Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
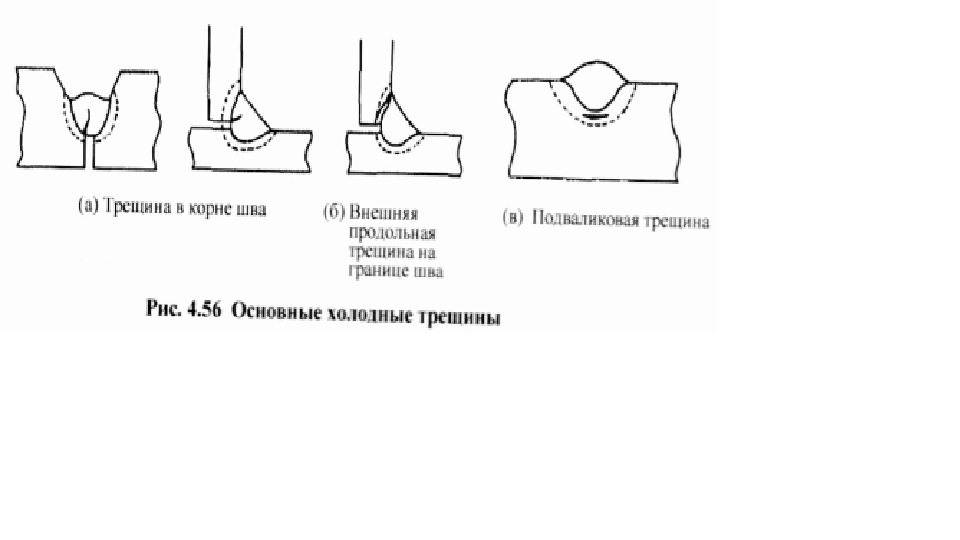
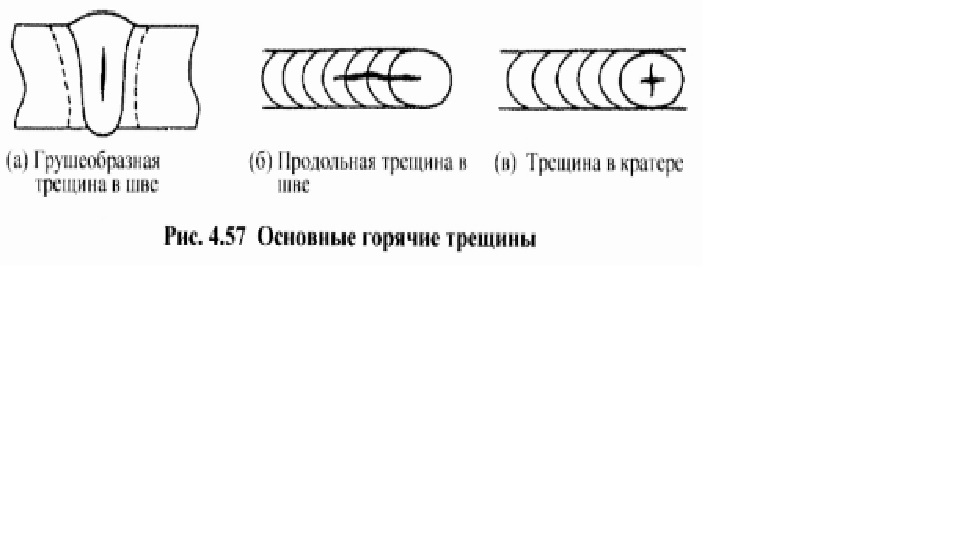
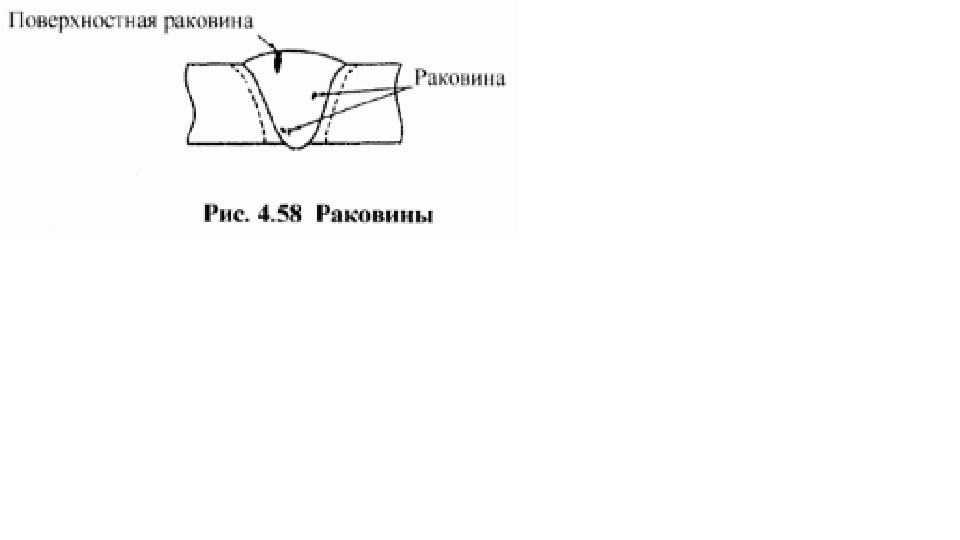
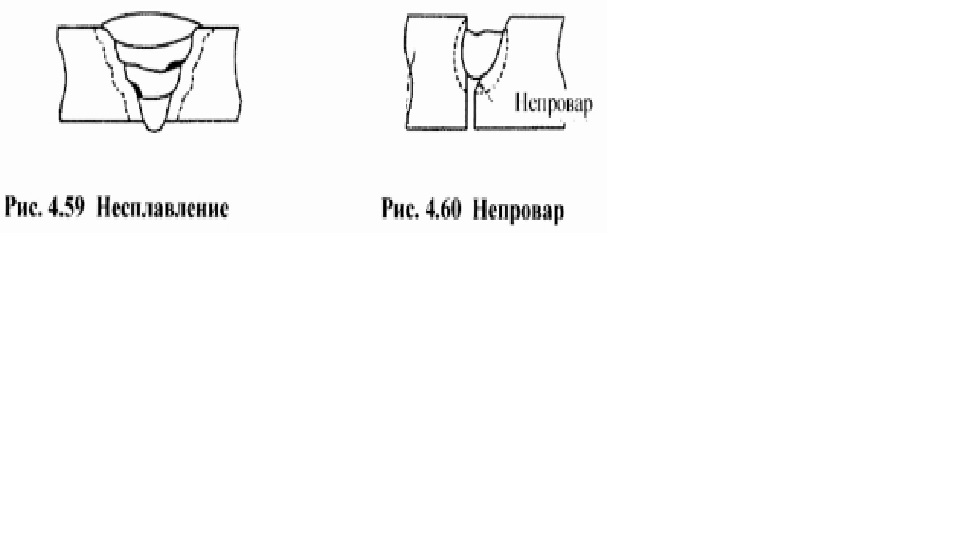
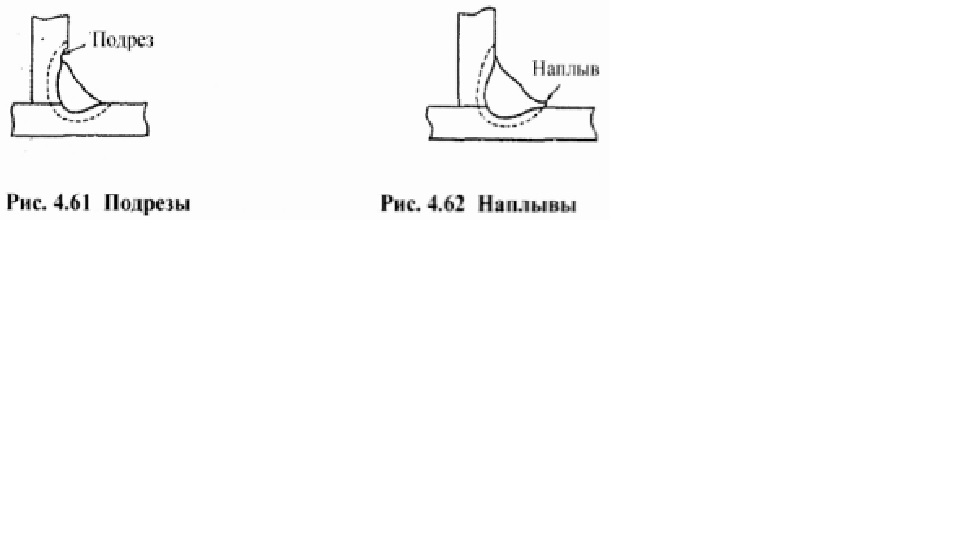
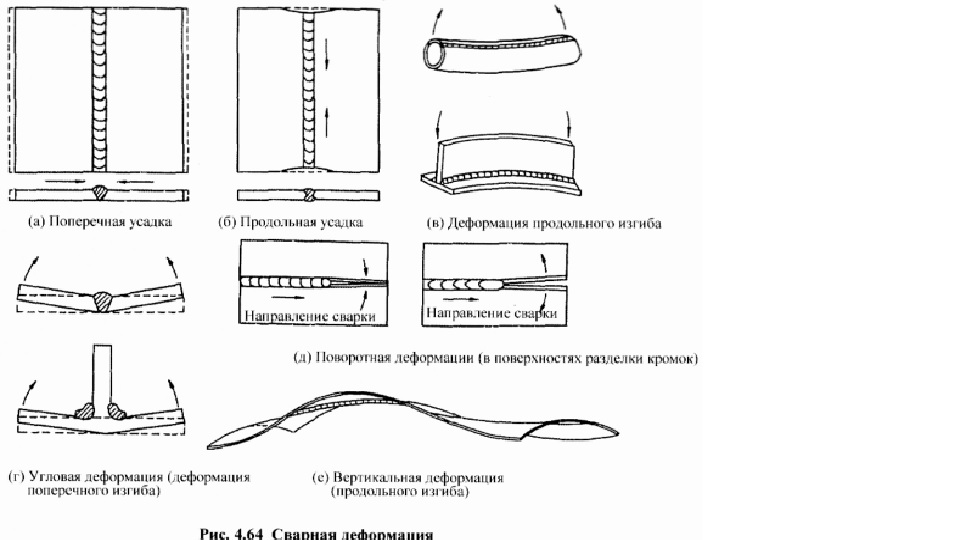
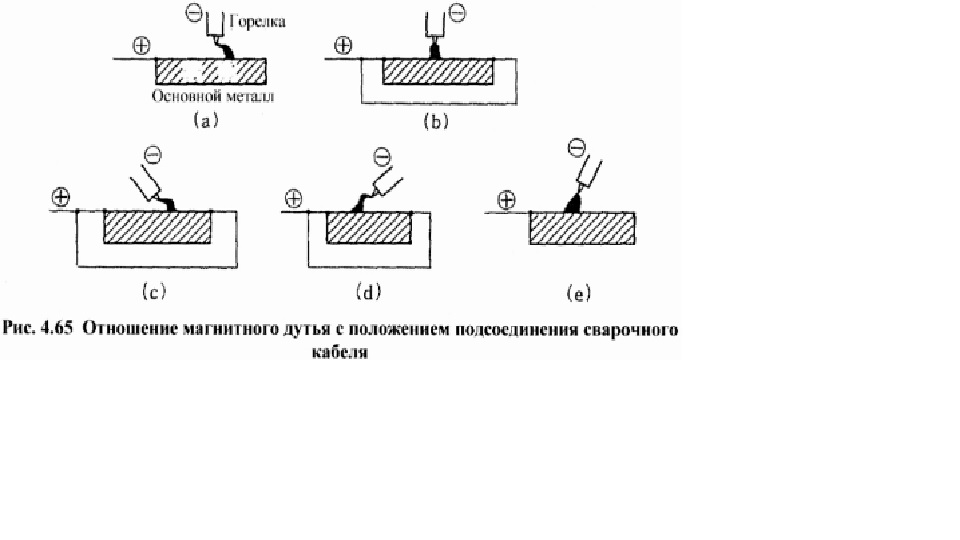
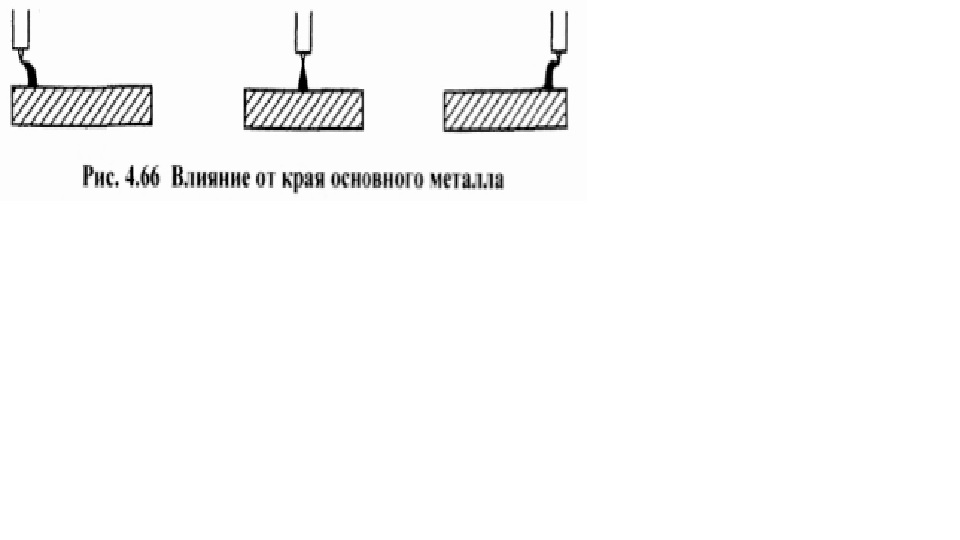
4-8 ДЕФЕКТЫ СВАРОЧНОГО ШВА И ИХ ПРЕДОТВРАЩЕНИЕ 4-8-1 Трещины Трещины образуются при затвердевании или застывании зоны сварки, и подразделяются по своему образованию на холодные трещины и горячие трещины. Холодные трещины возникают после застывания зоны сварки до относительно низкой температуры (порядка 200°С и ниже). Причиной считаются 3 фактора, а именно водород, проникший в зону сварки, завязывающая сила, воспринятая зоной сварки, и затвердевание сваренного металла или участка, находящегося под влиянием тепла. Трещины могут возникнуть, спустя несколько часов до нескольких дней после окончания сварки в 'зависимости от материала и других условий. Потому что до возникновения трещин нужно время для того, чтобы проникший в зону сварки водород перемещался внутри зоны сварки и накопился в количестве, необходимом для возникновения трещин. Имеются разновидности формы трещины, на рис. 4.56 представлены примеры, называемые трещиной в корне шва, внешней продольной трещиной на границе шва, подвалковой трещиной, каждый. Чтобы предотвратить холодные трещины следует; (1) Очистить разделанные кромки тщательно от масла, ржавчины, капель конденсата и пр. и тем самым по возможности устранить причину попадания водорода в тону сварки, (2) Чтобы ускорить выделение проникшего в зону сварки водорода. нужно поддерживать высокую температуру перед наложением последующего слоя путем подогрева, (3) Правильно подобрав форму разделки кромок, режим сварки, зажимное приспособление и подкладку, избежать возникновения чрезмерной завязывающей силы, резкого застывания с последующим затвердеванием металлической структуры. Горячие трещины возникают в процессе сварки или непосредственно после сварки, когда зона сварки имеет температуру (порядка 300°С и более) и появляются при затвердевании расплавленного металла. Так что они могут быть названы трещинами от затвердевания. Считается, что непосредственно перед завершением затвердевания расплавленного металла в межзеренной границе в середине валика и в окружении валика остается малая масса расплавленного металла в виде пленки. Если к этому расплавленному металлу приложится сила, сопровождающая тепловую деформацию, он не выдержит деформацию по причине своей незначительной массы, пробьется отверстие, которое перерастет в трещину от затвердевания. Следовательно, на возникновение трещин значительное влияние оказывают химический состав зоны сварки, включение примесей и пр. На рис. 4.57 представлены примеры, называемые по форме трещины грушеобразной трещиной в шве, продольной трещиной в шве, трещиной в кратере. Чтобы предотвратить горячие трещины следует: (1) Подобрать форму разделки кромок и режим сварки, чтобы не получилась форма поперечного сечения шва, узкая и длинная в направлении проплавления. То есть установить отношение «глубина проплавления/ширина шва» на небольшое значение. (2) Так как трещины склонны возникать, когда количество фосфора (Р), серы (S) и пр. велико, следует по возможности уменьшать примеси в основном металле и присадочном металле. А далее, подбирать присадочный металл, марка которого подходит к основному металлу. (3) В зоне кратера производить правильную заделку кратера путем управления нисходящим потоком тока и пр. 4-8-2 Раковины Раковинами называют полости, которые образованы по причине того, что газ, проникший в расплавленный металл и не успевший выйти из него, перекрыт в расплавленном металле. В частности, раскрытые на поверхности шва раковины называются поверхностными раковинами. Раковины в основном состоят из водорода и кислорода, а в зависимости от ситуации также из аргона, использованного в качестве защитного газа. Кроме того, по сравнению с другими металлами алюминий склонен к образованию раковин по причине того, что масса водорода в