ARGONIUS
-
Постов
2 788 -
Зарегистрирован
-
Посещение
-
Победитель дней
35
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ARGONIUS
-
@alek956, совершенно точно описали процесс. А насчёт распылителей металла чего там думать, газопорошковая наплавка давно существует, по моему мнению по качеству соединения на чугуне ей равных нет.
-
@alek956, там своя техника, варить нужно "через присадку" и в импульсном режиме, тогда дуга греет, но не плавит основной металл, и при этом плавит присадку и "приплавляет" ПАНЧ к разогретому чугуну. Тогда перегрева и отбела чугуна не получится, при сварке расплавленная присадка насколько нужно сама проплавляет основной металл насколько надо и "въедается" в него. На пайку или наплавку больше похоже, чем на сварку.
-
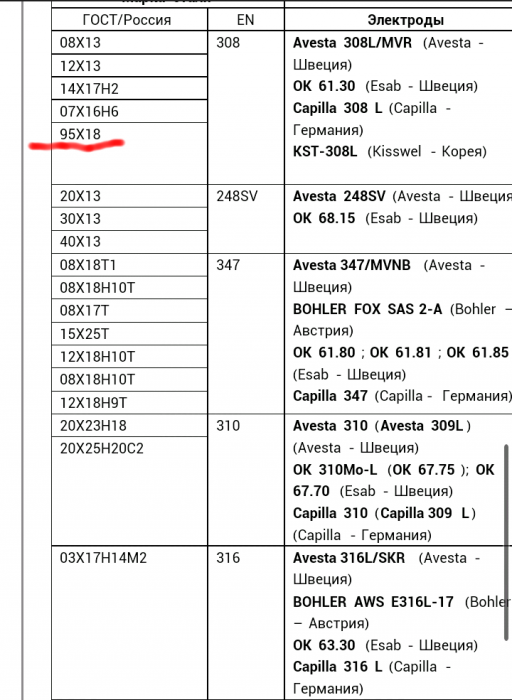
В сети нашёл таблицу, там самая обычная 308-я нержавейка.. Прутки проволока и электрод для 308 нержи указан для этой стали. И ещё везде пишут что эта сталь не предназначена для сварки. Как это понять не знаю, но тоже сомневаюсь что нормально приварится. В принципе для прикола я сваривал напильник нихромом, но аРДС, но т.с. определил условия как сварку ММА, так что думаю можно попробовать это дело заварить электродом по чугуну, только наверно только никелевым.

-
во во...только внимания последних на форуме нам не хватало...которые не экс.... а все форумы с формулами и им подобные, есть у меня мыслишка они и создают. Чтобы глядеть кто туда заходит, да чего выкладывает. Словом лучше перебдеть.
-
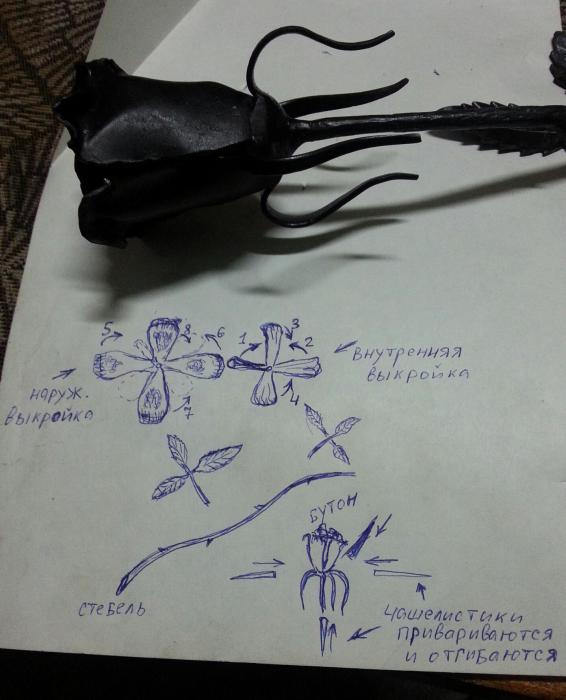
@Maler, выкройка примерно с ладонь диаметром, чтоб бутон поимерно обычного размера был, а так вроде всё расписал. Да у меня они далеко не самые красивые, я намного круче видел.
-
@Механик77, ставьте на переменке значения баланса 35-45. У меня такой же Фимер.
