copich
-
Постов
6 438 -
Зарегистрирован
-
Посещение
-
Победитель дней
102
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
нагрузка на баластник (если таковой имеется) либо на лампочку (если по бытовому). Ну и электродом если не в комнате все это дело делается
-
да не совсем. Если найти сервис мануал на аппарат, то там будут описания подробные с указанием деталюшек и описанием как они работают и как их проверить. А это дает много знаний, если их не было При этом указывается блок схема структуры аппарата и потом более детальные вырезки с подробной схемой.
-
 как мне в свое время показывали итальяны, либо нулевкой, либо губкой абразивной. И есть специальная смазка для контактов предотвращающая окисление дальнейшее. Смазка "сухая", т.е. не жирная в баллончике. Но про смазку это жирно. А вот абразивом совсем чуточку не мешает. И конечно затягивать хорошенько. А вот от затяжки хорошей и происходит износ "замка". После чего потом появляется эффект прокручивания и не затянутой клеммы, т.е. время пришло на замену.
как мне в свое время показывали итальяны, либо нулевкой, либо губкой абразивной. И есть специальная смазка для контактов предотвращающая окисление дальнейшее. Смазка "сухая", т.е. не жирная в баллончике. Но про смазку это жирно. А вот абразивом совсем чуточку не мешает. И конечно затягивать хорошенько. А вот от затяжки хорошей и происходит износ "замка". После чего потом появляется эффект прокручивания и не затянутой клеммы, т.е. время пришло на замену. -
это нормально для честных 150А на выходе. Если время от времени убирать окисел с клемм и сильно затягивать, то ни чего не плавится и долго служит. В общем надо за этим следить как и на любом аппарате с байонетами. Но в любом случае эти разъемы не вечные. Поэтому рано или поздно под замену.
-
и тишиииина. В общем практически всегда так. Люди получают ответ. Понимают куда копать и потом решают проблему. Или находят того кто им решить проблему, т.к. по месту все куда проще, чем гадать по интернету.
-
виноват. не терпелив стараюсь но пока не получается изгнать злодея
-
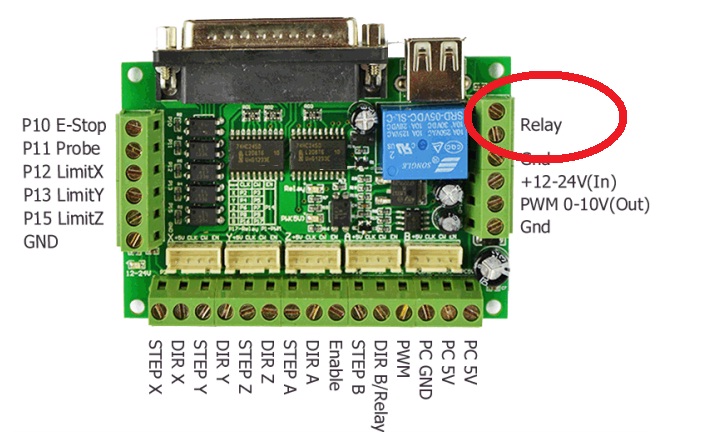
Изумительно Вы в интернете забанены? В свободном доступе лежит инструкция. В итоге, если шпинделя нет, то я так понимаю, вместо него и можно подключить клапан. Т.е. реле свободное. Остальные входа\выхода совсем для другого и свободного ни чего нет. Это как из одной шкурки сделать семь шапок...
-
пока одни из теплых постель вылазят, а вторые в грязи гниют - так и будет. Если бы эти белые воротнички спускались в грязь, то по другому бы рассуждали. Есть несколько предприятий где очень сильно и серьезно подходят к задачи обеспечить работника. Даже наказывают его когда увидят, что хапнет горячее или на болгарке без защиты работает и т.п. И не боятся спустится и говорить с рабочими, которые кормят его. Но в основном как в пустой бочке только это слышно, а парой и того не слышно.
-
вполне адекватная цена! Главное тут гарантию от человека получить, чтобы не пять секунд работало
-
несколько лет такая беда и ни чего не меняется.
