welderman
-
Постов
4 668 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
 -там не держак , а горелка. А редуктор просто накинут на ацетиленовый баллон, газа в системе нет.У нас-в ВЭМТ, -не дают. заставляют сваривать , собирать и пилить (УШМ/ПШМ) по полной программе-заварил корень-показал...Есть дефекты?-Выпилил и по новой... и так до приемлемого результата ...тренинг жёсткий, временами даже жестокий,но иначе нам удачи не видать... Курсы по РАДС идут... сижу, смотрю на курсантов и мысли как у Матроскина-Что-то зря мы их кормим.. пусть пользу приносят...чего просто так металл в отходы переводить, надо сделать некоторые полезные вещи-например для кофе и сахара
-там не держак , а горелка. А редуктор просто накинут на ацетиленовый баллон, газа в системе нет.У нас-в ВЭМТ, -не дают. заставляют сваривать , собирать и пилить (УШМ/ПШМ) по полной программе-заварил корень-показал...Есть дефекты?-Выпилил и по новой... и так до приемлемого результата ...тренинг жёсткий, временами даже жестокий,но иначе нам удачи не видать... Курсы по РАДС идут... сижу, смотрю на курсантов и мысли как у Матроскина-Что-то зря мы их кормим.. пусть пользу приносят...чего просто так металл в отходы переводить, надо сделать некоторые полезные вещи-например для кофе и сахара
-
Вот на кадровом ресурсе накопал -Согласно части второй ст. 57 ТК РФ, если в соответствии с ТК РФ, иными федеральными законами с выполнением работ по определенным должностям, профессиям, специальностям связано предоставление компенсаций и льгот либо наличие ограничений, наименование этих должностей, профессий или специальностей и квалификационные требования к ним должны соответствовать наименованиям и требованиям, указанным в квалификационных справочниках, утверждаемых в порядке, устанавливаемом Правительством РФ, или соответствующим положениям профессиональных стандартов. В соответствии с п.2 постановления Правительства РФ от 22.01.2013 N23 "О Правилах разработки, утверждения и применения профессиональных стандартов" Минтруд РФ устанавливает тождественность наименований должностей, профессий и специальностей, содержащихся в ЕТКС, ЕКС, наименованиям должностей, профессий и специальностей, содержащихся в профессиональных стандартах. Однако на настоящий момент нормативный правовой акт, устанавливающий тождественность наименований, не утвержден. Отметим, что как следует из части второй ст.195.1 ТК РФ, профессиональный стандарт представляет собой характеристику квалификации, необходимой работнику для осуществления определенного вида профессиональной деятельности, и содержит описание трудовых функций и характеристику обобщенных трудовых функций (смотрите также п.6 Методических рекомендаций по разработке профессионального стандарта, утвержденных приказом Минтруда России от 29.04.2013 N170н (далее - Методические рекомендации)). Также профстандарты содержат и возможные наименования должностей работников - примеры наименования должностей работников, выполняющих обобщенную трудовую функцию (письмо Минтрудсоцзащиты РФ от 06.06.2017 N 14-2/10/В-4361, пп.5 п.7 Методических рекомендаций, апелляционное определение СК по административным делам Санкт-Петербургского городского суда от 30.11.2015 по делу N33а-20451/2015). При этом все наименования должностей, входящие в профессиональные стандарты, могут быть использованы при составлении штатных расписаний организаций (с учетом специфики их деятельности), а также в трудовые договоры и должностные инструкции с работниками, наравне с должностями, включенными в Единые квалификационные справочники должностей руководителей, специалистов и служащих, утвержденные приказами Минздравсоцразвития России (смотрите письмо Минспорта РФ от 13.11.2014 N ВМ-04-07/6998 О применении профессиональных стандартов). В рассматриваемой ситуации с выполнением работ по указанной в вопросе профессии "электрогазосварщик" связано предоставление ряда льгот. Так, в соответствии с разделом XXXIII "Общие профессии" Списка N2 производств, работ, профессий, должностей и показателей с вредными и тяжелыми условиями труда, занятость в которых дает право на пенсию по возрасту (по старости) на льготных условиях, утвержденного постановлением Кабинета Министров СССР от 26.01.1991 N10 (далее - Список N2), электрогазосварщикам (позиция 23200000-19756) предоставлено право на досрочную трудовую пенсию по старости. Соответственно, наименование этой профессии и квалификационные требования к ней должны соответствовать наименованиям и требованиям, указанным в квалификационных справочниках , или соответствующим положениям профессиональных стандартов (смотрите Единый тарифно-квалификационный справочник работ и профессий рабочих. Выпуск 2.