

Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Calma
-
-
- Популярный пост
- Популярный пост
Кроме прочей работы, сегодня пришлось заваривать дырочку, образовавшуюся на раме 814-го 8-и тонника, в следствии заклинивания заднего амортизатора...




Обварил, включительно с трещинами с обеих сторон + с внутренней стороны на прихватках приварил по всей площади усилительную пластину.
-
 22
22
-
@selco,Здоровья! Чтоб хотелось и моглось...

-
3
-
-
чуть выше на моих фото, порвало около шовную, варил мой помощник, все по инструкции, за сверлил, вырезал, обработал до ровного круга фрезой, по краю прошёл ПАНЧем, потом вырезал из уголка заплатку выпуклую с зазором, сантим сварка, проковка и так с двух сторон, не перегревал, пенетрант показал поры и по кругу трещину сквозную. Переваривал сам, предположение - скорее всего нельзя касаться дугой чугуна, вскипает и дает поры, ну или все же такой чугун.
Возможно я и не прав, но почему-то мне кажется, что околошовную зону чугуна рвало из-за формы латки, или если точнее выразиться — из-за усадки металла разогретой стальной латки после сварки.
Лично я бы выбрал латку в форме крышки на этой фотографии https://images.ua.prom.st/2041731185_w640_h640_2041731185.jpg У стали и чугуна разные температуры теплового расширения.
-
Кстати именно для того помещения могу предложить последний писк моды, в наличии и единственный экземпляр



Есть в наличии и еще кое-чего, только надо пойти на железную дорогу и гвоздиков надергать на подвесы )))



-
6
-
-
Calma, Ну тогда , за подсказку пускай высылают Георг 4, или... ХО.
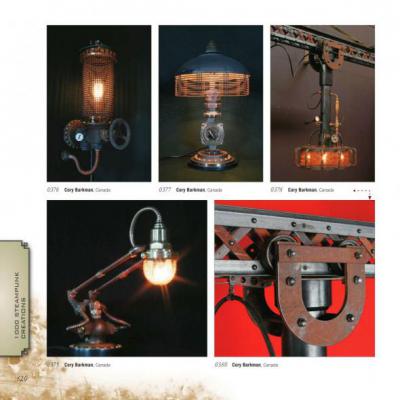
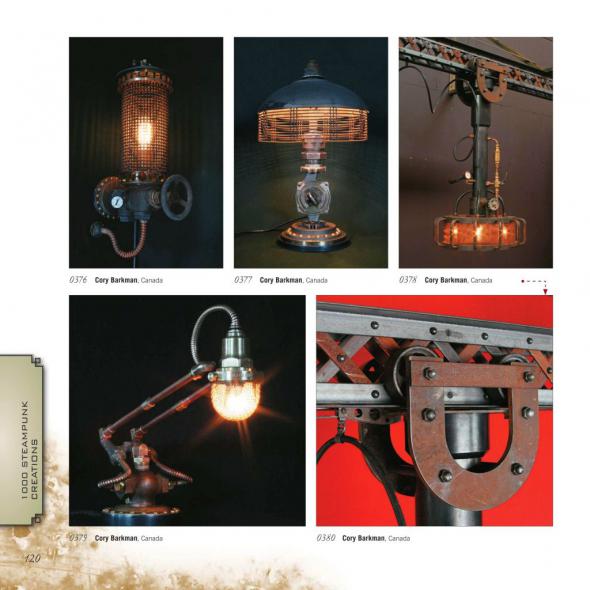
У меня еще очень много такого ))) Раньше немного увлекался стимпанком.....и всяким-разным... Глядишь и миллионером стану.)))