затвердевшем металле значительно меньше, чем в расплавленном металле, и в процессе застывания выделяется большая масса водорода. Чтобы полностью устранить эти раковины, требуется наиболее тщательное внимание. Чтобы предотвратить раковины следует; Удалить с участка разделки кромок грязь, ржавчину, влагу и обратить внимание на очистку, Так как попавшая на присадочный металл влага также может привести к возникновению раковин, обращать тщательное внимание на просушивание. В частности, при сварке алюминия в зависимости от ситуации необходимо удалить оксидную пленку с поверхности присадочного металла. Обращая внимание на расход защитного газа, защиту от ветра, очистку сопла и т.д., предотвратить захват воздуха вследствие неполной защиты. Также, не удлинять дугу больше, чем необходимо.4-8-3 Несплавление Отсутствие сплавления между наплавленным металлом и основным металлом или между наплавленными металлами каждого прохода, как показано на рис. 4.59, называется несплавлением. В случае нержавеющей стали, алюминиевого сплава и пр.. на поверхности шва образуются окиси с высокой температурой плавления и, если при наложении следующего слоя шва расплавленный металл опережает дугу и дуга прямо не попадает на поверхность шва, эта оксидная пленка не подвергается плавлению, остается, и может вызвать несплавление. Чтобы предотвратить несплавление следует: (1) Тщательно очистить поверхность разделки кромок и поверхность шва. (2) Подобрать режим сварки, обеспечивающий достаточную глубину проплавления, и, в частности, обращать внимание на полное проплавление краев лицевой поверхности предыдущего слоя шва 4-8-4 Непровар Непроваром называется состояние, когда части разделок кромок, в частности, поверхности притупления кромок, не проплавляются. Как показано на рис. 4.60. непровар склонен возникать, когда угол скоса кромок мал или притупление кромок слишком велико. Чтобы предотвратить непровар следует: (1) Подобрать правильную форму и размеры разделки кромок. В частности, обращать внимание на то, чтобы угол скоса кромок не стал слишком малым и притупление кромок не стало слишком большим, (2) По возможности укоротить дугу и уменьшить напряжение дуги. (3) Подобрать режим сварки, с целью получения достаточною тепловложения для сварки, увеличивая сварочный ток, убавляя скорость сварки и т.д. 4-8-5 Подрезы и наплывы Когда основной металл по краям лицевой поверхности шва подвергается слишком интенсивному расплавлению, появляется впадина в виде паза, которая называется подрезом. Как покачано на рис. 4.61 подрезы склонны возникать на верхних краях лицевой поверхности шва при горизонтальной сварке угловым швом. Значительные или острые подрезы убавляют прочность соединений, так что следует по возможность предотвратить их возникновение. Чтобы предотвратить подрезы следует; (1) Не увеличивать сварочный ток больше, чем необходимо, (2) Избегать слишком большой скорости сварки. (3) Поддерживать правильное положение угла наклона горелки, и правильную длину дуги. Наплывами называется состояние того, что основной металл по краям лицевой поверхности шва не подвергается расплавлению, и металл шва натекает на основной металл, как показано на рис. 4.62. Наплывы представляют собой противостоящее подрезам явление, которое возникает, когда объем добавления присадочного металла слишком велик, скорость сварки слишком мала и пр. 4-8-6 Беспорядочность валика В случае дуговой сварки на низкочастотном импульсе и пр., когда установлена слишком большой скорость, получается прерывистый валик, как показано на рис. 4.63 (а). Если по сравнению со сварочным током скорость сварки слишком велика, длина дуги слишком велика и т.д.. как показано на рис. 4.63 (б), появляются нерегулярные впадины и не образуется однородный валик. При импульсно-дуговой сварке, когда установлена слишком большая разница между пиковым током и базовым током, также может возникнуть этот надвигающийся валик. Так что, следует избегать увеличения скорости сварки, удлинения дуги, и т.д. больше, чем необходимо. Кроме того, при импульсно-дуговой сварке не следует устанавливать чрезмерно большую силу тока, для большего увеличения эффекта. 