Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Скорее вверх/низ, задерживаясь в верхней точке, а затем слегка подплавляя низ. И вообще возвращаю: там три прохода должно быть, ну два, корень с нижней полкой и потом заполнение, чтобы напряжения снять :P
-
@МассаТом, Минимальное напряжение на дуге, минимально узкая ванна и максимально сфокусировання дуга. Сваривайте нержу поймёте, нержа любит дугу покороче, если конечно цвет шва, да и просто его внешний вид важен. Хоть 3мм...Вы не правильно просто тигом работаете, току больше либо металл дольше грейте, у вас перемешивания нет. Вот примерно, как должен выглядеть процесс. Край ванны удалён от оси электрода на 2-3-4 и более мм, в зависимости от толщин и режимов сварки. Я вам больше скажу, мне даже не обязательно видеть сам электрод я смотрю обычно на передний край ванны и этого вполне достаточно для комфортной работы.

-
@Wazix, Тренируйтесь, больше практики, хотя бы по часику в день и всё придёт, выкладывайте свои наработки сюда, спрашивайте, и всё совершенно бесплатно. Первое что важно в тиге - газовая защита, второе - хорошо и правильно заточенный вольфрам, который надо править при малейшем его касании св. ванны. Дальше научиться постоянно держать минимально возможное расстояние от кончика электрода до сварочной ванны, ну или хотя бы не больше 1-го мм. Далее работа с присадочным прутком - его равномерная подача с периодическим маканием или постоянным удержанием в ванне, ну и в заключении само поведение сварочной ванны и всякие узоры.
-
@SvarkaRezka23rus, Вы вообще давно тиг в руки взяли?
-
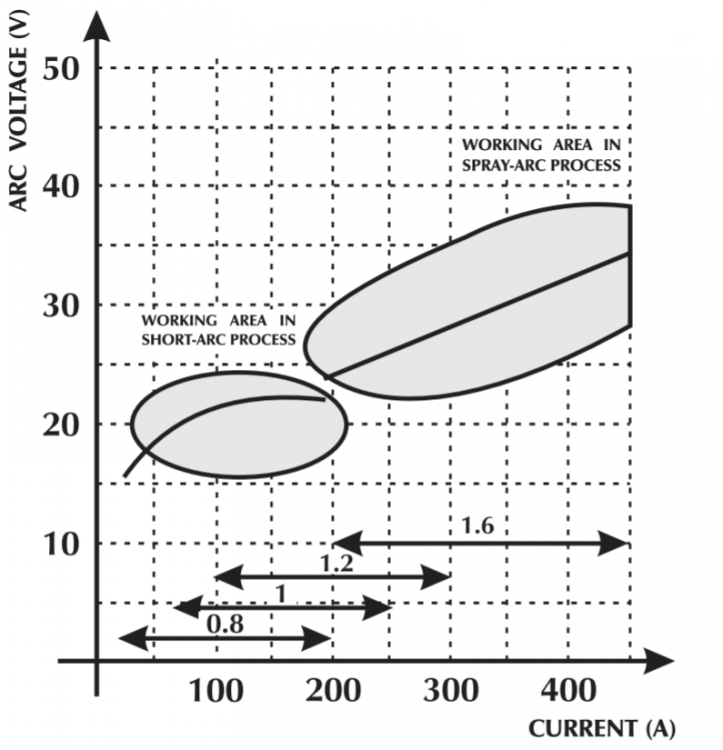
Понятно? Напряжение, от ~26В (для смесей с большим содержанием аргона) для 90/10, мне кажется, это будет в районе 30В, и критический ток, который зависит от диаметра проволоки. 1мм - оптимал. Критический ток для такой проволоки ~190А. Для струи, я бы рекомендовал смесь 90/10 или другую с ещё большим содержанием аргона.
-
@Hlorofos, Какая струя на 17,5В, вон настройки выше же (для струи и 0,8 проволоки на нерже напряжение 23-24в), обычные короткие замыкания. Полвольта выше и добро пожаловать брызги и темный шов.
-
98/2
-
@БекасЧе, Вот режим, может поможет. P.S ВЫ хоть отпишите помогло/нет и результат при случае.
-
Жуткая жуть. Соплом здесь походить если и получится, то только на лице порядок навести. Пульс не поможет. Я бы в кругаля на верхнюю кромку наплавлять валики начал (почему на верхнюю?, обратный валик будет либо заподлицо либо чуть во внутрь выйдет, в общем красивый), 3мм пруток, ток 85-90А, возможно труба перегреется и надо будет ей давать остыть между проходами. За 3-4 прохода можно вменяемого зазора добиться. Под контроль такие вводные, ещё бы через зеркало сказали...
-
@magmig, 10мм зазор между стыками труб? В таких случаях хорошо бы левой рукой правше владеть. Работёнка конечно так себе, у меня столько нервов нет. Сбоку стоять можно или сваривать только перед собой? По делу: 1) Сопло 16мм, вылет 16мм расход 12-16л. Сначала где неудобно цмак-цмак, точками, потом сварка в штатном режиме. 2) Есть узкие удлинённые сопла. До середины достанет. 3) Сопло стеклянное и "попер" перекатывать. Зазор обычно на 0,5-1мм больше диаметра присадка. В данном случае (если без фасок, я бы взял 3мм присадок), с фаской можно 2мм. А еще можно дугарём неудобные места заварить, а потом тигом P.S. Чего за бред/изврат, теплообменники? Не под контроль хоть?
