useruser
-
Постов
318 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент useruser
-
@tslava393, вы, я, zynsk, Vosmerkin, Вячеслав164, yuri, еще nik633 (у него правда 315-й, но кривой статрт тоже вроде есть)... Не трое. Повторюсь, вы написали, что перед покупкой пробовали Гроверс 200Р у друга и было все отлично. Можно как-то увидеть швы вашего друга? Хотя бы пару фото он не может сделать? И соглашусь с SergDemin, не сотни продались, меньше гораздо. Вот, к примеру, в их группе в вк есть голосовалка по моделям - https://m.vk.com/wall-60259284_6752 Владельцев С-версии 34, Р-версии - 35. И еще, общался с несколькими владельцами в вк (кто ответил), часть не понимает сути проблемы (без опыта или без желания разбираться), часть соглашается, что проблема есть, но говорит, что им это не мешает. Т.е. владельцы это или любители без опыта и понимания, или не особо искушенные, которым это нормально.
-
@tslava393, а что, есть хорошая партия? ) Вы друга вашего с Р-шкой не можете попросить фото швов сделать? Зы: я купил в сентябре 2018.
-
@SergDemin, вот morgmail видео постил по Веге минимиг выше, на сейчас появились еще отзывы в ютубе по нему. У всех прекрасно варит. Точки отлично просто. Брызги действительно приходится искать. Синергетика на удивление корректна. Если не попадают в режим, то просто или наваливает или прожигает, но не взрывается бешеной ванной с яростным треском и дождем из капель металла, как на Гроверсе. Допускает просто гигантские погрешности без третьей мировой. Одноплатник со сборкой на клеевой пистолет, ну как так? В гроверсе чуть в сторону от оптимального и начинается просто армагеддон какой-то. Нужно просто идеально подбирать параметры. Что чаще не получается, чем получается. Просто чем больше вникаю в тему, тем более очевидны становятся эти косяки. И раздражает больше всего то, что абсолютно туманны перспективы решения этих проблем. Ладно бы ими занимались непосредственно, но с такой обратной связью между заводом и заказчиком (с периодом в год (!)), боюсь, ничего путнего не выйдет. Если бы я увидел видео morgmail когда выбирал, то Гроверс не купил бы. Мне для Веги не хватало тогда именно такой информации/обзора. Думал новое, хз че там в реале. Ибо все обзоры на Гроверс я тогда посмотрел, но были определенные сомнения. Списал на свою некомпетентность. Доверился общему настрою. Хотя, как оказалось, владельцев С и Р версий тут не было, просто авансом хвалили, ибо остальное у Гроверса вроде нормальное. Виноват сам конечно, поторопился. Боялся, что подорожает в том числе. В итоге сэкономил, называется. ( Плюс Гроверс анонсировали новые модели в прошлом году, эти наверное остатками уже идут. Скоро сменят линейку и аля-улю. )) Я так последний раз с мотокосой штиль попадал (на форумхаусе можете почитать тему "погнулся вал у штиль 250"). Тоже всеобщий восторг, а на деле...Правда там владельцев побольше было, но суть та же. Зы: сорри, крик души. ))
-
@tslava393, а нельзя друга сюда пригласить, в тему? Или попросить фото или видео швов сделать? У него точно 200Р, не просто голый 200?
-
@tslava393, у вас был ранее опыт ПА? Было отлично что именно - просто на готовом режиме поварили или попробовали сами менять? И что сейчас у друга с качеством сварки, больше не пробовали у него варить? Может поначалу казалось ок, а как разобрались в нюансах, перестало устраивать?
-
Кислота или смесь была?
-
Синергетика там на удивление корректно работает. Причем результат коррекции только в проваре (наваливает или нет), но брызг считай нет совсем. ( Шов действительно гладкий.
-
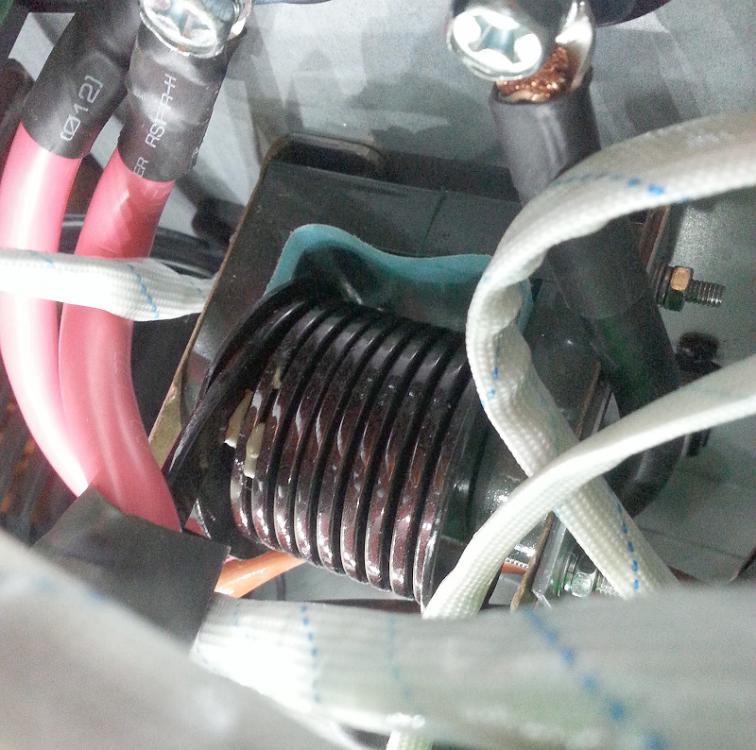
Я извиняюсь за ламерство (ноль в элетронных делах), оная имеется в Гроверсе? Или это индуктивность так называется?
