

serga01net
-
Постов
1 231 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные serga01net
-
-
Это все интересно. Вы хотя бы ссылку кинули на один такой аппарат. Если речь идет о ВДИ-200Р DC TIG, то там нет и половины перечисленного вами. И сколько оно стоит?есть регулировка тока форсажа , регулировка напряжения дуги при котором включается форсаж , настройка тока горячего старта , изменение наклона ВАХ , импульсный режим ( частота , амплидуда , скважность ) ..... функция короткой дуги .... -
Форсаж - истинно российское творение (если не считать больше половины импортных деталей, но тут уж никак без импорта). Вы будете смеяться, но для них сделать штамп и отливать переднюю и заднюю панели из пластика - практически нереальная задача. Потому он - как Волга ГАЗ-21 - весь из железа, только угловатого, даже практически нештампованного. Во как... А чего вы хотели? Полный минимэ. Ониже не могут поехать в китай и заказывать там отштампованные пластиковые панели. Они же все-таки ГОСУДАРСТВЕННЫЙ РПЗ.скр серьезнее и дизайн хотя бы как у неон (две с торцов пластины пластиковые)Но меня больше волнует не это, а то, как у Форсажей реализован ФД. Он тоже бъет импульсами, как Сварог?
-
Да это просто картинки. (Студни начертили в Paint). Какая она там в реальности - фиг знает. Но раз "держит дугу", то есть. Есть у меня аппарат. На малом токе базовыми ( :P ) электродами на короткой дуге варить нельзя, надо "держать расстояние" (но это же не дело) - почему так? Рутил нормально горит.Вот, гляньте на ВАХ. -
От слова "base - основание, щелочь". "Базовые" писать короче, чем основные. Хотя бы на одну букву, но короче.Непонятно, почему Вы электроды с основным покрытием называете базовыми.
Далее. Позвольте с вами не согласиться насчет использования ФД для базовых и рутилов. На короткой дуге с переносом металла крупными каплями без ФД никак не обойтись. Аналогично, на сварке малыми токами. Рутилу - абсолютно пофиг до ФД. Он устойчиво горит на малых токах, перенос металла у него мелкокапельный, как заметил тов. @psi. Наконец, это с основными электродами проблемы у большинства аппаратов, а не с рутиловыми. И проблемы эти связаны (в том числе) с отсутствующим или недостаточным ФД.
Возможно, наш (китайский) ФД это не совсем "правильный" ФД, тут я согласен.
-
Это непонятно.это как раз снижает разбразгивание, перенос более большими каплями. также снижает глубину, и более пологое усиление на шве.Базовым электродам противопоказана крутопадающая ВАХ (которой способствует отсутствующий форсаж дуги). Они будут липнуть, а дуга обрываться. Им противопоказана и длинная дуга. Накручивая ФД, мы увеличиваем жесткость дуги, величину проплавления, снижая напряжение на дуге и повышая ток - как раз то, что надо для базовых электродов.
-
Форсаж дуги - это изменение характеристики ВАХ.
Нет ФД - ВАХ крутопадающая, дуга эластичная, напряжение дуги большое, проплавление небольшое, ванна жидкая и долгозастывающая, слабая реакция в токе на манипуляции электродом.
Полный ФД - ВАХ пологая, дуга жесткая, проплавление большое, напряжение дуги небольшое, реакция на манипуляцию электродом - большое изменение тока. Ванна быстрозатвердевающая.
На корневых проходах (LB-52U и прочими) важен хороший ФД. Для "целлюлозы" - еще более важен. Рутилу - необязателен. Потому и делают три режима - Рутил, Базовые и Целлюлоза (Е6010, не путать с рутил-целлюлозой). Это для ленивых. Но понятно, что каждый сварщик будет подстраиваться, как он привык. Есть и неочевидные более тонкие и плавные настройки. Как вы совершенно верно заметили, для крупнокапельного переноса по теории важен хороший ФД (резко увеличивает ток при уменьшении длины дуги, не давая прилипнуть электроду).
