Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Посмотрел я пару фоток. Копоть на прихватках признак очень плохой защиты, либо то что у вас электрод во время сварки горит, а жта не правильная полярность. У вас как горелка подключена? В обоих случаях напрямую к редуктору баллона или в первом через клапан в аппарате? Попробуйте на свароге напрямую к редуктору подцепить и посмотреть что получится, будет ли копоть/поры. В обще мне бы хотел на обоих аппаратах увидеть на отдельно взятом куске железки по несколько капель/пятен полностью остывших в аргоне. Вы одной и той-же горелкой работаете или на свароге горелка своя? Меня как-то раз пригласили посмотреть отчего "горелка не варит", оказалось сварщик цангу в цангодержатель не той стороной засовывал, эффект бы тот же что и у вас.
-
Валерий у вас евомиг есть? Вот попробуйте получить вменяемый по качеству и внешнему виду сварной шов, чтобы сваривать было просто комфортно, без плевков в момент старта и стопа, что для эвомига в пульсе, по крайней мере на моей прошивке, маловероятно даже при стандартных программах, а если взять еще двойной, используя лишь коррекцию по напряжению (+-10 это не вольты, это попугаи)... Если у вас его нет, это всё пустое. Вы думаете что аппарат идеален,но он сильно не дотягивает особенно в импульсных режимах до лорха образца 12г. Аппарат не хочет варить на коротком вылете проволоки, постоянно накидывая напряжение, в нем как будто программно зашит вылет в 10мм, и сварщик должен к нему подстраиваться. Хорошо заметно в пульсе, сделаешь вылет чуть меньше, напряжение уменьшится, длина дуги поменяется и привет КЗ, чуть увеличишь увеличится и напряжение и привет крупное каплеотделение, это чуть составляет 2-3мм, а напряжение изменяется на несколько вольт, ну это бред, как будто дугарем или тигом варишь.
-
Настройка, что включается в меню на этой картинке не в попугаях, а в метрах в минуту. Работает в главном меню, где выбирается толщина/ток/скорость подачи. Коррекция в циклограмме только по напряжению. Мне интересно посмотреть что у них там нового, но чего-то пока никто не предлагает. Может ждут пока приеду, но что-то не получается состыковаться, может просто слишком много критикую
-
@Luza, Егор, ну мой обмануть нельзя у него как минимум поджиг/второй пульс/спад на коррекцию по скорости подачи никак не реагируют. Возможно умельцы из Эвоспарка вняли моей просьбе/рекомендации/негодованию и сделали общую коррекцию на всю циклограмму.
-
Ева накидывает брызг не при замыкании, а вопреки логики, покажу потом. Валерий, я подсказываю как настроить аппарат чтобы получить результат соответствующей картинке и я настраиваю именно так как говорю. Если считаете что не должно быть замыканий в принципе, ну ок, я делаю выводы основываясь на результате и считаю по другому. Такие замыкания не постоянные, на слух это периодические пощелкивания их частота не зависит ни от чего, можно проварить и 20см и получить один "щелчок", визуально в процессе их и не замечаешь. Это дошлифовка в десятых долях вольта и не важно с каким металлом работаешь.
-
@механик78, Без проблем, 80а.
-
Еще есть фактор напряжения, меньше напряжения, светлее шов, на 1-ке в импульсе напряжения будет поменьше. Это на 100% верно, пульс надо настраивать так, чтобы были слышны периодические замыкания, да и не только пульс, сварку в струе тоже желательно настраивать именно так. Но проблема в том, что у евомига тогда разбрызгивание в разы увеличивается, и по мимо основной струйки капель, появляется еще одна, у которой капли летят мимо сварочной ванны.
-
Спец смесь? Вот 98/2 в одиночном пульсе. Проволока 1,2 толстовата, но пульса на 0,8 нет, а единички нет у меня. Железки 3мм. Проволока без имени кстати. Уверен кастолином 0,8 шов был бы светлее, там даже в струе на тройке он фиолетовый. При этом можно сделать и посветлее шов, ну не очень евомиг варит, длинноватая дуга, а напряжение уменьшаешь очень уж много брызг.

