Victor Kotyara
-
Постов
874 -
Зарегистрирован
-
Посещение
-
Победитель дней
36
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Victor Kotyara
-
Второй том "Сварка в машиностроении" с текстом. Ссылка будет доступна в течении двух недель: https://dropmefiles.com/oWmiA
-
@an81gl, за фото можно не извиняться. Нужно написать, что на них- вообще ничего не видно.
-
 @Alexxxxxxx, да откуда там тепловложению взяться? Раз есть- значит много вкладывает при старте, значит нарастает долго. Отсюда и схлопывание плохое. Ради интереса можно было бы дроссель обойти или с меньшей индуктивностью навесить. Хотя после этого может начать ямы рыть при старте. С ютуб страницы Кемппи- сварка импульсом нержавейки толщиной 1 мм. Ток 190А, импульс 0,06 секунды. Скоростная съемка. Там еще есть в разных режимах. https://youtu.be/AsUZNXCgBG0
@Alexxxxxxx, да откуда там тепловложению взяться? Раз есть- значит много вкладывает при старте, значит нарастает долго. Отсюда и схлопывание плохое. Ради интереса можно было бы дроссель обойти или с меньшей индуктивностью навесить. Хотя после этого может начать ямы рыть при старте. С ютуб страницы Кемппи- сварка импульсом нержавейки толщиной 1 мм. Ток 190А, импульс 0,06 секунды. Скоростная съемка. Там еще есть в разных режимах. https://youtu.be/AsUZNXCgBG0 -
@Alexxxxxxx, может предгаз короткий? На шовной побежалости не будет, а импульсами при коротком предгазе будет темнеть.
-
@Шурпет, они бывают. У производителя может быть линейка инверторов с возможностью подключения к блоку протяжки. Вот, как пример: https://paton.ua/cms/produktions/invertor/bloki_podachi_provoloki.html А работают эти блоки с рядом инверторов MMA и с TIG источниками. Есть и такие, что умеют использовать протчжку от другого производителя.
-
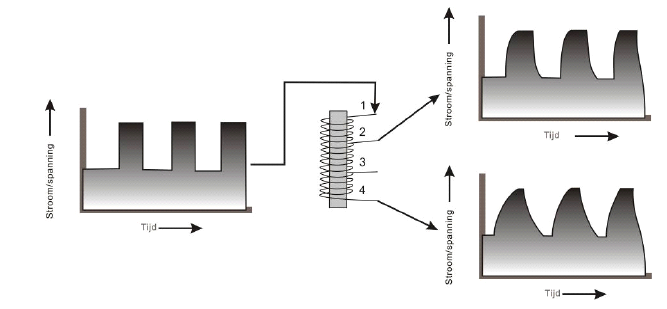
Немного оффтоп, но в продолжение темы индуктивности. С 3:38 изменения с прямоугольными импульсами на нагрузке при увеличении индуктивности. Голландский художник был прав. https://youtu.be/MRA-YE2Mtv8
-
@Глобул, это называется артель) Да, это в идеале, но пока еще трудноосуществимо- общество должно переродиться.
-
@Менгон, там еще рядом одна лыжа должна стоять)
-
Барыгам все-равно, какой вы специалист. Времена, когда зарабатывали на рабочих, катятся к закату. Так, выжать последние ошметки. И нужно понимать, что у работяг и барыг отличается ось мировозрения- вкорне, перпендикулярно, броня! Разделение общества, пропасть... Топикстартеру желаю холодной головы, горячего сердца, терпения, мужества и конечно же- Ангела-Хранителя.