-
 1
1
-
-
Ну так я и понял. Надо ставить по часовой стрелке от нуля (если форсаж увеличить).Почему базовые выкручиваете в минус- вот че непонятно.у ewm -10 - +10 (цифровое) -
Что означает - "ставлю в минус"? (Если есть "минус", то должен быть и "плюс"). Будем считать "плюсом" увеличение форсажа дуги? (Тогда непонятно, почему "основное" - середина или минус? Должно быть середина или плюс).а какое значение ставишь для lb? просто рекомендации для основного покрытия середина или в минус. Так как lb горят более мелкими каплями чем наши уони, сам лично ставлю в минус. -
Депутаты с олигархами будут как рудимент.А дальше и сварка уже будет , как рудимент А сварка будет всегда нужна. (Вы думаете, зря я тут отираюсь?  )
)
Вам виднее, конечно. Но зажечь электрод без ГС и ФД намного сложнее - и тоже есть поры. Либо надо наловчиться крутить ток на ходу - сначала накинуть, потом сбросить. Думаю, поры все равно будут. Это как неизбежное зло в начале сварки - холодный металл - чем его исправишь?Форсаж вернул с небес на землю-
 1
1
-
-
@pasha_d, А в чем прикол именно ЛБ-52У варить фланцы? Они с одной стороны только варятся? И вы шарашите это дело за один проход? ЛБ-52У придумали чуть ли не специально для сссра, чтоб варить трубопроводы. У них типа "большое проникновение" (для сварки с одной стороны) и стабильная дуга на малых токах. Седня пробовал сравнить. Не сказать, что особо стабильное, но чувствуется. На аппарате Зубр ЗАС 165 попробовал. На нем ничего нет - ни ГС, ни ФД, ни АС. На 70А гореть толком не захотело ничего, если не тянуть дугу. Потом точнее померим и в обзор ЗАС-165 засуну.