-
@Александр Волков, Ещё нюанс: стекло темнее поставить не пробовали? Может у вас глаза просто адаптируются к слишком яркой дуге. Когда я только начинал, варил всегда на 10динах и мне было темно, тоже голову ближе к ванне склонял и не особо помогало, по крайней мере надолго. Сейчас почти всегда затемнение на 13дин, и хоть на 50 амперах хоть на 200, норм.
-
Это особой роли не играет. Хоть чернуху вари. ПО факту это просто цвета побежалости, успел ли остыть металл в защитном газе до оптимальной температуры или нет. Успел, значит режимы оптимальные, нет нет. Опять же чистота защитного газа тоже влияет. У меня не самый хороший из тех что был, я бы оценил по 5 бальной на 3.
-
304
-
@БекасЧе, Да, ссылка На двойке я не знаю, получатся ли цветные швы. НА фотках тройка, на стыковом соединении у меня золото не выходило, фиолет в лучшем случае. От проволоки еще цвет зависит, нержавеющая дека - уг, мне в работе понравилась от кастолин. Для 3-5мм я бы выбирал 0,8, хотя для 3-ки неплохо бы зашла 0,6. Еще нюанс, канал исключительно тефлон/углетефлон. Напряжение минимально возможное, больше на 0,3в светлого шва вы не увидите. Подача в районе 9,5-12м. Горелку я бы рекомендовал 3м, даже с тефлоном и даже с 4 роликами. Возможно если ламинарности потока из сопла добиться то цвет будет ещё лучше.
-
Не большая порция шовчиков. Во всех случаях присадок 1,2мм ток 95А. Труба со стенкой 1,5мм и железка 3мм. Специально для @Георгий 11,Обечайка 2мм. Импульс 160а/30а/20%/1,5Гц. Как видно с поддувом всё бы прекрасно сплавилось. Можно на пару ампер базу еще увеличить. Опять же при наличии 20мм и безлимитного газа, можно и белый шов сделать У меня 16мм сопло и расход 8л.
-
@brat_h, Светофильтр просто огонь, позволяет настраивать цветопередачу прям на ходу. Мне понравился третий вариант. Ждём маску у Романа за 30тыщ деревянных
-
Неа, только видос. Это было сделано уже в конце рабочего дня, около 6-и вечера, не стал уже сильно народ мучить, просто хотел посмотреть и попробовать этот coldarc. Основная цель была приехать посмотреть и попробовать евомиг. Ещё фича: если режим плохо подобран, то аппарат в течении нескольких секунд от начала сварки автоматом напряжение под скорость подачи подстраивает.
-
Мой вчерашний день - поездка в гости к компании Дельтасвар, г. Екатеринбург. В демозале представлены топовые аппараты EWM, Evospark, фубак, в скором времени к ним прибудет партия аппаратов от кемппи, в общем игрушек много. Не много поигрался с Евомиг, режим сжатой струйной дуги, просто ахтунг. Titan XQ coldarc, обратите внимание на звук и практически полное отсутствие брызг, это надо попробовать самому, непередаваемые ощущения, на видимую мягкость процесса, дуга довольно сильная, она вдавливает металл вглубь.
- 3 962 ответа
-
- 19
-

-
Верно, вот и я об этом. Возможно уместней, если и выкладывать, то в будни, "смотрите с чем приходится иметь дело", а не в профильную тему, ну это так, абстрактные рассуждения.
-
Дело ведь не только в величине тока. Хотя 27А для 1,5 явно маловато. Чем дольше свариваете нержу (работа на малом токе, топтание на месте), тем дольше ванна находится в жидком состоянии, тем больше времени углерод активно взаимодействует с хромом, разве нет? Скорее с чем пришлось работать, то и вылезло.
-
@Kurt1, Точмаш 23, я к сожалению не знаю его имени, конечно, спору нет, любит покритиковать про нарушения технологии и кроилово остальных, но как бы визуально по металлу да и учитывая комментарий: Соответственно и результат виден, ну пережжено и подготовка к сварки не ок, а я вообще не стал бы возиться с такой нержей, имеет ли смысл делать лучше и в какие затраты такое улучшение встанет? Какая тут вообще критика, правда и смысл выкладывать сие творение тоже такой себе, ничего нового не показано. Такое моё оценочное суждение.
-
это AISI 316Ti. Просто с титаном 321 или 347, а без титана но с молибденом 316. Все 300-ые марки хорошо свариваются. К чему вообще такие крайности я не представляю. Даже труба из 304 нержи просуществует не одно десятилетие, особенно если сварка будет происходить с защитой корня, хотя можно и муфты для сварки сделать (чтобы труба туда вставлялась и сваривалась в тавровом соединении) и тогда с защитой заморачиваться не надо.
-
@Hlorofos, Мегмет я посмотрел, для аллюмишки он заточен и в остальном его ещё дозатачивать, сыроват, нет смысла его под мои задачи, а вот евм взял на контроль.
-
Вопрос: так ли они нужны эти чихи от ЕВМ почему не взять просто источник. Один фиг у 90% аппаратов, всю расходку менять, а если покупаешь аппарат, 2..3..4 и более, расходки уже не большой склад, единственное что есть - крутая водянка, но почему не купить пока попроще или бушную.
-
Аргонник под переменку 5к, правда без НДС и обвеса.