- 310 ответов
-
- 15
-

-
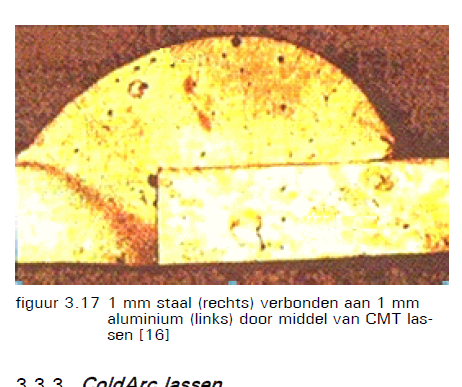
Так вот еще 2008 год. Все уже было. Вот управление: Вот сталь к алюминию: Улучшились возможности управления благодаря быстрым процессорам, упрощению программирования, отзывчивости компонентов. Увеличился и стал дешевле объем памяти, что позволило развить синергетику практически до безконечности. Не забываем и про маркетинг)

-
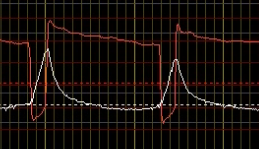
А, ну да, я понял, о чем речь) График должен становится таким:
-
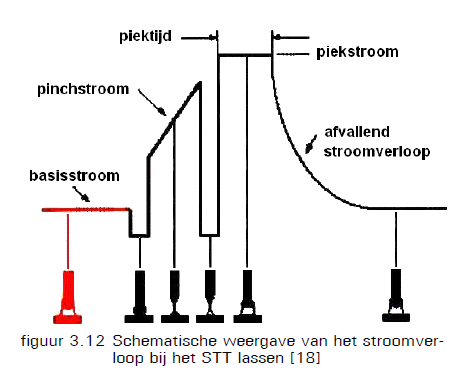
@Глобул, я ранее выкладывал нидерландский справочник по TIG, а это из такого же по MIG/MAG. Картинка, я так понимаю, для простоты понимания. Кстати картинка похожа на то, что в видео выше.
-
Как-то так.
-
"Сварка в машиностроении" 3 том в doc формате с текстом. Ссылка будет рабочей 14 дней. https://dropmefiles.com/Kx1d8
-
После обжига отпрессованных деталей. Спекание, попросту говоря, в конвеерных печах. В ЦАМ есть что пропитывать, по всей видимости, раз буржуи вакуумируют и полимером под давлением потом пропитывают. Видать де детали, где нужна прочность и (или) герметичность. Мы с другом такой жидкостью древесину стабилизировали- текучесть запредельная.
-
Нержавейку варил порошковую- вела себя прекрасно. Думаю, что не остатки пластификаторов, а все-же пропитка после обжига. Может антикоррозионная, может для прочности. ЦАМ литье тоже эпоксидкой пропитывают в некоторых случаях, точнее хитрой жидкостью. Работал когда-то на порошках, правда ферриты прессовали очень сложные.
-
@Краусс, попробовать другой электрод. После заточки- тонко отшлифовать, в идеале- полировать. Расход газа сделать как можно меньше.
-
Не, это организаторы этого цирка показали, "как делается облицовка".
-
@welderman, а у меня выхода на тот момент особо и не было. "Тарелка" с центром с предохранительного клапана от гидростанции лопнула. Пружиной со временем с одной детали две сделало. Получился продолговатый цилиндрик-центр и плоский бублик-упор пружины. Попробовал своим телом- шов сразу трещит. Залил все сплавом СрМ70 и только с торца. Типа временно, на вечер, а там деталь выточить новую. Так и осталась работать...
-
@welderman, можно по разному) Нужно пробовать и смотреть. Серебро в качестве присадки на нержу укладывается замечательно, гораздо лучше, чем серебро на серебро. А присадкой серебро-медь лечил трещину в углеродке, которая своим телом вообще не сваривалась. И вылечилась, хотя по идее не должно было)))
-
Медь при сварке нержавейки можно использовать в качестве защиты) Чтоб кромку какую не оплавить или выступ тонкий прикрыть. Поэтому задача расплавить прежде медь и "толкнуть" ее к стали. На видео выше это видно. Вот еще, хоть и импульсная сварка, но смысл понятен. Смотреть с 1:59 https://youtu.be/1-6xY1sp4_s
-
А резьбовое или фланцевое соединение не пойдет? Или муфту какую с обжатием.
-
"Замысел" Донфильм, 2019 г.
-
Есть программы и онлайн сервисы по распознанию текста. https://softcatalog.info/ru/obzor/programmy-dlya-raspoznavaniya-teksta Весь четырехтомник перевести в текст наверное будет сложно, но можно выборочно, может онлайн сервисы платные смогут это сделать за умеренную сумму. 4 том в DOC формате, с текстом, точнее текст на странице, но там же можно скачать файл. Он превышает лимит по размеру, а то я сюда его сразу бы добавил. https://perviydoc.ru/v32535/%D0%BD%D0%B8%D0%BA%D0%BE%D0%BB%D0%B0%D0%B5%D0%B2_%D0%B3.%D0%B0._%D0%B8_%D0%B4%D1%80.%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%B2_%D0%BC%D0%B0%D1%88%D0%B8%D0%BD%D0%BE%D1%81%D1%82%D1%80%D0%BE%D0%B5%D0%BD%D0%B8%D0%B8