На просторах инета есть видео, как одному амерскому сварщику (препод в ихнем техникуме
) прислали с Англии электроды типа ЛБ-52У, но аналоги. И как он их пробовал первый раз на корневом проходе. Ему понравились, но непривычно для него.-
1
-
-
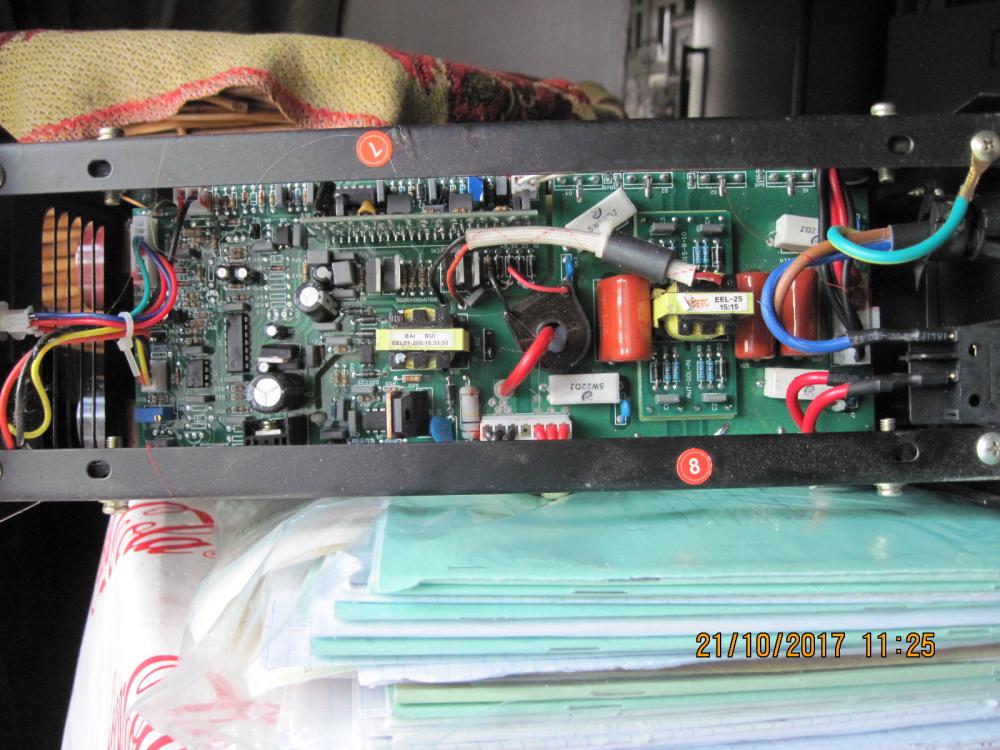
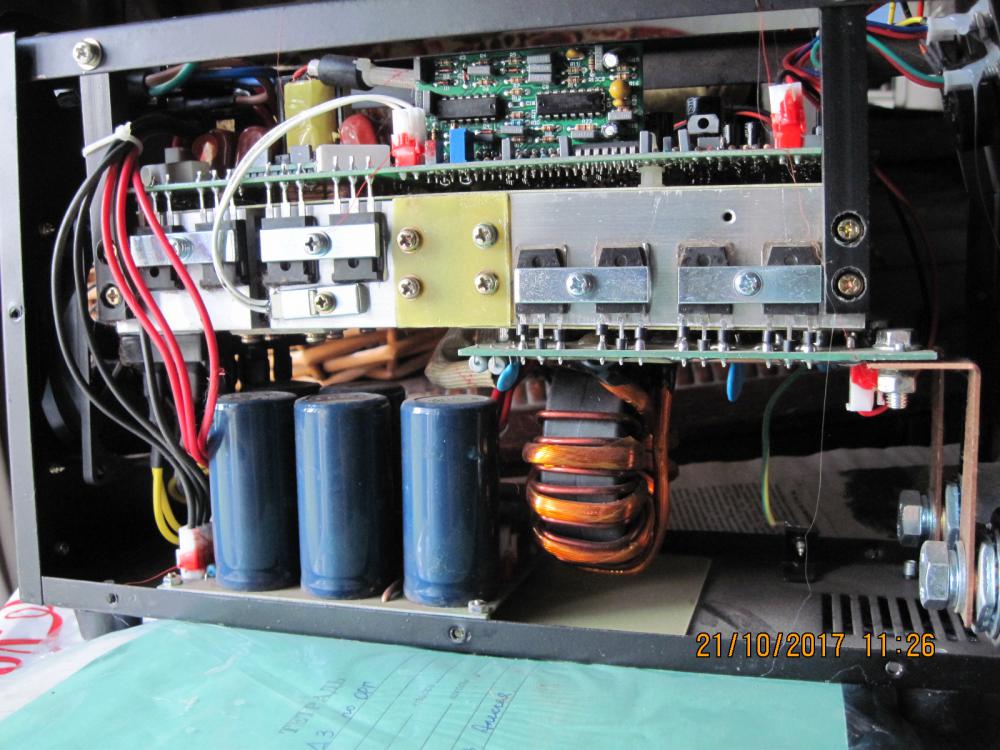
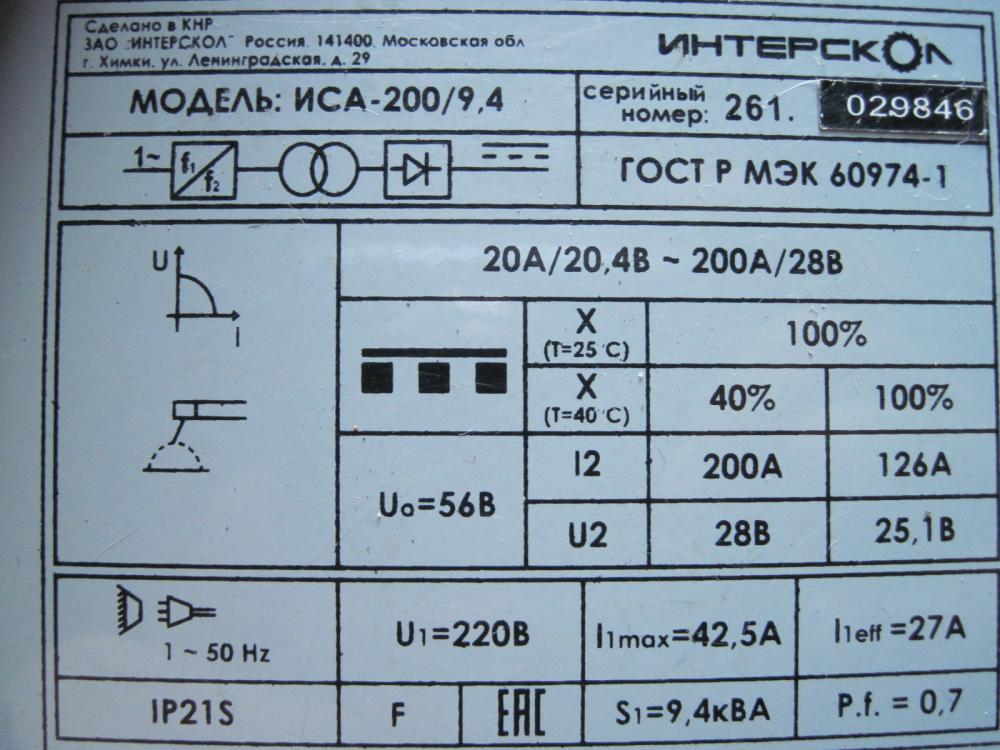
Интерскол ИСА-200/9.4
Аппарат производства "декабрь 2015 г." «Докризисная» версия. В момент покупки (март 2016 года) стоил 9990 руб (где- говорить не буду, чтоб не создавать рекламу. Тем более, что цена не самая низкая. Выше только на Дальнем Востоке бывает).

Достоинства:
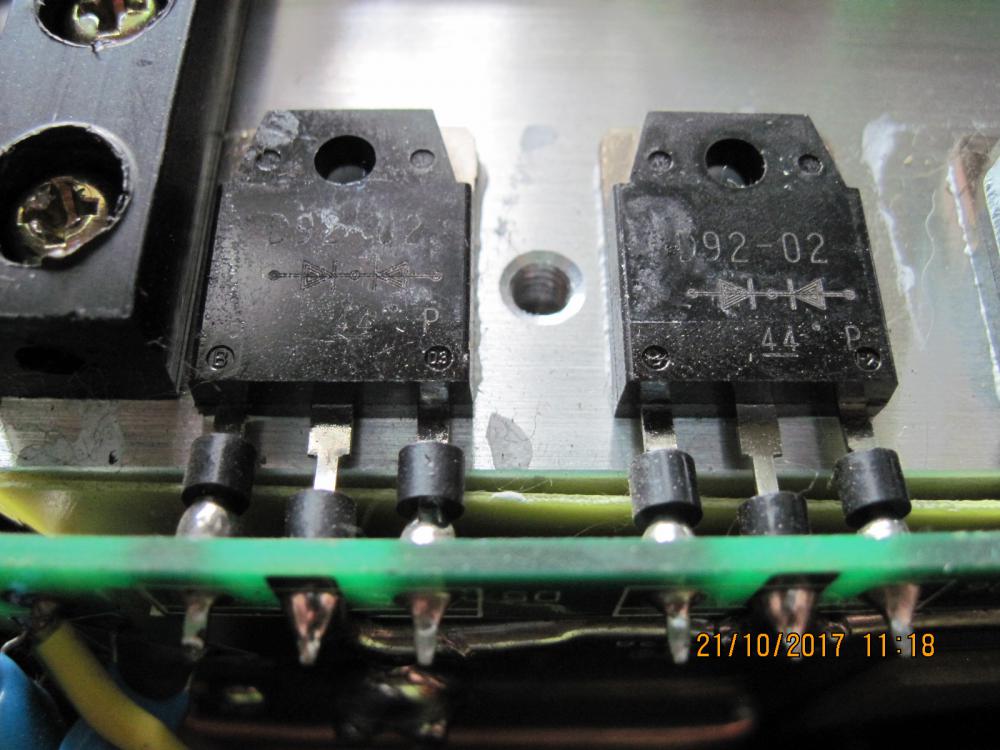
Добротно сделан. По 8 силовых элементов, 5 конденсаторов, крупные байонеты для кабеля 50 мм2.