-
2
-
-
Берёшь колесо от телеги "лампы от " Эдисона"
Можно чего-нибудь и из стимпанка зафигачить )))))

-
6
-
-
Прикрепленные изображения
Нищеброды )))) Не могли они взять таких с десяток и в люстру связать.
-
2
-
-
Всем здравия! Подскажите, у меня руководство вроде созрело купить мне присадок для чугуна. Только возникли такие вопросы: если Панч не найдут, CuSi3 подойдет? И какой диаметр лучше если покупать только один. Спасибо.
Полноценно ПАНЧ_11 не заменит ни чего, но если уж искать ему замену, то лично я бы посматривал на монель, а уж потом и CuSi3.
-
4
-
-
aleksein, при чем здесь настройки и коррекция в %, если я проверяю базовые настройки, т.е. именно синергию?
У вас настройки синергии "привязаны" к выставленной толщине металла . Нажмите, как уже упоминали, одновременно два энкодера, покрутите левым найдя параметр "Tick" и правым задайте толщину свариваемого металла. А уже после можете корректировать параметры сварки.
-
3
-
-
Коля! А это что такое???

-
1
-
-
если весь чугун будет так вариться то хорошо
Не всегда и не каждый чугун будет так свариваться. И еще:
Что касается самого процесса выполнения работ - используя ПАНЧ-11 необходимо придерживаться стандартных правил. Поверхность вокруг трещины необходимо зачистить до блеска материала, а на расстоянии в 8 мм от окончания самой трещины просверлить несколько отверстий. Их диаметр не должен превышать 3.5 мм. Вдоль самой трещины необходимо будет сделать канавку. Благодаря уменьшению объёма наплавленного сплава можно добиться основного положительного результата - снижения уровня нагрева самой детали. А это, в свою очередь, благоприятно повлияет на качество и надёжность работы. Немаловажен вопрос выбора положения, в котором будут проводиться сварочные работы, чаще всего советуют выбирать именно нижнее.-
2
-
-
я опа и того.
.....не угадал....с размерами ...
http://технотрон.рф/ru/produkt/komplekt-zaschity-kornja-shva/-
1
-
-
Я прально мыслю?
Наверное, многие озвученные параметры правильны,...... но для своего конкретного объема задуваемой детали. Основное, наверное вытеснить кислород из объема и создать гарантированную подпитку защитного гага, который не увеличивает давление в задуваемом объеме.
Самбурно как-то выразился.
-
на моем ПТК бронза под гальваникой, правда светлая какая-то.
Пора забывать о таком "расточительстве" . Латунь видимо у вас, а не бронза. Знакомый парнишка купил китайца с подогревом, так там точно черный металл корпуса... и гальваника — для придания дорогого вида.)))
-
гайка с трубкой все-равно латунная должна быть
Может быть и из черного металла, никелированные.
-
А если надо с поддувом, то наверное лучше поискать у ESAB
А вы то как думаете, с поддувом она варит или без?
-
Сегодня бросило мне это видео на Ю-Тубе
Ей так же посоветуете выкрутить дюзу и на слух варить?
-
Kurt1 сказал(а) 13 Мар 2021 - 20:50: при глюках второго на МОРОЗЕ -5, Тебе Михаил будет интересно- Клоос при минусовой температуре зависал и отказывался варить вообще! Делай выводы, а потом ЗАГЛЮЧИЛ И ПОЛ ГОДА НЕ ОТРАБОТАЛ.
Под конец рождественских праздников (вроде 16-го января, суббота была) приходилось варить кузов прицепа китайцем Крамером. Морозы тогда стояли -17 и снег. Варил в не отапливаемом цеху. Температура — та же, что и на улице, только без ветра. Корку льда со снегом сплавлял в местах сварки при помощи пропановой горелки. Правда дальше 20см. от места сварки все же был лед. Так же переживал будет ли варить сварочник на таком морозе.... раньше такой "авнтюры" еще не имел. Но китаец отработал на все 5+ В общей сложности положил более 11,5 метров шва, при этом без каких-либо замечаний.
-
5
-
-
Calma, в гидросистемах бывает так, что предохранительный клапан стоит на самом насосе, далее- обратный клапан. Ну и боковые нагрузки никто не отменял, наверное, а от них никакой клапан не поможет)
Да я как-то не вникал. Там многоконтурная гидросистема. Не очень верится, что допустим поворот стрелы и подъем будут осуществляться с одинаковым давлением, хотя ... Они умудрялись 60-ку ковш разорвать на сантиметров 30 в углу. Что-бы отремонтировать, мне пришлось двумя резаками греть металл (одним не получалось) и лебедкой стягивать отогнутые части, для устранения разрыва и сварки..
-
Соосность - готовить кондуктор ,т.е нужен резьбовой винт,с план шайбами и стягивать
У меня есть "VIP" клиенты, у которых несколько единиц подобной техники.