Часть 1, раздел "Сварочные работы", утвержденный постановлением Минтруда России от 15.11.1999 N45 (далее - ЕТКС), и приказ Минтруда РФ от 28.11.2013 N701н "Об утверждении профессионального стандарта "Сварщик", далее - профстандарт). Анализ действующего законодательства позволяет сделать вывод о том, что ни федеральным законом, ни каким-либо иным нормативным правовым актом обязательные требования к уровню квалификации работников, выполняющих работы по профессии "электрогазосварщик", не установлены. Следовательно, работодатель при установлении квалификационных требований по профессии "электрогазосварщик" вправе был как продолжать использовать ЕТКС, так и начать применять положения профессионального стандарта. Как следует из вопроса, в отношении наименования и квалификационных требований по профессии работников, осуществляющих трудовую функцию электрогазосварщика, работодатель продолжил применять Единый тарифно-квалификационный справочник работ и профессий рабочих Выпуск 2. Часть 1 Разделы: "Литейные работы", "Сварочные работы", "Котельные, холодноштамповочные, волочильные и давильные работы", "Кузнечно-прессовые и термические работы" (утв. постановлением Минтруда РФ от 15.11.1999N45). Однако, с 09.04.2018 профессия "электрогазосварщика" (со 2-го по 6-й разряды) исключена из названного справочника (п. 2 приложение к приказу Минтрудсоцзащиты РФ от 09.04.2018N215, п. 1 приказа Федеральной службы по труду и занятости от 19.01.2016N7). Таким образом, поскольку в данном случае за работодателем в силу части второй ст. 57 ТК РФ сохраняется обязанность по обеспечению соответствия наименования профессии работника, выполняющего трудовую функцию электрогазосварщика, положениям профессионального стандарта, то работодатель обязан использовать те наименования, которые содержатся в профессиональном стандарте "Сварщик", утвержденном приказом Минтруда РФ от 28.11.2013 N 701н. А поскольку названным профстандартом среди возможных наименований профессий предусмотрена профессия "электрогазосварщик" (со 2-го по 6-й разряды), то работодатель в рассматриваемой ситуации вправе не изменять уже существующее наименование указанной профессиии и оставить прежнее название "электрогазосварщик".
-
Грамотные спецы рутиловыми электродами стараются подобные стыки на просвет не сваривать ....сложнее гораздо, а преимуществ, кроме лучшего повторного поджига, нет...
-
Центр оценки квалификаций...-я одно не могу понять,это же революция сверху... то есть, выпускник крутого учебного заведения, типа нашего, на рынке труда-0?По мнению наксовского ЦОКа..Идите лесом,ребята.. В последнее время у меня на экзаменах пасутся хедхантеры серьезных и не очень контор, более-менее адекватных студиозусов вербуют ещё на студенческой скамье...Всю возможную прибыль я из данной ситуации выжму и делится с цоками не намерен..
-
-судостроителям про накс -разряды расскажите.. вот они повеселятся....ЦОК не обязательно при наксе должен быть... то что эта шарага пытается опять навариться на пустом месте-это без сомнения.....чем они лучше нашего УЦ-непонятно...да и пёс с ними....я при приёме на работу смотрел , что человек умеет/знает, а все бумажульки потом делали, если очень надо.... в наксе много продажного народца водилось, ...
-
- а у меня почему-то с данным диаметром любви не вышло....1/ 1,6/2,4/3,2/4 ... а вот куда 2 мм приткнуть-так для себя круг задач и не определил. .
-
Чемпионы и не участвуют.Лично.А ограничений на организацию в регламенте нет. Если я могу готовить успешных конкурсантов каждый год,то что мешает это делать другим? Пусть делают выводы и повышают свой уровень.