4-8-7 Вольфрамовые включения Вольфрамовыми включением называется явление того, что в процессе сварки конец вольфрамового электрода вытекает в расплавленном виде или прикосновение конца вольфрамового электрода к расплавленному металлу приводит к попаданию вольфрама в металл шва. Следует обращать внимание на то. что участки с вольфрамовыми включениями затвердевают крайне интенсивно и повлекут за собой трещины. Следует уделять внимание тому, чтобы использовать электроды правильного диаметра применительно к сварочному току, поддерживать правильную подачу защитного газа для предотвращения быстрого износа электрода, перемещать электрод, избегая прикосновения электрода к ванне расплавленною металла. 4-8-8 Сварочная деформации Из-за вкладываемого дугой тепла, зоны сварки и околошовные зоны подвергаются растяжению и усадке и после окончания сварки, как представлено на рис. 4.64, возникают (а) поперечная усадка, образуемая в направлении, перпендикулярном сварному шву, (б) продольная усадка, образуемая в направлении линии сплавления, (в) деформация продольного изгиба, образуемая в направлении сварного шва. (г) угловая деформация, представляющаяся собой перелом вдоль сварного шва. (д) поворотная деформации, при которой зазор в вершине разделки становится уже или шире по мере продвижения сварки, (е) вертикальная деформация, образуемая в случае тонкостенных листов в волнистом виде. Сварная деформация понижает точность отделанных изделий, портит качественный вил и оказывает вредное влияние на прочность, жесткость и т.д. конструкций, так что следует по возможности уменьшить ее возникновение. Чтобы сдержать сварную деформацию, следует 1) Предположив усадку и деформацию от сварки, заранее предусмотреть припуски на усадку или придать обратную деформацию, 2) Чтобы уменьшить суммарное тепловложение сварки, подбирать разделки кромок малого поперечного сечения. Предпочитать Х-образную разделку кромок или двухстороннюю симметричную «рюмкообразную» разделку кромок V-образной разделке кромок, подбирать более узкий зазор в вершине разделки, 3) Чтобы по возможности уменьшить неоднородность зазоров в вершине разделки, смещение и т.д.. повышать точность элементов, заранее проверять форму разделки кромок и использовать сборочное зажимное приспособление, а затем производить сварку прихватками. 4) Составить технологическую последовательность сварки, чтобы уменьшить сварную деформацию. 4-8-9 Магнитное дутье В некоторых случаях в силу магнитного действия тока дуга изгибается в определенном направлении и направленность и сосредоточенность дуги становятся неустойчивыми, в результате чего шов получается извилистым, ширина шва становится уже, проплавление - мельче. Это явление называется магнитным дутьем, четко появляется при сварке стали на постоянном токе, в частности, склонно возникать при сварке угловым швом, соединениях с глубокой разделкой кромок и т.д. При сварке на переменном токе магнитное дутье почти не возникает, но при сварке на постоянном токе возникает даже в случае, когда основной металл представляет собой нержавеющую сталь, которая не поддается намагничиванию. Возникновение магнитного дутья различается в зависимости от положения подсоединения сварочного кабеля к основному металлу, угла наклона горелки, ширине основного металла и т.д. Например, как показано на рис. 4.65 (а), если сварочный кабель подсоединен слева, дуга гнется направо; как показано на (b), если сварочные кабели подсоединены с обеих сторон, магнитное дутье не появляется. Однако, как показано на (с) и (d), даже когда сварочные кабели подсоединены с обеих сторон, если наклоняют горелку, дуга изгибается в противоположном наклону горелки направлении. В случае наклонения горелки, как показано на (е), рекомендуется подсоединить сварочный кабель к краю основного металла с противоположной наклону горелки стороны. Кроме того, как показано на рис. 4.66, в случае сварки края основного металла, дуга склонна изгибаться к центру основного металла. Во многих случаях можно предотвратить это явление, подсоединив еще один сварочный кабель в место, где начинает появляться магнитное дутье. Чтобы сдержать магнитное дутье следует; (1) Изменять положение подсоединения сварочного кабеля к основному металлу. (2) Подсоединять сварочный кабель на два места основного металла или более. (3) Изменять угла наклона горелки. Кроме того, в некоторых случаях с помощью электромагнита или магнита исправляют магнитное дутье принудительно.