В свое время один из них очень смеялся, когда я удивлялся почему у них не работает "защита от дурака". По идее на гидравлике должен стоять регулируемый/настраиваемый стравливающий клапан, который по достижению определенной нагрузки в гидросистеме, разгружает ее путем слива в гидробак. Мне кажется, что на этой технике такое не предусмотрено. Возможно это лишь у них такое....я лично не в курсе.
Теперь о конкретном случае. Гидронасос качает довольно резво. В транспортное положение стрела отводится вбок, причем довольно шустро. Примечал, что при отводе стрелы в крайнее положение происходит довольно сильный удар в упор. При некоторой выработке на пальце и сильном ударе, мне кажется возможным появление трещины именно в этом месте...... и даже после удачного ремонта. Хотя могу быть и не прав.
-
4
-
-
Фото не четкие,но если будете сваривать,то надо думать про усиление - косынка\накладка
По памяти, там вроде косынка не пойдет, а только накладка. Но там другая на мой взгляд может возникнуть проблема — по любому утянет при сварке, а добиться надобно соосности отверстий.
-
2
-
-
Calma,Вероятность, что внутри сварочного герметичность нарушена я так понимаю минимальная, практически не рассматривается?
Ну почему же. Просто в аппарате трубка подачи газа крепится на жестко укрепленные детали входа и выхода и шанс повреждения, разрыва, разгерметизации значительно ниже, чем в шлангпакете рукава, который более подвижен и подвержен механическим воздействиям. В аппарате, лично я бы проверял уже во вторую очередь.
-
1
-
-
р.с. не перестаю радоваться тому,что чисто случайно выбор пал на этот китайский бренд. В наличии 3 сундука 200+200+315 амп. +плазма CUT100 (Edon). кайф с 2015 года,никакой головной боли в плане работоспособности самих сундуков для задач практикуемых в ремонте железок с помощью сварки.
Да и присадок 4047 вам видимо все больше и больше начинает нравиться при сварке литьевого алюминия )))))
 Хорошая штука... иногда даже незаменима, как при сварке ЦАМа.
Хорошая штука... иногда даже незаменима, как при сварке ЦАМа. -
вот только шланг в рукаве не проверить.
А почему не проверить? Опустили в емкость с водой рукав, одну сторону заткнули, даже пальцами, а в другую пустили чуть воздуха от компрессора....только без энтузиазма, что б трубку не разорвало. По наличию пузырьков в воде можно определить место подтекания, если такое имеется.
-
3
-













{kind=link}
Колесный диск - сварка, ремонт
в Сварка в ремонте автомобильного транспорта
Опубликовано
Так же снимаю усиление постоянно в 0. Привозили один раз тот же самый диск через буквально пару дней. Первый раз наращивал часть отлетевшей и утерянной закраины и заваривал по средине дыру, пробитую насквозь чуть больше как от лома Второй раз привезли тот же самый диск, но уже с трещиной, совсем в другом месте. Заварил и посоветовал съездить к батюшке ))))
Второй раз привезли тот же самый диск, но уже с трещиной, совсем в другом месте. Заварил и посоветовал съездить к батюшке )))) 