-
@SergDemin, да, 200P который. Насколько плох данный дроссель? Какой должен быть в данном бюджете? Или мог бы быть...
-
А что тут с дросселем? Это дроссель? )

-
Покажите результат. )
-
Профиль норм: Хотя все равно какая-то рябь присутствует на поверхности. Вообще, чисто технически, что является причиной брызгообразования и субъективной жесткости дуги (треск и т.п.).
-
Поварил на токе "больше 100А", режим тут уже приводили в пример (син., 138А, 20,3В, переключено на проволоку 0.9), синергию поставил на 9 (раньше на 2 стояло). Шов такой получается: Это фотиком получше: Тут просто ровно прошел, без колебаний (край угла на пластик попал, расплавил): Угол 75, стенка 5. Хз, дуга стала не трещать, а почти жужжать. Субъективно искр (сноп на дуге) значительно меньше, брызг вроде тоже мало. А вот при тех же исходных, но стал крутить просто больше меньше, просто примерно ставя значения (до сих пор толком не усвоил алгоритм настройки): Че-то еще больше запутался. Старт кривой однозначно. На большом токе вначале отстрел превращается в крупные капли. Но если подобрать режим, то вроде норм. Не разберусь с прижимом, сколько накручивать на ручке? В процессе "тестов" пару раз дернулась как-то подача, слышно было как что-то скрежетнуло внутри корпуса и рукав дернулся. Блин, нужно прийти куда-то и попробовать эталонный ПА, чтобы понимать органолептику процесса. ЗЫ: развмер капли:
-
Давайте подытожим как-то. На сейчас есть 2 (+1) проблемы: 1. Проблема с началом сварки (стартом), которая является некорректной реализацией алгоритма плавного разгона. Выражается в толчке проволоки при поджиге дуги, отгорания куска проволоки, либо "отстрела" (отлета) отгоревшего кусочка и недостаточном проплавлении (капля наваливается). Мешает при точечной сварке и при начале швов без возможности вернуться и переплавить старт шва. 2. Повышенная жесткость дуги и повышенное образование крупных брызг (капель) при сварке на токах/подаче свыше 100А/-- (?) и напряжении -- (?). Более явно при использовании проволоки 1.0 мм. Техническая причина этой проблемы пока неизвестна (?). Проявляется в виде неровной, чашуйчатой ("взболтанной") поверхности шва (?) и налипании в околошовной зоне относительно крупных капель 1-2 мм и более (?) в относительно большом количестве (неизвестна "норма", сколько считается нормальным 5, 10 капель на 10 см шва или 1-2?). Мешает тем, что требует дополнительной слесарной обработки шва, страдает "эстетика", не приносит удовлетворения от процесса сварки (с учетом ценовой ниши аппарата). 2+ (Пока только у одного проявилось). Падение параметров сварки при протяженном шве в синергетическом режиме (+ручном ?) через 10-15 см или 30 секунд (?). Выражается в постепенном снижении тока, например, со 120 до 75 А, изменении звука дуги и степени проплавления. Мешает тем, что не дает получить равномерный по провару шов. Вопросы в скобках там, где нужно уточнить нюансы/значения или поправить, если ошибся. Был бы признателен за дополнения и корректировку. Нужно именно подобное описание, а не просто "лучше\хуже". Настройки, навыки, сеть, условия (ржа, ветер, расходка) у всех разные, поэтому нужно предметно.
-
@morgmail, не могли бы вы, если не затруднит конечно, сделать Вегой относительно протяженный угловой шов на высоком токе? Как в этом видео: (с восьмой минуты). Был бы признателен за фото.
-
@Vosmerkin, я про фото с патрубком. Второе да, ПА. А тут уж слишком аккуратно.
-
@Vosmerkin, почему так уверены? )
-
@Вячеслав164, а верхнее фото не тиг часом? @Сергей Витищенко, функция не от шарика, а от длины хвоста.