Сетевой кабель 2.5 мм2, штатные кабеля- как у всех (короткие и дубеющие), держак из комплекта- сразу на выброс. Он с новья толком не держит электрод. Вентилятор шумный и постоянно работающий.
Думаю, что он надежный и прослужит долго (только- нафига??!). Выдает положенный ему ток честно. Крутилка почти соответствует реальным амперам (замерено клещами):

В описании ниже все указанные амперы измерены клещами, а не по крутилке.
В защиту не уходил (ПН у него большой и реальный).
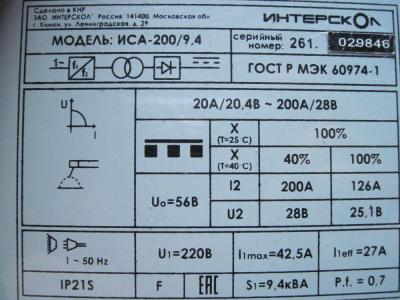
Правда, все что написано на этом "шильдике", вполне может не соответствовать реальности, как это часто бывает с китайскими аппаратами. Так, замеренное Uxx у него 72В, а не 56, как указано на шильде.
Недостатки:
Огромный хотстарт (горячий старт). Наброс тока в момент поджига дуги составляет 100 и более процентов от установленного. Держится 2-2.5 секунды, пока не снизится до установленной величины. Все это приводит к тому, что сварка в отрыв ПРАКТИЧЕСКИ НЕВОЗМОЖНА. Вместо охлаждения области шва получаем ее гарантированный перегрев по сравнению со сваркой "без отрыва". Сварка "без отрыва" при таких обстоятельствах тоже не самая приятная. Начинается она на токе 150-160А (ставили 100А !!) и только через 2-2.5 секунды становится выставленной "сотней".
На малых токах (30 А) тонкими электродами (2 мм) варить неудобно. Залипания, очень нестабильная дуга. (Подозреваю, что из-за неважной ВАХ в этой области токов. Напряжение дуги при этом 15-17 В). Ситуацию можно поправить, оттягивая дугу. Но когда подобные финты ушами приходится делать для рутиловых электродов типа Е6013 от ESAB (которые в принципе горят легко, как бенгальские свечи), это свинство по отношению к пользователю аппарата. Так что, сваривать тонкий листовой металл таким аппаратом не светит.
Но есть и более весомый недостаток – он плохо переносит основные электроды, требуя завышать ток. Работать на короткой дуге при небольшом токе (80-90 А для 3 мм электрода УОНИ) практически невозможно. Хорошо горит только на токе больше 100А (100-110А для 3 мм). Поджиг свежего электрода хороший из-за огромного хотстарта, но далее идет снижение тока и электрод прилипает, либо дуга обрывается. Возможно, это происходит по причине начисто отсутствующего форсажа дуги и непродуманной схемы аппарата. "Оттягивая дугу" (аккуратно! ибо дуга совершенно негибкая у этого аппарата), можно какое-то время избегать ее погасания, но это плохо сказывается на качестве шва. При удлинении дуги вырастает ее напряжение до 25-30 В (на установке тока 70-80А), что не дает ей погаснуть, но качество сварки страдает. Погасание основного электрода и попытка продолжить сварку без зачистки от шлака обеспечивает гарантированный брак. Интерскол не только внезапно гасит дугу на базовых электродах, но и не дает ее повторно быстро разжечь. Это «предотвращает» брак, но выбешивает обыкновенного пользователя, который готов смириться с порами в своих швах на старом толстом швеллере в заборе, но не готов к постоянным обрывам дуги на зачищенном металле.
Для устранения негибкости дуги советуют поставить в цепь хороший дроссель, но кому охота возиться с этим? (На аппарате, который и без того стоил 10 тыр, в то время, как за 15 тыр можно было взять Сварог 205В (Z203) или за 36 тыр EWM Pico 162, у которых не надо накручивать никакие дросселя (может, Сварогу теперь и нужно, а тогда было - без надобности).
