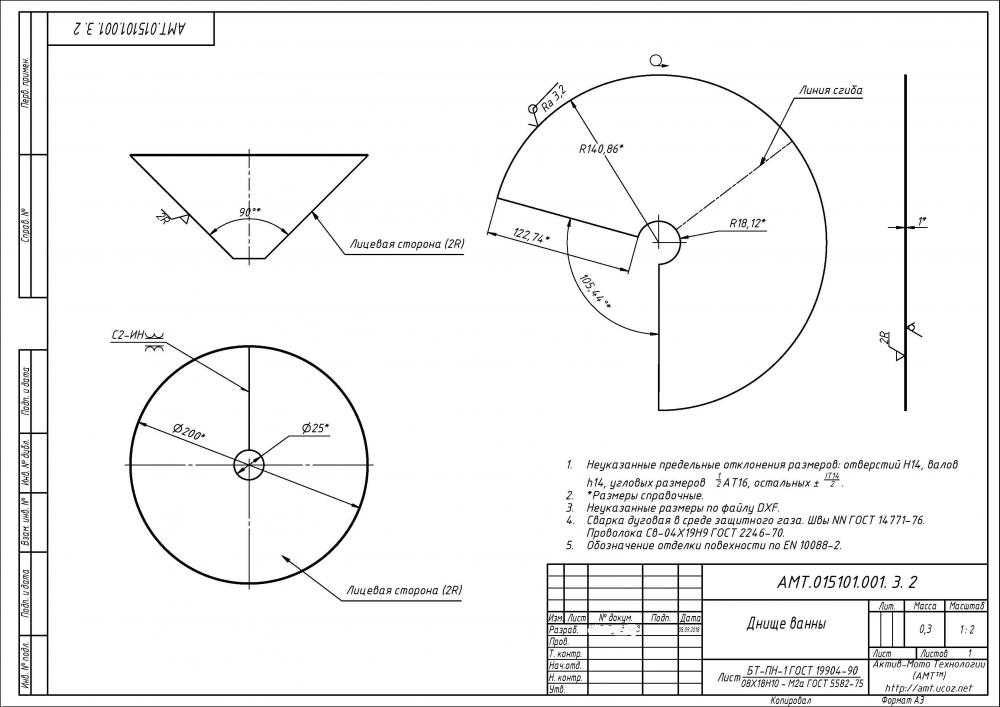
о второму - на требования ЕСКД плевать - это понятно. п.3,5 тт - . Но это ладно. А что за "линия сгиба" указана? Это же вроде конус свальцованный? Зачистка шва нэ треба? Что за "2R"
- На ЕСКД плевать.
- Линия сгиба потому, что конус не вальцованный а гнутый.
- Зачистка где не указана, значит ее нет.
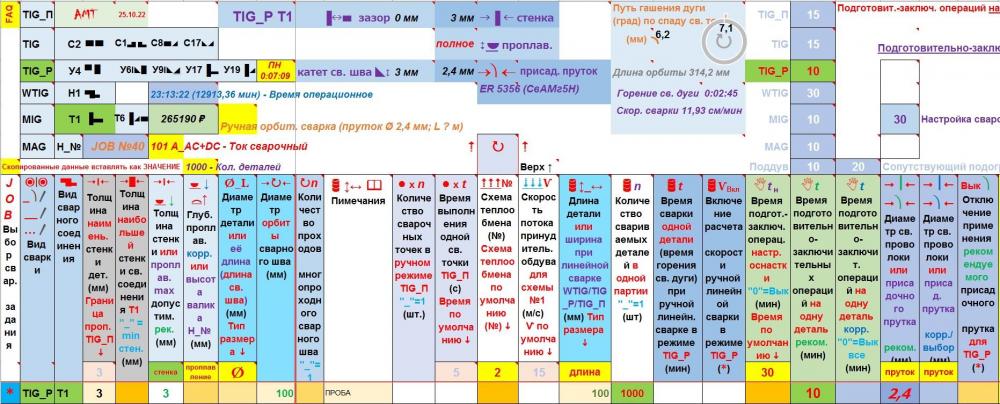
- 2R
По теме не знаю, даже не пытался вникать, я же не на работе, мне так - поболтать.
-
2
-
-
Конструктор Вас внимательно слушает.
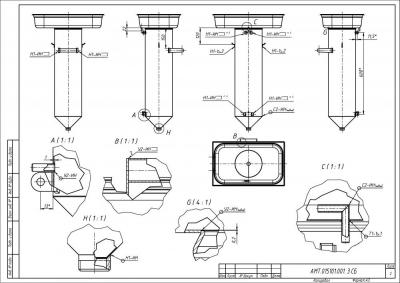
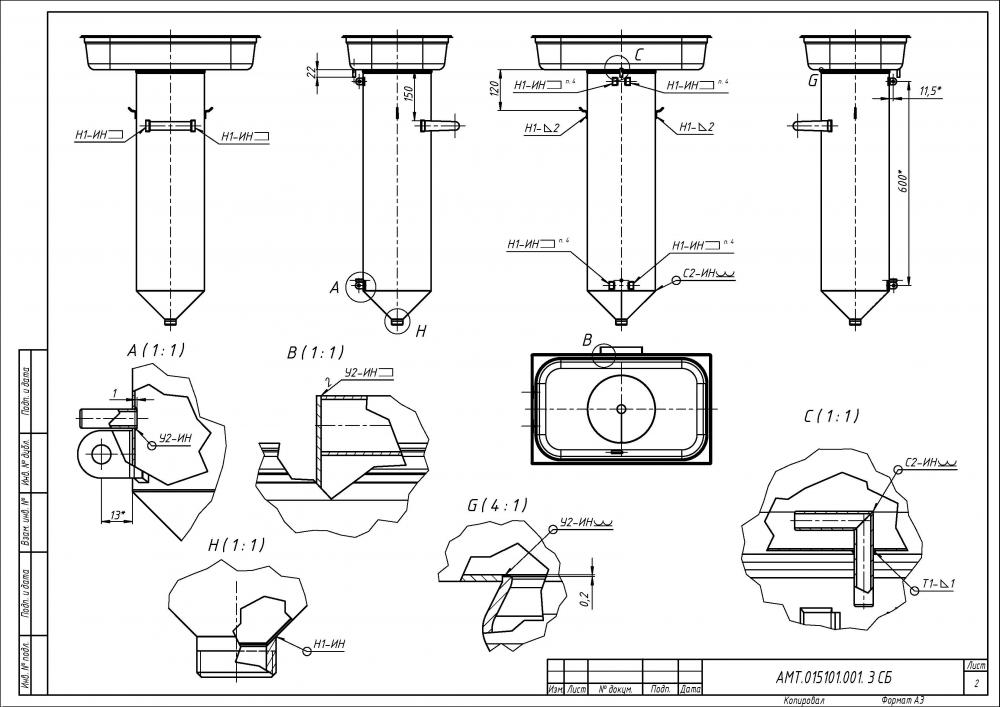
Как конструктор - конструктору скажу (банальные вещи наверное). Существующая догма на недопущение конструктором установки технологии выполнения изделия (с известными оговорками), зачастую рождает для конструктора сильную головную боль. Запаришься в цех бегать и объяснять свои мысли исполнителю. Я всегда в конструкцию закладываю технологические возможности исполнителя, если конструкция не обезличенная по исполнителю. Если исполнитель обезличен, то по возможности стараюсь опереться на технологию исполнения попроще, а не на ту, которая применяется в NASA, или НПО Лавочкина.
Вот для примера пара чертежей с установленной технологией исполнения под известного исполнителя.