- 26 ответов
-
- 14
-

-
Если присадка фирменная и не валялась под столом россыпью, то её чистить ненужно. Присадочный пруток уже идет зачищенный и обезжиренный с завода.
-
Ну как я могу одобрять или не одобрять? Дело то хозяйское, тоже мечтал о карандашной, пока нормально обычной пользоваться не научился, потом как-то ненужна стала. Просто как сварщику мне трудно представить как вы будете манипулировать присадкой и горелкой на вытянутых руках. Да и как вы её в руке держать будете? возьмите кусок палки приклейте к нему сопло и попробуйте поманипулировать. За керамику то вы держаться не сможете.
-
А присадку подавать? и почему не сварить снаружи?
-
А на мой взгляд, это примазаться к чужой работе и вводить клиента в заблуждение..
-
Вот потому я фотографии и начал подписывать. А то бывает клиент приходит и начинает утверждать, что фотографии которые крутятся на нашей рекламной плазме это не мои работы, а скачанные с инета, так как они у кого-то на сайте выложены . А бак вот он. http://www.chipmaker.ru/index.php?app=core&module=attach§ion=attach&attach_rel_module=post&attach_id=1521651
-
Как мне знакомы эти гараж-пати. Когда с байками плотно возился каждое утро вывозить контейнер мусора приходилось. :)
-
Вам для таких работ нужно максимум 300А, так как работать вы будете проволокой 1 - 1,2мм. Желательно но не обязательно водяное охлаждение горелки. Вот пример - http://www.kuvalda.ru/catalog/1953/30626/ http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-c340-pro http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-320 http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-l405 http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-410-510
-
Зачем? если за эти деньги можно взять качественное устройство?
-
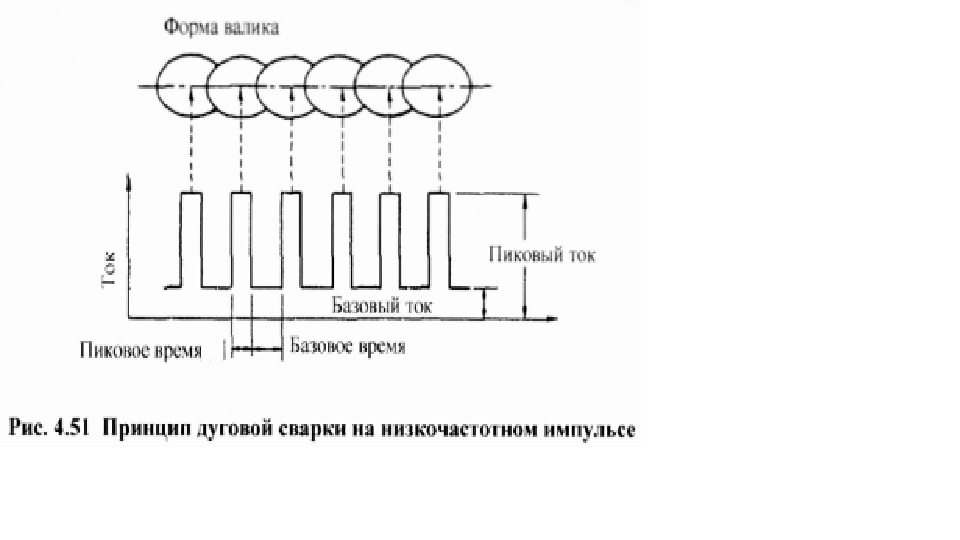
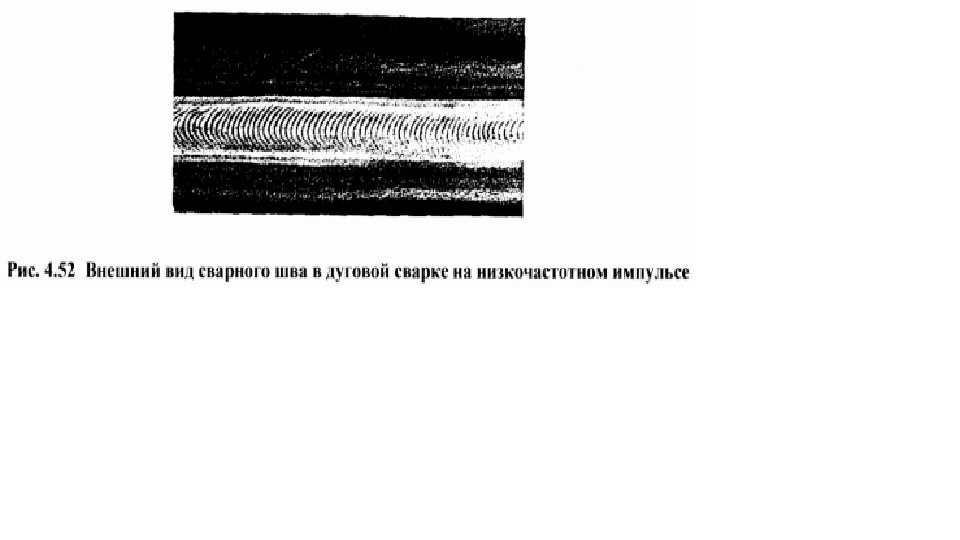
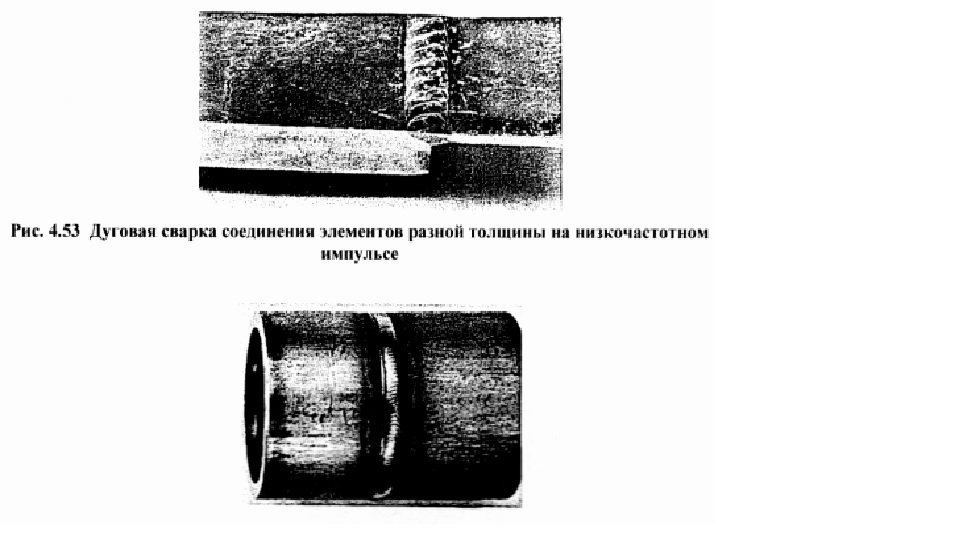
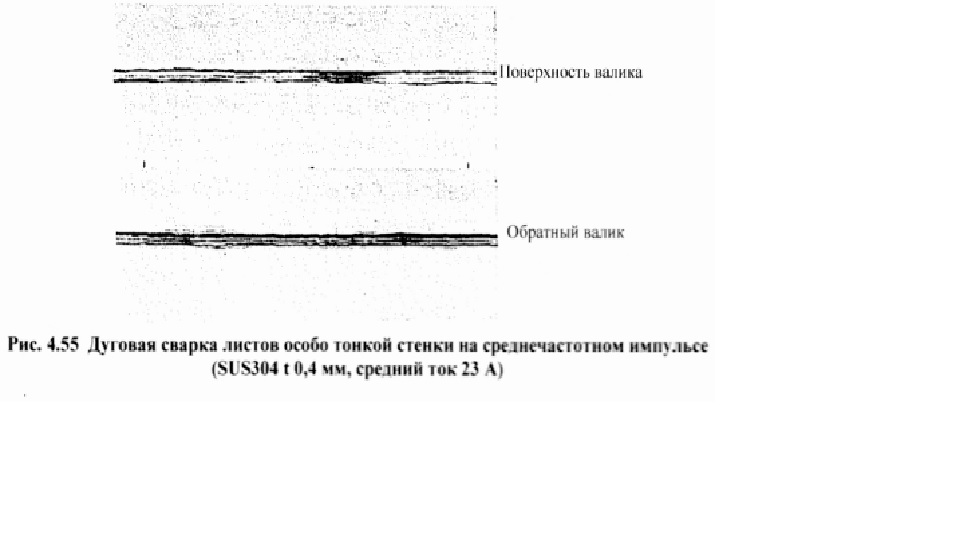
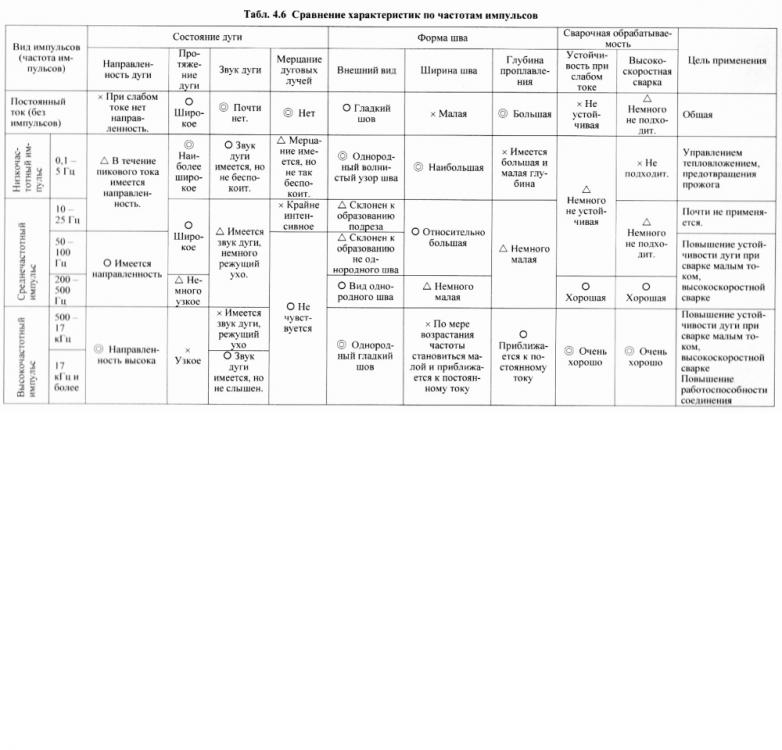
4-7 ИМПУЛЬСНО-ДУГОВАЯ СВАРКА 4-7-1 Дуговая сварка на низкочастотном импульсе Под дуговой сваркой на низкочастотном импульсе подразумевается сварка с управлением тепловложепия к основному металлу за счет периодического изменения сварочного тока частотой не больше чем несколько герц для того, чтобы предотвратить прожог, который может случиться при наложении первого слоя шва, провисание валика в вертикальной и поперечной сварке. В период пикового тока подвергают основной металл расплавлению, в период базового тока дают расплавленному металлу затвердеть и дальше повторяют эти действия периодически. Следовательно, в крайнем случае сварку ведут, накладывая швы точечной дуговой сваркой, как представлено на рис. 4.51. Поскольку длительность формирования ванны расплавленного металла соответствует пиковому времени, а длительность затвердевания - базовому времени, естественно, импульсному периоду имеются пределы, которые составляют 0,1 -5 Гц. На рис. 4.52 представлен пример сварного шва в дуговой сварке на низкочастотном импульсе. Образуется волнистый узор синхронно с периодом импульса и получается весьма однородный вид шва. Под действием пикового тока дуга расширяется, ширина шва возрастает, однако по мере изменения тока глубина проплавления становится или глубокой или мелкой, так что дуговая сварка на низкочастотном импульсе не подходит к высокоскоростной сварке. В случае соединения инородных материалов, например, нержавеющей стали с мягкой сталью, соединения элементов с разной толщиной стенки, теплопроводность каждого элемента отличается друг от друга, так что при сварке на постоянном токе требуется довольно высокий уровень навыков. Если к таким соединениям применяют дуговую сварку на низкочастотном импульсе, основной металл расплавляется сосредоточенно при пиковом токе и тем самым не склонен подвергаться влиянию теплопроводности. Поэтому при не