Форма ВАХ у аппарата - крутопадающая. В сочетании с отсутствующим форсажем дуги это и приводит к плохой работе с основными электродами в самой востребованной области токов от 60 до 100 А.
Антистик. Есть и работает. Но своеобразно. Сначала (при состоявшемся залипании) ток повышается процентов на 20 - 40, потом падает до 5 А. Тонкие электроды (2 мм) успевают прокалиться за это время (примерно 2-2.5 сек).
Что в итоге? Аппарат непригоден для сварки в отрыв, им невозможно варить корневые проходы труб, нельзя варить просто трубы (если вы не умеете настраивать ток на ходу для сварки без отрыва) и он не рекомендуется для новичков (они почувствуют себя бестолковыми юзерами с этим аппаратом, с которым трудно совладать). Большой горячий старт помогает сделать прожоги на тонком металле и портит деталь (профтруба, например).
Что им можно варить? Толстый металл, заполняющие проходы в нижнем положении, сваривать рельсы, швеллеры, толстый уголок, арматуру и т.д. рутиловыми электродами. Можно сваривать базовыми электродами на большом токе конструкции стальных мостов «на подкладке». Однако едва ли это требуется тем, кто собирается купить Интерскол. Отзывы на сайтах, торгующих этими Интерсколами, пишут или идиоты, которым все равно как варит аппарат, или тролли (по заказу магазина). Редко попадается дельный отзыв. Теперь этот вариант Интерскола купить нельзя, и это описание могут сопоставить со своими впечатлениями только уже владеющие им люди. Аппарат добротно сделан, но запас прочности бесполезный. Если поздние "ревизии" аппаратов переработали с учетом этих недостатков, то хорошо. А пока - это сравнительно надежный аппарат, которым нельзя выполнять тонкую работу. Нынешние версии Интерскола 200 стали совсем другими, и потеряли в цене. Можно найти на сайтах от 5 до 9 тыр, но это уже совсем другая песня...
Покупал я этот аппарат, понадеявшись на его надежность. Но надежность и практичность не всегда ходят вместе. Нужно было- посоветоваться на этом сайте.
-
6
-
-
Не, однозначно не стоят. Все это- полный шлак. И на звание силового удлинителя явно не тянет.стоят ли эти плюсы разницы в цена в 4-5 раз...По-хорошему, для настоящего "силового" удлинителя нужно группировать силовые розетки на 16-32А. И вот тут начинается самое интересное- группировать их очень трудно, поскольку даже их контакты рассчитаны только на один провод в 2.5-4 реальных "квадратов". То есть - одна розетка на одном кабеле 4 мм2 - это нормально. А вот прицепить к ней вторую - начинается полный изврат.
-
1
-
-
Будет гореть ловчее, чем УОНИ. (За это их так любят трубовары.с элбэшкой, будет гореть, чи не? стабильная дуга и красивый шов). Интересно, что у меня тоже валяется пачка LB-52U (уже года полтора) и тоже никак не опробована. У нее не совсем нормальный диаметр -3.2 мм. Наиболее ходовой диаметр для LB-52U - 2.5 мм, а эти 3.2. Такими LB только здоровые трубы варить на газопроводе. И никак не дошло дело до их проверки...
-
Надо понимать, у него дурной хотстарт, который мешает варить в отрыв. Я бы тоже мечтал отключить хотстарт на Интерсколе (но тоже не знаю как, а никто не подскажетНекоторым горячий старт не в тягость будет.). У нас @morgmail умеет отключать ГС на каком-то инверторе (каком- не помню), но не скажет, потому что обещал не раскрывать инфу. Насчет продать... Я бы такую свинью (Интерскол, который не варит толком базовыми электродами и еще имеет дурной хотстарт, запрещающий сварку в отрыв) не стал подкладывать никому. Воспитание не позволит. Едва ли найдется желающий на такой хотстарт.