-
1
-
-
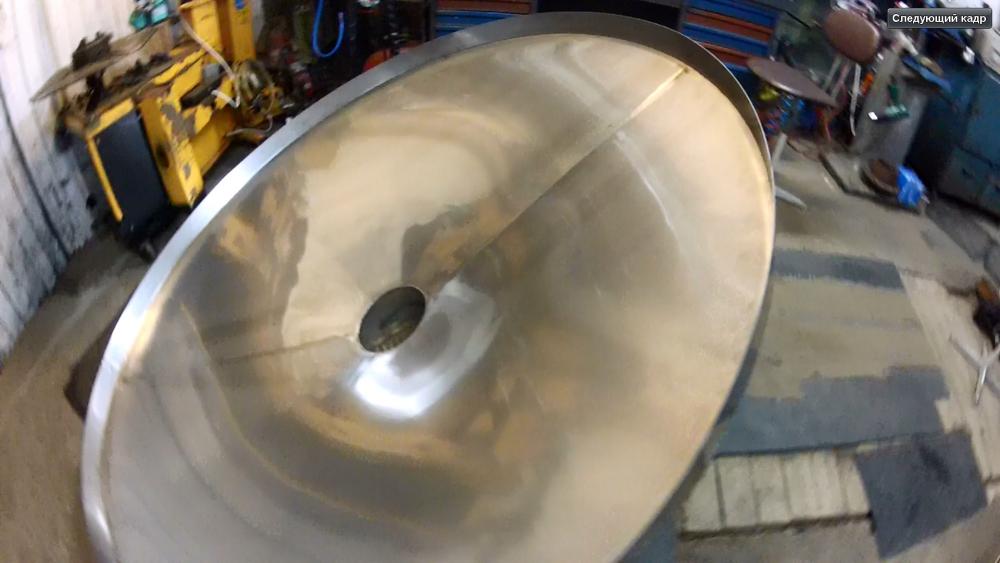
А переходник тоже из 1мм нерж?
Да.
-
Вот 1 мм нержавейка. Сплошной шов и даже не пульс. Ничего не ведет, не коробит (можно по отражению посмотреть). Конструктор, технолог и сварщик сидят на одном стуле. Я к чему? Необходимо согласовывать действия этих трех, по отдельности уважаемых персонажей.