-
@юмис, если газом греть нельзя, тогда понятно. Да какие проблемы, выбирайте нужные вам материалы, созванивайтесь-списывайтесь, вот они: kiswel А мне, например, больше всего газопорошковая наплавка нравится, результатом.
-
Да обычный стальной лист, толщиной 1,5 - 2 мм. Если цвет недостаточно тёмный промажьте маслом и обожгите ещё раз. И чтоб не тусклая была парафином или воском нампазать и тряпкой растереть не забудьте. Основание бутона отстучите ямочкой, на обоих выкройках, так бутон круглее внизу получится. и прорезы между лепестками чуть глубже можно сделать, совсем чуть. А в целом очень неплохо для начала.
-
@юмис, слыхал газосваркой и чугунной лапшой такие вещи делают.
-
Правильно. Именно высушивать в красно - голубоватом пламени, слегка восстанавливающем. Не выжигать, а так чтобы сохло слегка дымя. Интенсивность цвета подберёте, мне нравится раза три. Да, забыл добавить, поверхность получится слегка матовой, чтобы добавить красоты, возьмите кусочек воска или парафина, и на остывший металл, чуть чтоб только воск плавился, но не дымил и не горел, намажьте. Тряпочкой вотрите его в металл, и сотрите потом этот слой тряпкой насухо. Поверхность приобретёт глубокий мягкий блеск.
-
@sahka58, " Я не рекламирую мультиплаз (я работал с мультиплаз2500) и не хвалю, у каждого своё назначение и минусов у него хватает. Всё дело в том, для чего он нужен (для каких работ). Для меня лучше электрода, ничего нет. Им варил и трубы с уставшим металлом, толщиной с папиросную бумагу, да ещё под водой, когда в ЖЭУ работал и корабли в Питере на балтийском заводе. А про мультиплаз сказал то, что знаю по собственному опыту." это ваш текст? Само собой Вам понятно что имели в виду. Теперь читайте как это воспринимается со стороны: " Я не рекламирую мультиплаз (я работал с мультиплаз2500) и не хвалю, у каждого своё назначение и минусов у него (МУЛЬТИПЛАЗА) хватает. Всё дело в том, для чего он (МУЛЬТИПЛАЗ) нужен (для каких работ). Для меня лучше электрода, ничего нет. (НУ ПОНЯТНО, КОМУ ЧЕМ ПРИВЫЧНЕЕ ТЕМ И РАБОТАЕТ). Им (МУЛЬТИПЛАЗОМ) варил и трубы с уставшим металлом, толщиной с папиросную бумагу, да ещё под водой, когда в ЖЭУ работал и корабли в Питере на балтийском заводе. А про мультиплаз сказал то, что знаю по собственному опыту. Вот Вам примерный ход моих мыслей когда читал Ваш пост. Да скорее всего и не только моих. Так может правильнее не раздражаться, а повнимательнее подумать, как воспринимается ваш текст? Дело конечно ваше.
-
 @митька51, ну ещё из последних " веяний моды" по опайке добавлю. Пришёл к заключению что опаивать простым латунным прутком и ацетиленокислородной горелкой-чепуховато получается. Если найдёте присадочные прутки фирмы Бёхлер, для сварки латуни-самое то. Ими и латунь варить, а в данном случае и чугуниевый шов опаивать- одно удовольствие. Делается это дело аргонно-дуговой сваркой, очень приятно и просто. На латуни ни кипения ни почти белой цинковой пыли, а на чугуне красивая плотная опайка без пор. Тоже очень желателтно в импульсном режиме и "через присадку". Если не ошибаюсь марка прутка для сварки латуни- А-320. Теперь вроде бы как всё..