-
А что вы скажите если шов выполненный такой проволокой после сварки магнитит? Нагартовка, это всё понятно, но в данном случае речь не о дефектах, а о сравнении двух проволок. Может эту лабуду на одном заводе клепают, а потом перемаркировывают и втюхивают, вычислить бы и в черный список занести. Это ладно если со вторички за 4-5 тыс. брать, но все равно не приятно, а если в магазине за 10-15?
-
@механик78, Найдите 10 отличий. Шов Челябинской, может конечно это фасовка, тот же состав. Магнитит кстати, свою не проверяли?
-
@механик78, Не парьтесь, просто проволока ваша амно, на Челябинскую похожа. Дуга случайно не всеми цветами переливается? Можете ради интереса её в качестве присадка для тига попробовать, шов будет как будто под серой плёнкой. Я бы отдал в чужие руки, которым пофиг как варить/положил в самый дальний угол, но сам работать ей не стал.
-
Задуто не очень хорошо. Корень у вас там в круг розово-серый или это лучшая сторона? Внутрянка хотя бы синяя должна быть. Лучше конечно серебристая или золотая. Розовый корень лучше всё-таки почистить нержавеющей щеткой. Если задуто хорошо, и корень с околошовной имеют золотистый цвет, но с не большими включениями фиолетового и синего, то в таких местах был перегрев шва.
-
@selco, Ну у нас спор не о рационализме применения бабочки был. Катать бабочку можно? Да. След от сопла был на шве, а не от мифических ножек? Да. Глубокой борозды нет? Нет. В общем миф доказан. Вся ущербность? У меня спад на 0 был. Был бы спад секунд 5-7 не было ни ямы ни оксидной плёнки в конце. Сам шов по себе нормального цвета, не особо матовый, значит чистый. Ждать от железки, которая могла полгода лежать или кто его знает сколько под слоем пыли, пускай и перед сваркой очищенной щеткой, большего смысла нет.
-
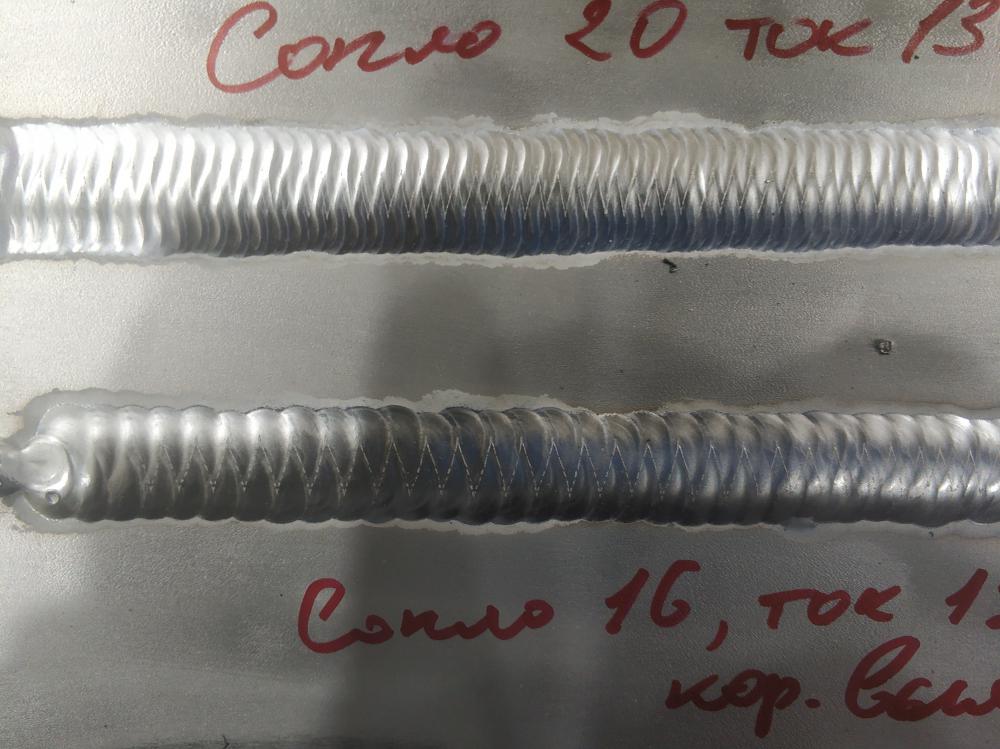
И вот подвернулась мне у соседей толстая алюминиевая полоска. И дабы поставить точку в нашем споре, вот швы выполненные мной "бабочкой" с разными диаметрами сопел и с разным вылетом вольфрама.