очень высоком уровне навыков получается хороший результат сварки без большого труда. На рис 4.53 представлен пример результата стыкового соединения нержавеющих элементов, толщины стенки которых отличаются друг от друга. Кроме того в случае дуговой сварки на низкочастотном импульсе для управления расплавлением и затвердеванием основного металла можно устанавливать пиковый ток время и базовый ток/время отдельно, что способствует управлению обратным валиком и предотвращению провисания валика, и позволяет установку режима применительно к форме соединения, пространственному положению сварки и пр. На рис. 4.54 представлен пример шва во всестороннем пространственном положении сварки горизонтальных неповоротных труб. При этом сварка выполнена непрерывно, применительно к положению сварки переключая 6 режимов низкочастотного импульса. Можно перечислить другие особенности дуговой сварки на низкочастотном импульсе следующим образом; ü Расплавление и затвердевание основного металла повторяются, так что при большом зазоре в вершине разделки, смещении и пр. прожог не склонен происходить, что способствует исполнению сварки. ü Благодаря воздействию импульсного тока устойчивость и направленность дуги повышаются, что облегчает добавление присадочного материала. В частности, в случае сварки угловым швом можно использовать присадочный материал немного большего диаметра, что приносит больший эффект. ü Будет облегчено управление тепловложением, что приносит большой эффект в предотвращении несплавления, непровара, раковин и прочих дефектов. ü Будет расширен диапазон подходящего режима сварки, что уменьшает зависимость от навыков работников и физической усталости работника. Кроме того в. случае дуговой сварки на низкочастотном импульсе, как изложено выше в п. 4.5.3. сочетав ее с полуавтоматической горелкой для Аргонодуговой сварки, практикуется повышение обрабатываемости за счет изменения объема добавления присадочного материала в синхронизации с формой волны импульсного тока. 4-7-2 Дуговая сварка на среднечастотном импульсе Под духовой сваркой на среднечастотном импульсе подразумевается сварка, в которой за счет периодического изменения сварочного тока частотой от несколько десятков до несколько сот герц повышены направленность и сосредоточенность дуги для улучшения обрабатываемости. В связи с тем. что частота импульса велика, но сравнению с дуговой сваркой на низкочастотном импульсе не появляется ярко волнистый узор и отсутствует эффект управления тепловложением. По мере увеличения частоты импульса повышаются направленность и сосредоточенность дуги, но глубина проплавления проявляет тенденцию к уменьшению. Однако при добавлении присадочного металла ванна расплавленного металла не склонна к волнению, можно использовать присадочный металл большего диаметра по сравнению со сваркой па постоянном токе. Данный метод сварки не склонен подвергаться влиянию от сварки прихватками, даже при сильном токе увеличивает давление не так значительно, поэтому глубина ванны расплавленного металла относительно мала, что облегчает исполнение сварочных работ. Как пример дуговой сварки на среднечастотном импульсе на рис. 4.55 показан результат стыкового соединения нержавеющих листов особо тонкой стенки. Хотя толщина стенки равна 0,4 мм, получается правильный обратный валик. Кроме того, в полосе частоты импульсов 10 - 25 Гц вибрация ванны расплавленного металла и форма волны импульсного тока могут синхронизироваться друг с другом удачно и принести крайне однородный внешний вид сварного шва. Однако мерцание дуговых лучей, сопровождающее изменение тока, значительно заслоняет обзор, и к тому же ошибка в установке режима импульса, скорости сварки и пр. может привести к подрезу и пр. Поэтому данная полоса частоты импульсов применяется не так часто. 