-
2
-
-
- Популярный пост
- Популярный пост
Ну а чё, тоже сварка...






-
13
-
приветствую, интересна демо версия
Адрес почты в личку, отгрузку проведу незамедлительно.
-
Из недостатков-не пробовал пивные банки сваривать
Ток розжига не регулируется, но исхитриться можно.



-
2
-
-
Продам за 3000=00 руб.
Системные требования: Excel 2016
Заинтересовавшимся вышлю демо-версию программы.
Краткое описание в PDF АМТ.131001.001 - Программа Автомат сварочный - О программе.pdf










-
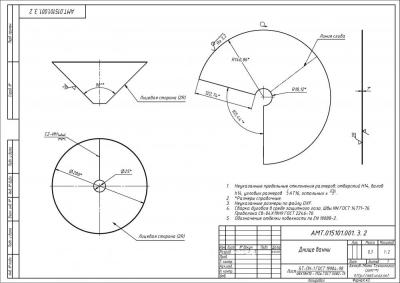
Так как для этой работы буду искать сварщика, хочу подробно понимать, каким должен быть процесс наплавки. Не могли бы вы подробно описать ваш вариант?
Главное действующее лицо в этом перфомансе - расточник. Так что сперва к нему.
После согласования всех вопросов с расточником:
- Наплавлять оба посадочных места.
- Растачивать в один установ, фронтальную поверхность на прямую, заднюю - через отверстие под ось (надеюсь у расточника будет такая расточная головка). Базироваться за плоскость торца (расточник подскажет). Угловые предельные отклонения размеров - 1/2АТ16, остальных - IT14/2 (но даже это с большим избытком).
- Обеспечить предварительный подогрев (данные для орбитальной сварки привожу ниже). Учитывать расторопность сварщика, чтобы не подстуживать сильно деталь (см. данные).
- Если нет возможности засунуть всю раму в печь, то хотя бы обеспечить медленное остывание (чем медленнее - тем лучше, и надеятся на чудо самоотпуска). Если есть печь, то термист подскажет.


-
если по честному , меня коробит когда вижу не проваренные элементы на каркасах\рамах
А если поперечные швы не допустимы? Или, если стоимость за только продольные 20 т., а за полное 50?
-
во всех проектах профильные трубы на стыках варятся по кругу.
Тут явное нарушение причинно-следственной связи.
Есть конструктор, который, и только он, определяет, что и как должно свариваться.
Изделие должно соответствовать функциональному предназначению и отвечать заложенным техническим требованиям. Чтобы ответить на поставленный вопрос о целесообразности, или нецелесообразности выполнения замкнутого шва, в первую очередь необходимо сформулировать внятное тех. задание, на основании которого и будет ответ на этот вопрос.
Вот пример (на фото выполнен только поперечный шов, но потом было проварено и все остальное). Пищевое оборудование. По ТЗ не должно быть всяких полостей где будет скапливаться гряз во время мойки. Если бы такого требования ТЗ не было, то я бы, для удешевления производства, заложил бы только продольные швы.