-
Сколько тысяч рублей за 1а, за полуавтомат с двойным пульсом / аргонник пульсом и переменкой?
-
@alevtol, Вы кстати когда отрезным диском прорежете, кромку почистите от черноты и перегрева до блеска это важно. В первом случае попробуйте частоту слегка увеличить, скажем до 1,5Гц, в 2 Гц вы не успеете. Еще могу сказать что такие маленькие колечки не совсем удобно сваривать, опереться за трубу негде. При сварке не держите руку на весу, всегда работайте с упором. Далее большой вопрос в газовой защите. Пробу на пятно сделайте на кусочке и фотку сюда: Надо в линейном режиме сварочную ванну получить размером хотя-бы в 2/3 от диаметра сопла и дать полностью ей остыть в инертной среде. В идеале не должно быть цветов побежалости. Если работаете без линзы, что вероятно, то вылет электрода должен составлять 1/3 от диаметра сопла. Все эти окислы только мешают сварке. Мне один раз достался баллон с аргоном, нержавейка окислялась прям во время сварки.
-
Понятно, печально. Опять перемудрили разработчики сварочного оборудования. Спрашивать надо у конечных потребителей. Так и запишем. Да перегреет, но учиться надо как правильно. Я повсеместно вижу аргонщиков-низкоточников, которые сверху на нержу какахи укладывают и свято уверены что всё нормально. Если бы мне в своё время объясняли грамотные спецы я бы не потратил полгода впустую. Я почти год работы своей не осознавал как велико влияние газа защитного на процесс сварки, да и как его чистоту определить не знал. И что в этом такого? 90% нержавеющих труб с толщиной стенки до 2мм включительно, сварены тигом без присадка. И если всё правильно сделать, то при необходимости будет и обратный валик и не большое усиление.
-
Полуторку телом? Товарищ явно задувать трубу не будет, обратная сторона будет в усмерть перегрета либо о прочности стыка (проплавления вглубь), не будет и речи.
-
-
Это все работает в совокупности. Соотношение пика и паузы(базового тока) первично. К примеру. Мне надо заварить зазор на нерже шириной 1,5мм. На 2мм нерже. Я беру присадок 1,6. Ставлю ток базы ампер 10-15 (чтобы присадка не успевала оплавиться и окислиться пока горит дежурная дуга), % участия пика в 5-10, и пиковый ток ампер в 150-170, чтобы за одну короткую вспышку все перемешать, без существенного окисления обратной стороны. При большем токе базы присадка просто соберется в каплю и ничего хорошего не выйдет. При большей длительности пика просто всё перегреется. Если уменьшить ток пика, при увеличении времени его участия, нагрев будет слишком долго растянут во времени и опять будет перегрев.
-
@alevtol, Ответ выше, по стыку тока не хватает, нет перемешивания. Как будто снаружи наплевали металлом.
-
Если визуально не очень заметно этого достаточно. И тут два фактора: слишком длинная дуга или предгаза не достаточно, обычно 1-1,5с нормально. Зазор куда проще стянуть мощным импульсом, читай очень не продолжительной прихваткой на высоком токе, чем медленным прогревом. 45А это линейный ток для сварки перекатыванием 1,5мм стенки. Для хорошего формирования. Хотите пульс и телом? Ток паузы 10-20А, частота 1,5Гц. %участия пика 5-10%. Величина, на вскидку, в районе 90-120А. Первые три настройки рассматривайте как константу.
-
Для прихваток то? Пускай тренируется выдерживать минимальный зазор дугового промежутка.
-
Для полуторки все же многовато. Ампер 85норм. Ампер 100-110 для двойки и 150-160 для тройки. Главное кончик электрода поближе к железке держать, а то края оплавиться могут.
-
У меня противоположный. Как пример. Алюминий прекрасно сваривать и без линзы, читай ламинарного потока газа, в отличие от нержи. На "зонтик" влияет не только чистота газа, но как один из факторов это да.