-
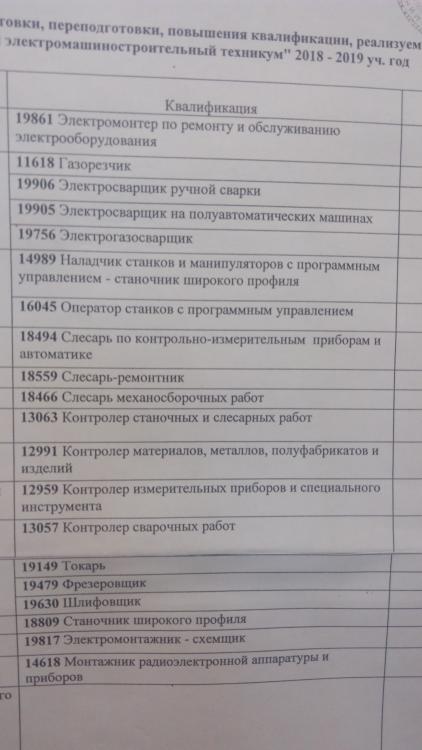
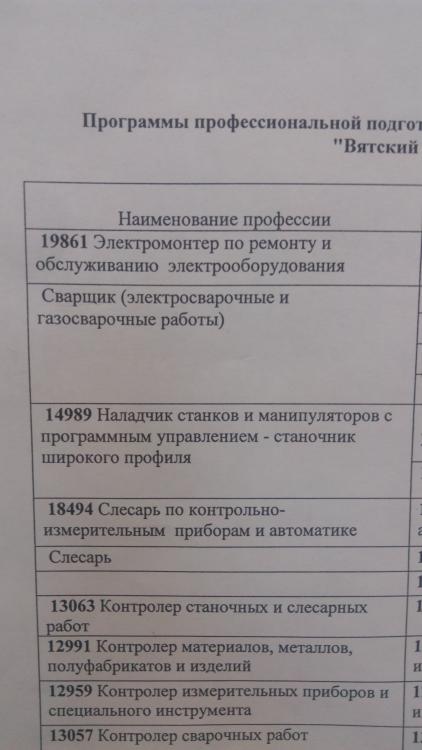
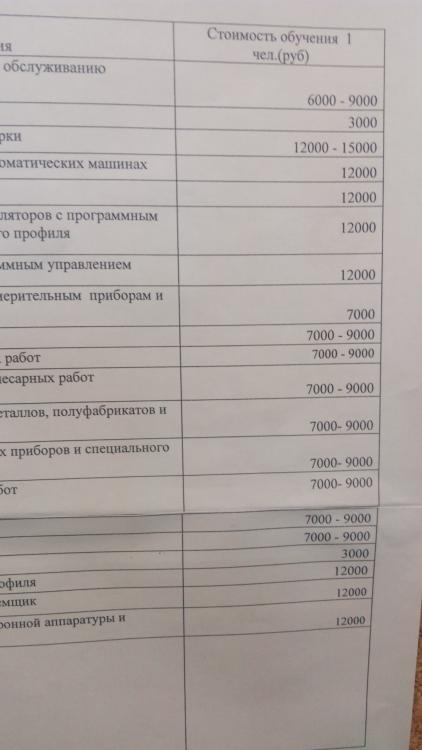
Ну теперь малость официоза-что почём-вот прайсик с нашего МФЦ, но низким ценам радоваться не стоит-для того, чтобы проучиться по данным ценам надо попасть в группу не менее 8 чел., занятия не каждый день и ограниченное время , качество обучения-среднее по стране по подобным курсам. То есть никакое. Я в подобном действе не участвую..Но есть менее щепетильные коллеги..Работать предпочитаю только индивидуально. Расценки там другие, но взаимо приемлемое решение всегда найти можно. Все вопросы можно также обсуждать с начальником МФЦ-координаты здесь. Также можете посмотреть здесь-сообщение от 12.01.2019-https://vk.com/club102795519 Если остались вопросы-пишите в личку или звоните.8(953)949-69-85
-
Все призы в руках не поместились.... @Сергей Витищенко, хорош уже торговлей и рекламой тут заниматься ,достал уже...
-
ВЭМТ-чемпион, в третий раз подряд...Дмитрий Попов, Сварочное производство, 4 курс, первый слева....
-
Проснулся-на столе -вот это,тут супружница заходит в кителе со своими капитанскими погонами и говорит-Между прочим, кто-то капитан запаса ,а кто-то выше сержанта не поднялся.Поэтому-слушай мою команду-Сержант"! на пробежку с рядовым -бегом марш!...Это , я понял. она собаку в рядовые записала.. потом кадета(это младший сын) на культурное мероприятие отвезёшь, потом наряд на растопку бани и чистку дороги... Бегом марш!!Пошёл выполнять..-майну открыл, воду натаскал,растопку наколол и затопил.., рядовой после пробежки шкерится в будке-, кадет приехал с мероприятия и тут же огрёб наряд на мытьё полов и хлопанье ковриков, я же домучал чистку дороги- и был отпущен в увольнение...