-
Да элементарно! Вон сколько дырочек с винтиками, туда и подключаете, винтиком зажимаете проводочки. Вы хоть модельку платы скиньте, если вам лень посмотреть, то гляну описание в интернете по плате. Или вы думаете, что тут все курс "ВАНГА" прошли? Лично я прогулял эти занятия.
-
сварщик и должен для себя выбрать или дать рекомендации!Это я к 220V . Было в начале 380V, а теперь ... Этот параметр сильно повлияет на максимальное значение сварочного тока. ни как. только переплата денег. До 200А на выходе достаточно для решения этих задач. А вот по алюминию может и не хватить. По глушителям более 80А наверное и не будете крутить ... ну 120А . А вот с алюминием все гораздо сложнее. Точнее задачи не так однозначны. Если кузовщину, то опять же 200А хватит ... да еще останется
-
а чем хуже LADA VESTA да же того же RENAULT LOGAN? В цене конечно не только имя компании заложено, но еще и качество комплектующих с качеством сборки. + стабильность работы + нагрузочная способность (если вдруг решили по максимуму нагрузить аппарат) + сервисная поддержка Ну и еще по мелочам всякая всякость У любого производителя кроме самого дешевого китайского, год-два почти проблем нет. А вот потом как корейские автомобили, то одно то другое. Хотя и немцы уже туда пошли но все же пока еще не так. Но если машину готовы поменять через 2-3 года ... ну 5, то вот аппарат - ЖАБА душит. P.S. не надо говорить, что вот у меня китай самый дешевый и он уже более 10 лет пашет. Надо все же учитывать, каждый день в работе и в грязи или раз в год и потом на полочке стоит, а у кого и в оригинальной коробочке.
-
не правильно либо максимум либо минимум. в одном случае очень хорошая очистка но электрод быстро приходит в негодность (перегревается и шар большой) с другой стороны слабая очистка но электрод практически остается острым (маленький шар и электрод в щедящем режиме) Поэтому надо подобрать. И бывает, что приходится крутить и вновь искать истину. В зависимости от задачи. Т.е. если только диски авто или головки двигателей, то это одно, но когда диск заварить, потом лестницу из алюма и потом еще кого то и чего то, то крутить приходится. И почему я уважаю сварщиков как Валерий (Селко), так потому, что он знает что и куда крутить и не боится этого! Аппарат надо знать и если аппарат достойный, то результат будет куда лучше чем просто НАЛЯПАТЬ.
-
смешно. это как настроить. Если аппарат позволяет выйти на струйный режим, то в смеси практически любой аппарат будет варить СОВСЕМ без брызг. Я к тому, что надо подробнее и с нюансами. А то так можно далеко уйти в непонимания. Хваленый режим COLD ARC у ЕВМ, просто настройками у ТР220 получается, без бубна и шаманства. Т.е. диапазон настроек широкий и позволяет получить режим. Так же выйти на струйный перенос. Но на выставке наш 16А автомат вышибало хватило не надолго и тут же выбило, даже когда я снял дополнительную нагрузку с автомата (еще несколько аппаратов висело подключенных) А еще был вариант, когда у клиента варили на чистом аргоне чернягу. Так аппарат просто пел и голубое сияние было как у ТИГ. Надо глубже разбираться и смотреть, действительно ли аппарат вытягивает режим или были применены другие варианты получения такого результата.
-
вот без пульса: http://helvi-weld.ru/shopmnogofunktsionalnyy-invertor-tp210-1-1/ промежуточный вариант: http://helvi-weld.ru/shopmnogofunktsionalnyy-invertor-tp210-1-1-1/ вот с легким пульсом: http://helvi-weld.ru/shopmnogofunktsionalnyy-invertor-tp210/ И смотрите, что в комплект входит. Все же это так же влияет на цену. Я не говорю, что лучше и дешевле. Для информации пишу. И еще момент: http://www.welding-russia.ru/catalog.html?itemid=81 Так у него заявлен пульс. Но его практически там нет. Т.е. он слышится на ухо но его настроить практически не возможно. В частности на алюминии варил им. Поэтому не только по бумаге надо сравнивать, а желательно щупать руками и делать сравнение.