4-7-3 Дуговая сварка на высокочастотном импульсе Под дуговой сваркой па высокочастотном импульсе подразумевается сварка, в которой частота импульсов повышена еще больше с целью еще большего повышения направленности и сосредоточенности дуги и придания ванне расплавленного металла высокочастотную вибрацию. Как правило, частота импульсов составляет примерно 10-25 кГц, однако в случае частоты не более 17 кГц издается высокий режущий звук дуги. Изменение тока высокой частоты придает ванне расплавленного металла высокочастотную вибрацию, что приводит к смешиванию расплавленного металла и образованию аэрационных пузырьков и считается полезным для придания металлу мелкозернистой структуры, предотвращения образования раковин и пр. Дуга на слабом токе также значительно превосходит по сосредоточенности, даже при сварочном токе в среднем 1 А получается устойчивость дуги, что позволяет сваривать листы с особо тонкими стенками порядка 0,05 мм. Однако дуговая сварка на высокочастотном импульсе склонна подвергаться влиянию от длины сварочного кабеля, ее источник питания стоит очень дорого. Поэтому применение этого метода сварки ограничено единичными случаями. Отношение частоты импульсов с основными сварочными характеристиками приведено в табл. 4.6. В таблице границей низкочастотных импульсов и среднечастотных импульсов служит 5 Гц, а границей среднечастотных импульсов и высокочастотных импульсов служит 500 Гц. Но эти границы принимаются не так строго.
- 26 ответов
-
- 11
-
-
Вот например EVM неплохой 300А в эти деньги.
-
Скажите, а для чего вам 500А ? Вы что варить будете? И в каком режиме? Просто 500А это запредельный ток для работы.
-
Мутные они. У меня один из клиентов им больше ляма закинул, потом устал выковыривать, правда года три четыре назад было, но рисковать неохота.
-
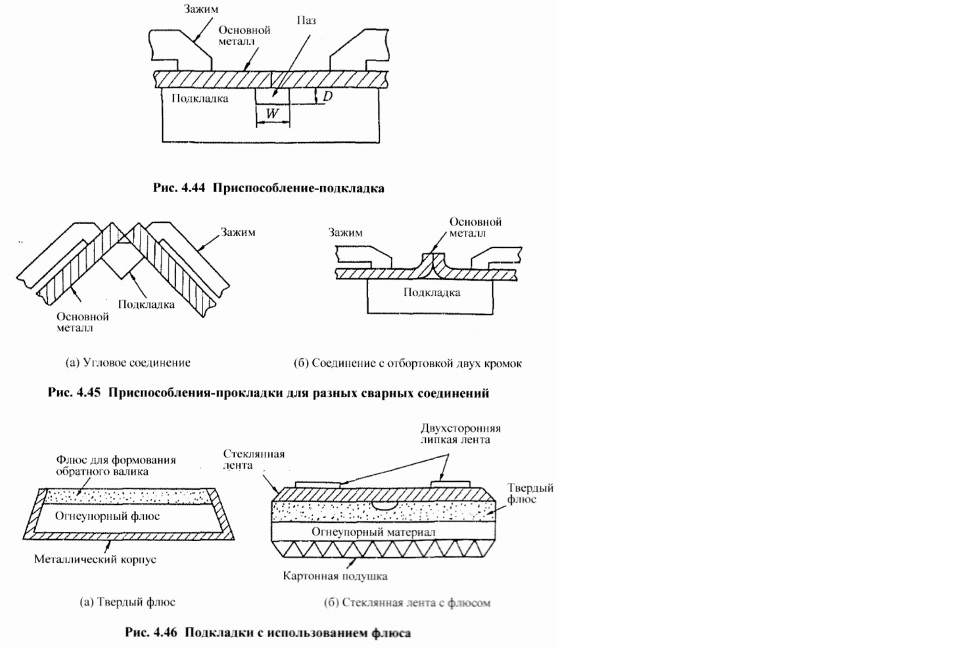
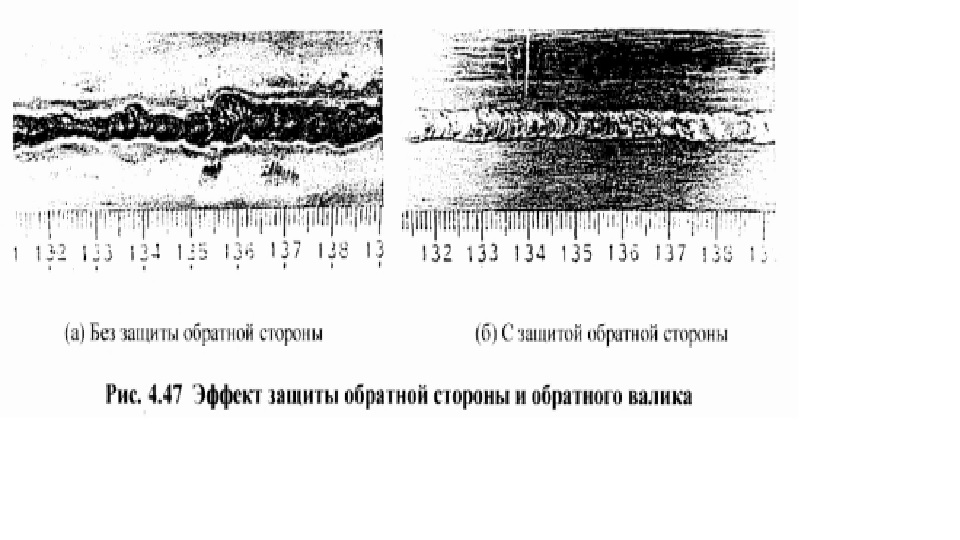
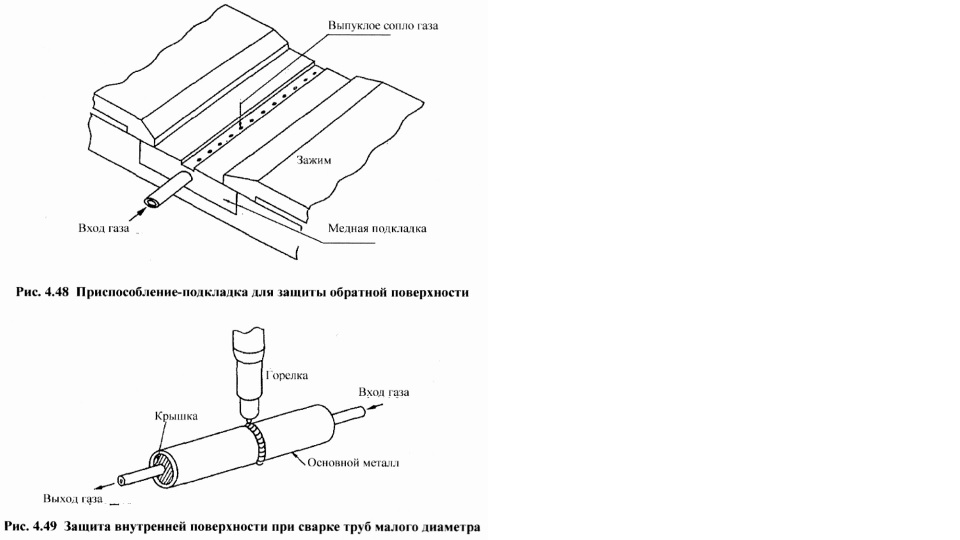
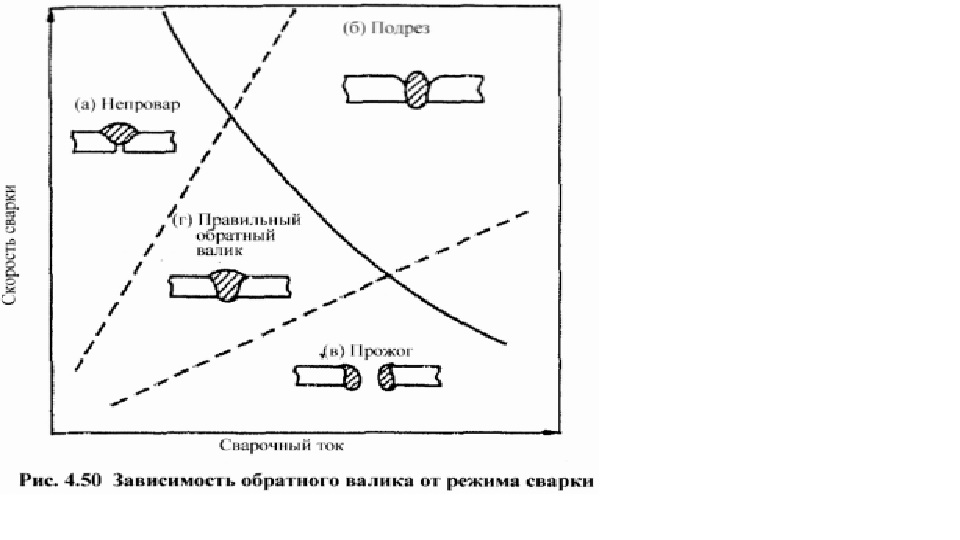
4-6 ОБРАТНЫЙ ВАЛИК 4-6-1 Приспособление-подкладка При сварке тонкостенных листов применяется метод исполнения работ, по которому одним проходом сваркой с лицевой поверхности основного металла и на обратной поверхности формируется валик. Валик, который формируется на обратной поверхности основного металла, называется обратным валиком. В процессе сварки невозможно наблюдать ход формирования этого обратного валика, так что для получения хорошего результата сварки требуется достаточно высокий уровень навыков. Однако Аргонодуговая сварка позволяет формировать обратный валик легче, чем другой метод сварки, так что часто применяется не только при сварке тонкостенных листов, но и для первого слоя многослойной сварки. Чтобы сформировать обратный валик, нужно расплавить основной металл достаточно до обратной поверхности. Однако расплавленный металл держится за счет поверхностного притяжения, так что, если ванна расплавленного металла становится слишком большой, поверхностное притяжение не может держать ванну расплавленного металла, происходит вытекание части расплавленного металла и в ванне будут пробиты поры. Чтобы предотвратить это вытекание части расплавленного металла, используется приспособление-подкладка, представленная на рис. 4.44. Обычно подкладка изготавливается из меди, у которой удельная теплопроводность высока. Пользуясь охлаждающим действием подкладки, сдерживают возрастание ширины обратного валика, вызываемое чрезмерным тепловложением, одновременно предотвращают приплавление подкладки к обратному валику и уменьшают деформацию, вызываемую сварочным теплом. В случае сварки тонкостенных листов приспособления-подкладки часто служат и приспособлениями-ограничителями сварного соединения. Форма паза подкладки также является одним из важных факторов обратного валика, и варьируется в зависимости от толщины стенки и т.д. При установке формы следует ориентироваться на глубину (D) 0.5 - 2 мм и ширину (W) 2-6 мм. Если формируют обратный валик на сварочном соединении с плотно прилегающими кромками в вершине разделки шва. не устанавливая зазора, будет потерян выход газа, выделяемого из расплавленного металла, и этот газ устремится к поверхности валика, что может привести к образованию раковин или поверхностных раковин. В угловом соединении и соединении с отбортовкой двух кромок также часто применяется приспособление-подкладка, пример которых представлен на рис. 4.45. Кроме того, в случае обратного валика для толстостенных листов или крупных конструкций и т.