- 42 ответа
-
- 14
-

-
-это не так. может просто ссылку дать- https://vk.com/club102795519, мне честно, говоря , и это внапряг..... Одноклассники... тоже не впечатлили....да и смысла не вижу дублироваться...пока..
-
@svarnoi69,почитал сей ресурс, ....не понравилось, публика малость того...взбалмошная какая-то...не буду туда ничего писАть ....
-
-в WSR любят пафос и понты... так что с волками жить-по волчьи выть ,зато под эту движуху мы неплохо проапгрейдились.... -всё в открытом доступе на сайте WSR, компетенция "Сварочные технологии", раздел документы-региональная линейка-конкурсные задания-с главной страницы-через вкладку "О нас"Фотки сделаю чуть позже, не стреляйте в пианиста, он играет(снимает) как умеет, Ваше замечание учтём
-
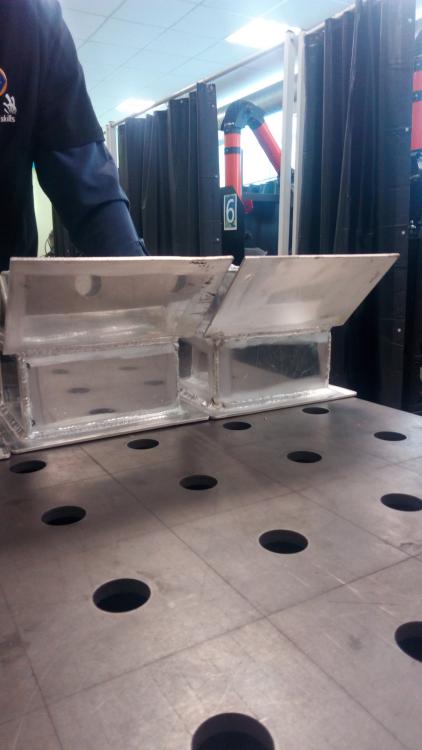
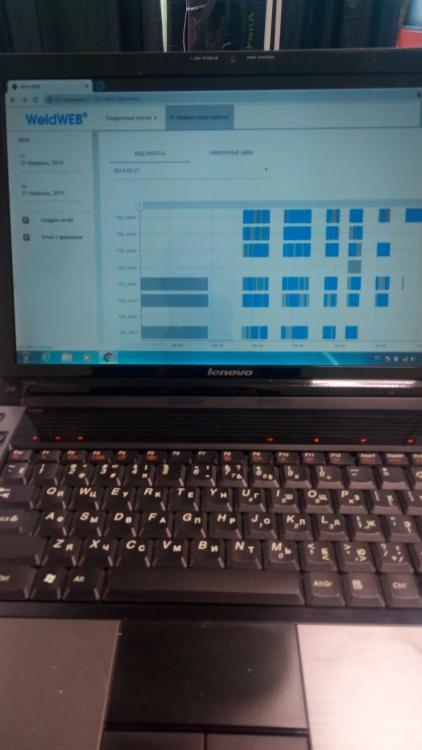
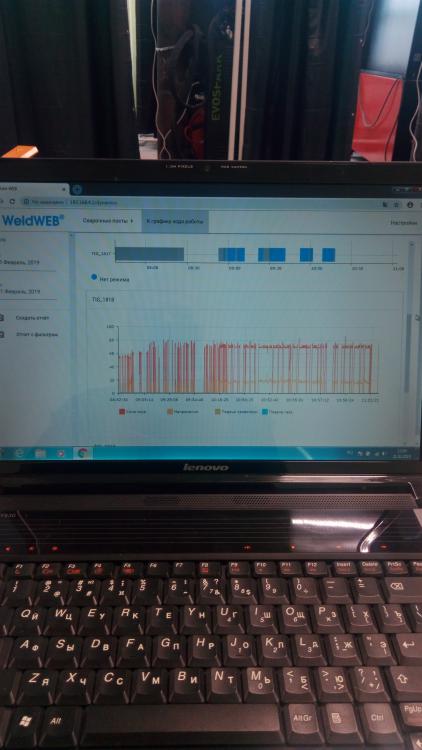
Ну вот и подошёл к итогу Чемпионат...все постарались показать себя с лучшей стороны...завтра электронная система WSR определит победителя и призёров, а пока-угадайте с трёх раз-где работы студентов ВЭМТ?... Электронная система WeldWeb от Эвоспарка-"Большой Брат" смотрит за тобой...