@митька51, ну ещё из последних " веяний моды" по опайке добавлю. Пришёл к заключению что опаивать простым латунным прутком и ацетиленокислородной горелкой-чепуховато получается. Если найдёте присадочные прутки фирмы Бёхлер, для сварки латуни-самое то. Ими и латунь варить, а в данном случае и чугуниевый шов опаивать- одно удовольствие. Делается это дело аргонно-дуговой сваркой, очень приятно и просто. На латуни ни кипения ни почти белой цинковой пыли, а на чугуне красивая плотная опайка без пор. Тоже очень желателтно в импульсном режиме и "через присадку". Если не ошибаюсь марка прутка для сварки латуни- А-320. Теперь вроде бы как всё.. -
@митька51, преднагрев думаю ни к чему, если конечно чугуняка не промёрзлая с улицы. Варится стежками по 2 см. и сразу проковка. Полярность прямая: минус на проволоке. Защитный газ я лично использую углекислоту. Но это скорее по привычке, можно и без неё. На некоторых чугунах как ни бейся шов пористый получается, поэтому если нужно герметично, после сварки опаиваю латунью и бурой. Диаметры проволоки те же что и у Св-шных, но я как то больше 1,2 мм доверяю, советских времён проволока такая выпускалась. В целом шов довольно прочный, чугун не отбеливается, если очень сильно не постараться. Недостаток уже сказал- иногда бывают поры. Кстати хороша и для рАДС, очень хорошо и углеродистые стали варить, хоть напильники Ну, оно и понятно- почти чистый никель по составу. Если варить ей в аргоне, то лучше в импульсном режиме, чтобы снизить тепловложение, и варить "через присадку", чтоб дуга грела краешек проволоки и "намазывала" его на чугун, по типу как наплавка что ли. Как то вот так в общем..
-
Я уверять goshky, в том что не знаю не буду. А вот что я знаю: http://www.youtube.com/watch?v=IqPxPvW5QcI&feature=youtube_gdata_player если Вы про эту "сварку" чугуна, и то что так целесообразней в плане дешевизны и простоты варить чугун, то мне всё понятно и к взаимопониманию прийти не получится. Если же Ваш мультиплаз нечто совсем иное и варит как то необычно и совсем по другому, пардон, я действительно чего то не знал. Так он сумеет?: http://websvarka.ru/talk/index.php?showtopic=244&st=120#entry16860
-
@goshka, про чугуний, уверяю ничего особо выдающегося. Я оч внимательно смотрел что Андрус с чугунной муфтой в ролике делает. По типу газосварки получается, только нафига именно этой мультиплазью варить, если кислород и ацетилен куда дешевле А смысл один-ровный медленный мягкий нагрев и возможность контролировать скорость остывания, чугун такой подход любит. Газосварка или пайка чугуна ИМХО целесообразней будет. За эти деньги я лучше куплю горелку, баллоны и порошки для газопорошковой наплавки ими можно варить чугун так, что никаким плазям и не снилось.
-
@sergei2912, мазать маслом и высушивать горелкой проще, если бочки масла нет. За 2-3 обжига будет чёрный цвет, как на фото.
-
@sergei2912, понятнее наверное не смогу, только если живьём показать.. Листики тоже слегка лопаточкой отстукиваются после того как насечку сделаете.
- 448 ответов
-
- 18
-

-
@Kurt1, ПАНЧ меньшим диаметром, не пойми кем произведённый, мне подозрителен как то..я покупал ещё из советских залежей его, очень недешёвое удовольствие Так что использовать приходится этот. Да я и не варю им на максималке, как раз таки чугун требует минимального тепловложения. Кстати ролик под единичку без проблем справляется с подачей проволоки 1,2 мм, я так и работаю на своём Корунде.
-
@Kurt1, Благодарю за ответ. Проволока 1,2 мне для чугуна. ПАНЧ -11 у меня такого диаметра. А так то и единичкой со всеми основными задачами справиться могу.
-
20 рублей и выше если изделие делаешь и от 100 рублей ремонтная сварка- так для алюминия нормально?
-
@K117HM174, если не сложно поделитесь впечатлениями от аппарата, чёткость зажигания, работа на малых токах, как относится к плохой сети, и если пробовали то и по импульсным настройкам тоже.
-
Мигатроник? Достойный однозначно. Уровня EWM-а будет, и с ним же в своём классе один из лучших по соотношению цена/качество.
-
А кожаные маски с хамелеонием бывают?
-
Фехраль низя, там же вроде и никеля нет, думаю она хуже 308 присадки. Если совсем не из чего выбрать ориентироваться нужно на содержание никеля в присадочном материале. Чем его больше тем лучше. А с хромом и железом наоборот. Если никеля 60% и выше, то как то этим чугун варить можно, от 80 % никеля и выше уже нормально.
-
@Шурпет, просто коллектор уж больно непростая тема, там если чугун прогоревший его и сварка толком не берёт, только газопорошковая. А нержавеечная присадка совсем уж тоько на неответственную чугуняку пойдёт. Нихром то хоть толстый с электроспиралей найдите.