д. в качестве материала подкладки могут быть применены твердый флюс, стеклянная лента с флюсом и т.д.. как представлено на рис. 4.46. 4-6-2 Защита обратной поверхности Поскольку обратный валик относится к затвердевшему состоянию расплавленного металла, в случае нержавеющей стали, титана и прочих металлов, склонных к окислению при высокой температуре, необходимо обеспечить обратный валик защитой. В некоторых случаях газовая защита обратного валика называется обратной защитой Например, в случае нержавеющей стали, если формируют обратный валик без защиты обратной стороны, окисление происходит на значительную глубину обратного валика, как показано на рис. 4.47 (а) и с первого взгляда виден некачественный внешний вид обратного валика. На рис. 4.47 (б) показан пример с защитой обратной стороны. Обратный валик защищен за счет газовой защиты и показывает свой качественный внешний вид. Для защиты обратной поверхности обычно с использованием подкладки, пример которой представлен на рис. 4.48. подают аргон на обратную поверхность зоны сварки через выхлопные сопла этой подкладки. Если расход аргона слишком велик, то аргон может захватить воздух и тем самым понизить эффект защиты, так что нельзя подавать аргон больше, чем необходимо. При сварке труб с малым внутренним диаметром использовать подкладку невозможно, так что защиту с внутренней стороны осуществляют, как показано на рис. 4.49. В этом случае необходимо предусмотреть не только вход защитного газа, но и его выход, чтобы был получен сквозной поток защитного газа. Таким образом, чтобы обеспечить обратную поверхность полной защитой, нужно сложное оборудование и увеличение расхода газа. С другой стороны, в некоторых случаях невозможно обеспечивать обратную поверхность защитой из-за ограничения формой сварного соединения или т.д., так что на предприятиях продаются покрытые присадочные прутки для Аргонодуговой сварки, поверхность которых покрыта флюсом, и присадочные прутки с флюсом, которые включают в себя флюс. С использованием этих присадочных прутков обратные валики защищаются шлаком и получается хороший результат. 4-6-3 Формирование обратного валика При стыковой сварке тонкостенных листов без подкладки формы валика подразделяются, как представлено на рис. 4.50. В зоне (а) из-за нехватки тепловложения расплавление не распространяется до обратной стороны основного металла и обратный валик не формируется. В зоне (б) не полностью, но все-таки формируется обратный валик, однако велико обжатие ванны расплавленного металла давлением дуги в силу высокой скорости и сильного тока сварки, и в результате чего образуется подрез. В зоне (в) из-за чрезмерного тепловложения расплавленный металл вытекает и в ванне расплавленного металла пробивается пора. Следовательно, чтобы получить качественный обратный валик, (смотри) зону (г), сварку производят на слабом токе и низкой скорости. Кроме того, по мере возрастания зазора в вершине разделки или смещения подходящая к сварке зона уменьшается и, если превышен допустимый предел, сварка сама становится невозможной. Допустимый предел зазора в вершине разделки и смешения не больше, чем 1/2 толщины стенки. В случае использовании приспособления-подкладки, если устанавливают зазор в вершине разделки, можно формировать обратный валик легче, чем при стыковке участков притупления кромок друг к другу. Выполняя сварку, работник сам почти не может непосредственно наблюдать ход формирования обратного валика, однако, если приобрел опыт в определенной степени, может сам предположительно судить о ходе формирования обратного валика, наблюдая за состоянием ванны расплавленного металла. Например, можно наблюдать следующие явления; Ø Пока расплавление не распространяется до обратной поверхности основного металла, ванна расплавленного металла выглядит немного выпуклой в силу теплового расширения. Ø Когда расплавление достигло обратной поверхности основного металла и формируется обратный валик, расплавленный металл протекает к обратной стороне, так что поверхность ванны расплавленного металла выглядит немного вогнутой. Ø Когда обратный валик формируется устойчиво, ванна расплавленного металла выглядит относительно прозрачной