-
Здесь отвечу на днях-http://websvarka.ru/talk/topic/11819-uchebnyj-tcentrviatskij-elektromashinostroitel/, а может даже и сегодня.
-
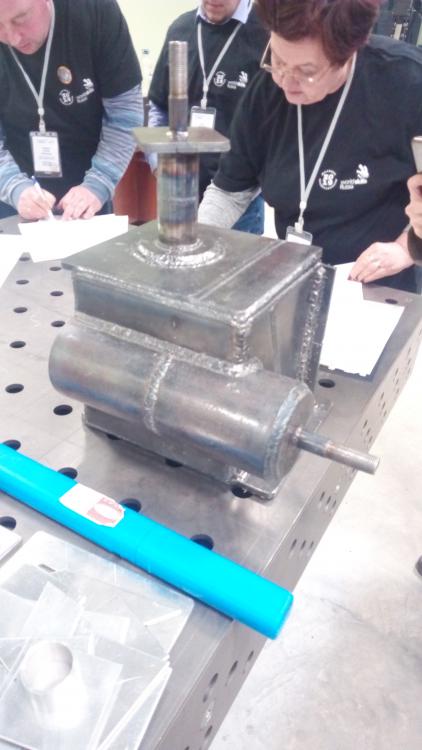
День второй-самый сложный модуль-3 вида дуговой сварки, 4 сварочных процесса:111,141,135,136. В различных пространственных положениях, тавровые, угловые и стыковые соединения.Толщина 8-10мм, трубные стыки-2,5; 4и 8 мм.Проверка-ВИК, гидравлические испытания.Ну и задания на завтра-сварка изделия из алюминиевого сплава( в данном случае АМг2М), и высоколегированной стали( 304)
-
Это всегда пожалуйста, пишите-звоните.. :P
-
День второй. Отварили первый модуль-труба 114х8 под 450 ,141/111,горизонт -пластина 250х124х10,С17, 135/136 процесс, вертикаль-350х125х16,С17, 111/135,Тавр-125+250х12,Т1, нижнее и вертикаль,111 и 135 соответственно...мои студенты в первых рядах...тьфу-тьфу, чтоб не сглазить...
-
Прошёл первый день регионального Чемпионата WSR.Последние два дня в полном мыле с 7до 21... спаивали, нарезали, протаскивали и налаживали/тренировали... Итого-участники заехали, детали готовы, всё работает.... ..продолжение следует..
-
Запустили /наладили плазморезку,Эвики тоже не простаивают... завтра -открытие регионального этапа Чемпионата WSR,для уборки после трудов праведных-руководство подогнало неплохой пылесосик
-
@Глобул,спасибо за инфу, доведу до сведения руководства. Насчёт экологов.. , мы в промзоне, не разу ни Краснодарский край, не Сочи, вокруг заводы и тьма контор, которые цельный день клепают, варят, лудят, паяют в промышленных масштабах....так что наша установка много не добавит..подобных агрегатов на удалении 500 м в любую сторону несколько штук точно есть... Здесь народ малость попроще к подобным вещам относится... " у нас на Вятке-свои порядки.."
-
Начали монтаж плазменной установки...Мощща!!! Не угадали малость с вытяжкой , переделать присоединение придётся..
-
-да,уголков потаённых много... вот нарушителя ТБ в одном из них застукал с поличным...
-
@Kondor416,вот оно чё... а я то и не в курсах ....работаем.. вышли почти на расчётную производительность, дожали сегодня кромкорез, как-то сначала не очень было качественно, и мануал о причинах -молчок,компрессор запустили, 1/2 линии собрали,до плазмы...дальше делать -барамбосы кончились... , обещали завтра профинансировать , и тогда продолжим, заготовки для конкурса привезли, разложили, обработали... Курсанты-вечерники РАДС/РДС-обе мастерские загружены по полной.. Многое не попало в кадр-металлообработку позже покажу-бежать далеко, и через улицу,..холодно... - Ну и экскурсия по старой мастерской-