-
ну так и надо писать. А то Уж сравнивать, так сравнивать. У Хелви есть и без пульса, что почти так же будет стоить и с легким пульсом.
-
@kuznezs, вас вроде бы в интернете не забанили. Поиск выдает: http://websvarka.ru/talk/topic/8772-dolgo-prosypaetsia-svarog-tig-200-asds/page-1?do=findComment&comment=240019 и https://www.chipmaker.ru/topic/83004/page__st__20 от сюда и начинать ковыряние. Это как раз просто и быстро.
-
на форуме двоякая ситуация. Иногда так можно иногда этак . Т.е. то только по букварю, то по опыту Если все делать правильно то практически везде, даже на черняге нужна присадка. Везде утонения получаются. И если стягивание не достаточное (компенсирующее провал), то присадок просто необходим. Везде и всегда важно понимание где это будет работать и как! Вот волноводы варил из алюма, так там только без провара и присадок является основной силой удерживающей от разрушения. В других случаях бывало и без присадка достаточно (внешний угол).
-
Не-е-е-е, тут ведь еще и доказать надо. А такие обычно ни чему не учат и хотят готовенького. Следовательно, чтобы пойти и научиться, то это завод. А на завод вход закрыт. Вот и ...
-
1. То что в магазе, то обычно АД31 и того хуже. Без присадка варить нельзя, т.е. трещины будут. Может не сразу но появятся. 2. Серый шарик - не достаточно времени охлождения после сварки. Т.е. пост продувку крутите. Зависит от тока, на сколько разогрелась горелка и следовательно электрод. Если и после этого будет серый, то либо сам электрод не качественный либо газ. 3. Дуга в ТИГе так и делает прыгает и не охотно возвращается. Играться с частотой импульса, с балансом AC и может разный алюм быть или на одной поверхности грязь, а на второй чище. Т.е. нужен опыт и сноровка. 4. конечно провар должен быть. В алюме важно чувствовать провар и по провалу присадка можно судить на сколько проварил или идет без провара. Т.е. надо именно подобрать ток так, чтобы и основной материал успел разогреться и при этом не сильно расплылся и тогда добавлять присадок. Для тонких толщин частоту AC увеличивайте, для толстых толщин уменьшайте. Но в любом случае нужна подготовка алюминия по обезжириванию и желательно щеткой пройтись и окисел снять. Акисел образуется сразу же но не такой толстый некоторое время. Заметно легче варить по чищенному. это с чего? Не каждый алюм, но можно и опять же под какие задачи? Так же как и нержу ... не каждую Но в любом случае не категорически. Лично сам варил АМг6 и усе хорошо. Только утонение получается из-за провара (корня шва). Но в целом все хорошо держится. Так же рекомендуется не убирать усиление при сварке, крепче будет результат.
-
началось По теме: если не официально или фирма не большая (не подает данные в военком) то можно.
-
одни так же думали, пока плазменную горелку не взяли. Приварилось к столу на раз-два вот смеха то было.... фиг приваришь фиг приваришь
-
а без знаний, так и эти описания будут не больше кракозябр.... тем более еще и английский язык.
-
Ну вы даете. Вместо работы только вас и читаешь! Пришли так сказать поварить - отжигать! Выставка в этом году оказалась слабенькой по посещению. Но вот братва завалилась в самый пик. Я конечно успел немногим руки пожать и на эксперименты ваши поглядеть. Но извиняйте, в работе был. И не уделил полностью времени. Но вашему задору, подходу, знаниям ... так сказать ЗАВИДУЮ! Молодцы, все попробовали, перепробовали! Я немного завтра оторвусь, похожу по стендам. Насчет китайцев. Я так же заметил, что в этом году их меньше. Но вот и другие бренды ушли. Т.е. участников как мне показалось, так же поубавилось.