-
Если не сложно, сделайте фото или видео проблемных моментов. Больше инфы, понятней ситуация.
-
 Аппарат Wester MIG-200i. Человек тему по нему отдельную сделал, а пост видимо сюда перенесли. Модель была в названии темы. Не знаю, что за аппарат, но отзывы по нему доставляют конечно - https://market.yandex.ru/product--svarochnyi-apparat-wester-mig-200i/1909504274/reviews?track=tabs "Шов ровный", "200А это не мало", "рукав не дубеет и не рассыхается" почти в каждом отзыве. Видно один чувак отзывы писал. Причем с фантазией у него проблемы. И как такую кучу левака яндекс публикует?
Аппарат Wester MIG-200i. Человек тему по нему отдельную сделал, а пост видимо сюда перенесли. Модель была в названии темы. Не знаю, что за аппарат, но отзывы по нему доставляют конечно - https://market.yandex.ru/product--svarochnyi-apparat-wester-mig-200i/1909504274/reviews?track=tabs "Шов ровный", "200А это не мало", "рукав не дубеет и не рассыхается" почти в каждом отзыве. Видно один чувак отзывы писал. Причем с фантазией у него проблемы. И как такую кучу левака яндекс публикует? -
Может как-то озвучить тезисно проблемы аппарата? А то тут уже и изменение режима аппаратом в ручном, брызги на больших токах и пр... Описать четко алгоритм проблем по пунктам, а не просто "не варит" и "подходить не хочется". А то прождем полгода, сделают только старт, а остальное останется. Мда, нерадостно что-то на последних страницах. И меня даже не сам факт проблем удручает, а туманная перспектива их решения... Вопрос такой. Вот ставим мы режим 136А, 20.3В, но в процессе сварки выше 127 не поднимается, 80% держится на 110. Почти 30А "погрешность". Это много. Такой прикол только в этом аппарате или это особенность П\А вообще?
-
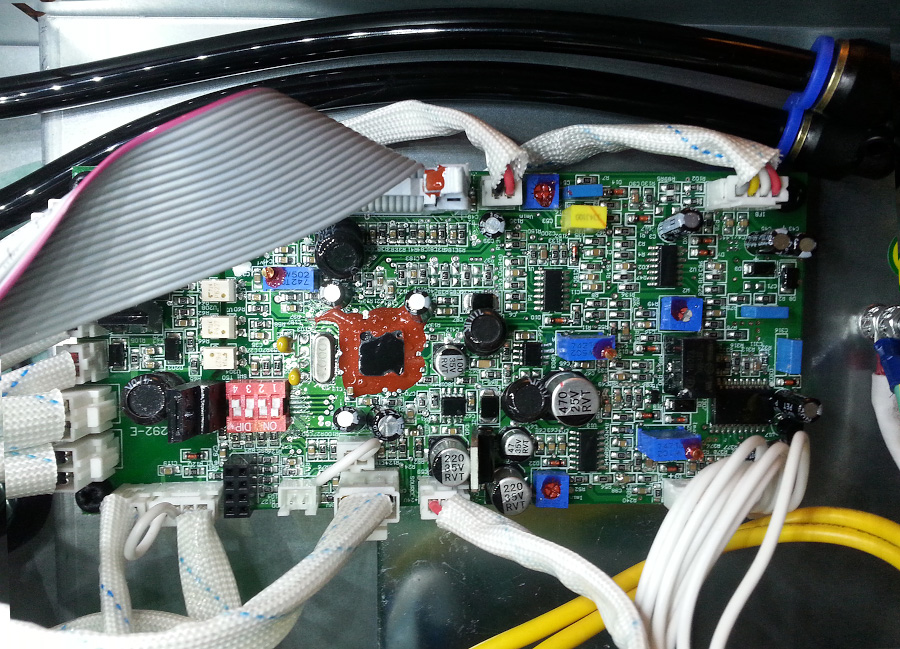
@Вячеслав164, надо бы прошивку вначале дождаться. ЗЫ: я как-то лазил внутрь аккуратненько, посмотреть, полюбопытствовать. Видимо это и есть плата управления:
-
@Вячеслав164, вот выше на этой странице отписался techsvar, вот он и есть Алексей, который в сервисе в Нижнем в Гроверсе работает. Он и прошивает. "Главный по тарелочкам", так сказать. )
-
@Вячеслав164, да, без проблем. Это уже отработанная схема на тиге wsme. Алексей даже энкодер разрешает паять - https://www.chipmaker.ru/topic/109973/?do=findComment&comment=4170219
-
@Вячеслав164, как обычно все делают - плату или аппарат (хотелось бы плату все же), отправляете транспортной. Там прошивают и транспорной обратно.