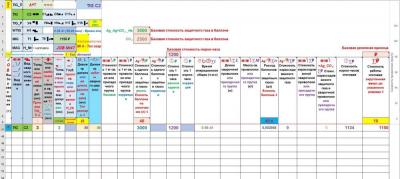
Ну и для примера - абстрактный аналитический отчет по ТЗ, может внесет некоторую ясность к выше сказанному.
-
Я то думал...
При наличии расточного эта проблема - не проблема. Наплавляйте и растачивайте. Только правила по сварке стали 4130 соблюдать.
-
1
-
-
А нормально посадить втулку со стенкой миллиметр вряд ли получится.
L-образную втулку прессовать на подшипник, потом все это в раму.
-
2
-
-
Я бы начал с завтуливания. Испортить сваркой всегда успеете.
-
1
-
-
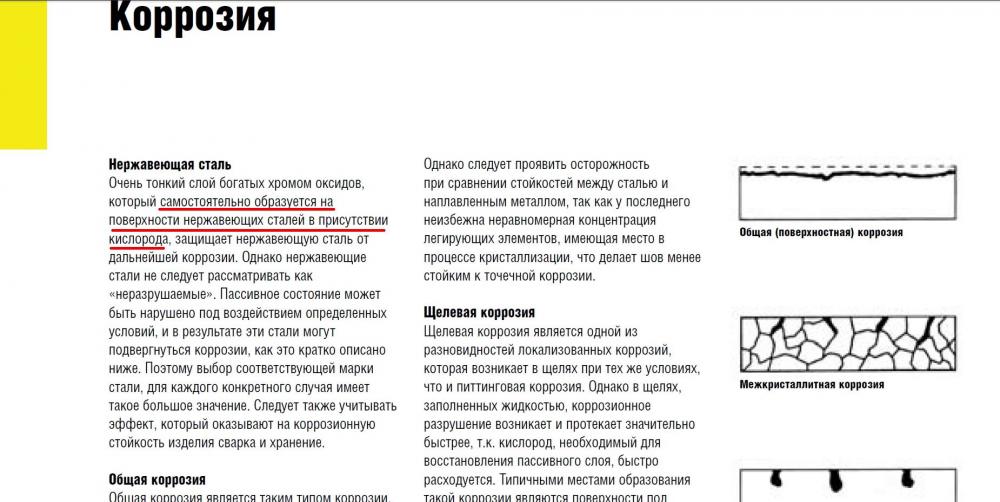
Это зависит от того, хочется получить остаточное давление/разряжение в замкнутом объеме, или нет.
-
-
Может не по теме.
В бытность службы механиком на самолете, в мои обязанности входила заправка-слив жидкого кислорода системы дыхания летчиков. Сей перфоманс происходил перед-после каждого полета. После полета кислорода оставалось в сосуде прилично и сосуд емкостью был приличный (экипаж 6 человек). Слив происходил до банальности просто, кран открыл и из сливного отверстия внизу фюзеляжа кислород потек прямо на бетон. В холодное время даже лужица успевала образоваться. Ну так присматриваешь, чтоб не в лужу с маслом, но никто площадку под сливом с мылом не мыл. А площадка иногда сильно загрязнялась, например при замене тормозных камер на колесах шасси. Случаев возгорания кислорода с такой процедуры, я не припоминаю. Если бы нечто подобное было, то обязательно такие случае до личного состава доводились бы. При заправке тоже особо никто не церемонился, машина с кислородом подъезжала, подстыковывалась и понеслось. Заправка происходила до перелива: как кислород потек из дренажа - идешь краник закрывать. А под самолетом могло еще несколько технических машин болтаться и люди суетиться.
-
Ну или совсем по простому - у+х=стоимость работы, где у-это расходка и время сварщика, не зная чему равен х (стоимость часа работы) и что после = это уравнение не решается.
Теорему Ферма доказали, а это уравнение - сущая безделица.
-
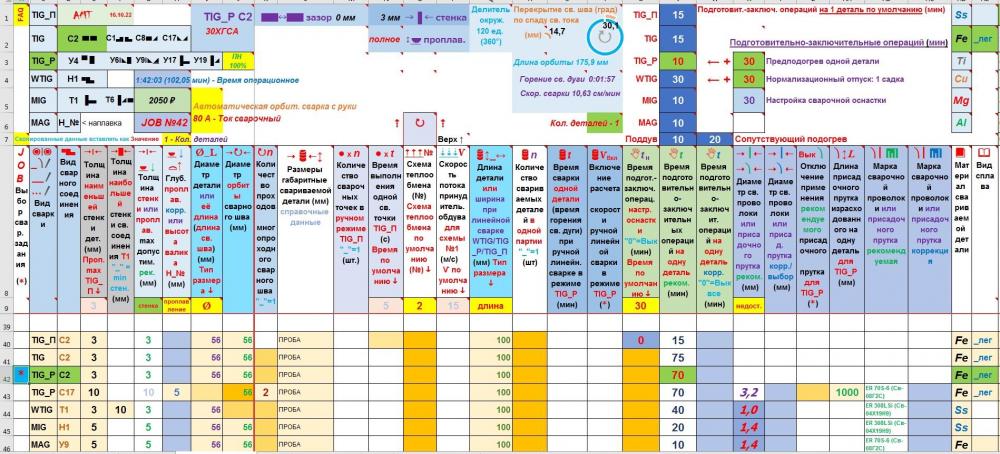
Почему глупый? Законный.
И вот как выглядит ответ на этот законный вопрос если надо сварить 1000 выхлопных труб.
Как видно, все прекрасно маштабируется. Так что, мое мнение (и оно правильное
) - нормо-час рулит всем.
И как приятный бонус владения информацией о нормо-часах - можно заранее газовыми баллонами запастись.
-
1
-








































Программа настройки сварочных процессов
в Продам
Опубликовано
Есть очень много демо-версий программы (это которые абсолютно даром).