и ее размер почти не изменяется. Ø Когда обратный валик не формируется нормально, ванна расплавленного металла резко теряет свое прозрачное ощущение и выглядит немного черноватой. Размер ванны расплавленного металла уменьшается. Ø Непосредственно перед возникновением прожога. Ванна расплавленного металла выглядит так, как будто резко увеличила свое прозрачное ощущение, и размер ванны расплавленного металла также увеличивается. Следовательно, следует сначала расплавить поверхности притупления кромки до обратной стороны, приостанавливая горелку на начальной точке сварки, и. суля по поведению и состоянию ванны расплавленного металла, убедиться в формировании обратного валика, а затем переместить горелку, обращая внимание, на постоянность размера ванны расплавленного металла. Даже когда на начальной точке сварки успели сформировать правильный обратный валик, если затем скорость сварки становиться слишком большой или малой, то дальше или не формируется обратный валик или происходит прожог. Так что следует по возможности приобрести навыки в перемещении горелки на равномерной скорости. Кроме того, изменение длины дуги также оказывает влияние па формирование обратного валика, так что следует обучаться, чтобы по возможности уменьшить дрожь руки. Форма конца вольфрамового электрода также оказывает влияние, так что следует полировать электрод, форма которого изменилась вследствие износа, заблаговременно.
-
Народ, а кто в какой фирме приобретает? Ищу толкового поставщика с большой номенклатурой в Московии. Подскажите?
-
Это понятно. Я так врезки по водопроводам в канавах делал, так как резака небыло. А вот был бы резак, не пришлось бы отводы вваривать. Хорошо прогретый стык при условии открытого конца для выхода пара больше метра столб держит.
-
Если давления нет, то берете резак и греете стык до красна, и сразу варите по красному постепенно перемещая зону нагрева и соответственно зону сварки. паровая рубашка отожмет воду от разделки и шовчик получится загляденье.
-
У них рабочее 100-150 и соответственно поверочное 150-225 кгсм. Очень у вас самоуверенные заявления. То-же касается остальных циферок которые вы приводите, они написаны "от фонаря". На любом баллоне выбито рабочее и поверочное давление, нет такого понятия баллон для дайвинга или баллон для скорой помощи, есть понятие баллон\сосуд высокого давления, у которого есть паспорт и определенные характеристики которые набиты на самом баллоне. Циферки же которые привели вы, высосаны из пальца, что не правильно в корне. То есть по вашему мы можем взять баллон из под хлора, хладона или метана и тупо через переходник качнуть туда кислороду или водороду? Не пишите ересь, если не шарите в ТБ и правилах обращения с сосудами высокого давления. Ведь кто-то такой же нешарящий как вы может повторить написанное вами на практике.
-
китайца возьмите недорого или binzel какойнить.
-
У вас хомутик в ручку не влезет. Поэтому стальная обожженная проволочка вам в помощь. Хотя я вообще не понимаю нафига вам горелка карандашного типа? Просто валяться будет. Очень уж она для специфичных работ.
- 51 ответ
-
- 1
-
-
+1 Правда мы обычно шайбочки привариваем.
-
Методику расскажете? Так чтобы в посадки по обоим диаметрам втулки попасть после ремонта. Причем желательно чтобы дешевле изготовления новой было.
-
А Сможете разьяснить смысл этой процедуры если учесть, что вся набивка окружена сплошным и суровым "мостиком холода" из стенок трубы с офигенной теплопроводностью ? Подсказка ниже -
-
 Одно роликовый Двух роликовый Четырех роликовый двумоторный для проволоки более 2,4мм, для проволоки до 2,4мм идут одномоторные Это однороликовый с правкой проволоки. Работал скорее всего с бочек проволоки типа marathon Pack на конвеере.
Одно роликовый Двух роликовый Четырех роликовый двумоторный для проволоки более 2,4мм, для проволоки до 2,4мм идут одномоторные Это однороликовый с правкой проволоки. Работал скорее всего с бочек проволоки типа marathon Pack на конвеере.
- 142 ответа
-
- 2
-
-
- полуавтомат
- MIG
- (и ещё 1 )
-
Прикольно. Товарищ ваш больше на ремонте фасада потеряет. Фасад проживет до первого порыва ветра при открытых воротах.