-
2
-
-
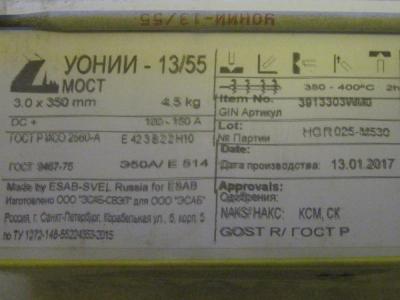
Вот про это я и говорил.помимо напряжения холостого хода важно какую вольт амперную характеристику имеет сам аппарат: такой показатель как эластичность сварочной дугиНо вот ЕСАБ приводят для электродов значение OCV (Uxx). Аналогом LB-52U у ЕСАБа можно считать ОК 53.70. На него указывается напряжение OCV в 60 В.
А вот на УОНИИ 13/55 они не приводят напругу.
МР-3 от ЕСАБ (рутилово-основные) требуют напругу 65 В (!)
А ОК46.00 - всего 50 В.
АНО-4С - 65 В (!)
LB-52U отличается от УОНИий калием в обмазке, который дает более стабильную дугу и позволяет варить переменным током.
-
@SergDemin, Я помню.
Это я к тому, что для приятной работы с базовыми электродами важно не только Uxx. Теперь, по прошествии пары лет, я понимаю, что покупать нужно было EWM Pico 162, разорившись на 36-40 кРуб. Никаких проблем ни с каким ММА не было бы. Что-то подсказывает мне, что он сможет варить даже целлюлозой Е6010...
) А если надо ПА (МИГ), то и брать надо чистое хорошее ПА, бестолку вся эта "всеядная" универсальность (возможно, исключение составляют только гаражные умельцы - им всеядность сэкономит место). Аналогично с ТИГ. Меня всегда настораживали эти 50В Uxx "универсальных полуавтоматов". @Darkbird, своим примером рассеял последние сомнения, за что ему респект.
-
Думается, что 80 В влияет только на поджиг. А на сварку влияет другое. Вы правы насчет этих "всеядных" ПА - их Uxx чаще всего болтается около 50 В, а с этим только рутилом можно варить. С другой стороны, у меня есть аппарат у которого Uxx 72 В, зажигает основные хорошо, но варить не варит на малом токе - обрывается дуга или липнет в ванне. Отстой...у Z 203 НХХ 63 вольта указано, реально там около 80 и он прекрасно основными варит. -
Типичная ошибка - пытаться отвечать на все вопросы студентов. Их нужно приучить работать САМОСТОЯТЕЛЬНО прежде всего. Пусть сначала набъет шишки, у него должны возникнуть наболевшие вопросы, на которые он не найдет ответа в уже опубликованной куче материалов по сварке. Вот тогда есть смысл отвечать на вопросы. А тут даже вопроса нет. Чел накатил первые валики и уже требует каких-то комментариев. Что вы ему сможете сказать новее, чем повторить азы? Что вы сможете сказать человеку, который проехал первые метры за рулем (что он- будущий Шумахер)? Вот и я о том - НИЧЕГО. Он просто требует внимания к своей персоне. Мы уже проходили это. Таких "любознаек"-студентов надо затыкать сразу же, пусть работают сами, а не рассчитывают на халаявные подачки, спекулируя на своем "интересе к знаниям" и профессии. Надо было ответить так:такое впечатление что вы на вытянутой руке варите.@Darkbird, тренируйтесь дальше каждый день. Через месяц приходите сюда с фотами валиков, швов и накопившимися вопросами.
-
2
-
-
Ну вы и нахал. Наварил первые швы и сразу демонстрировать на форуме. Это все равно, что впервые в жизни сесть за руль, а потом приставать к людям - ну как? (А между тем, научиться прямо ездить может любой дурак, а вот хорошая сварка - это удел избранных).Все швы в топку?-
2
-
-
Че, правда, что ли?Приезжают специалисты раз в шесть месяцев из Германии, настраивают роботов, То есть, мы дошли уже до того, что даже настроить линию - надо звать инженеров из Германии? Легковые и грузовые МерсИдесы с БМВ скоро тоже будут чинить только немецкие техники? Вот это поворот! Если так пойдет и дальше, то наше [импортное] оборудование [сделанное в германии и сша] скоро тоже будут диагностить немцы? Сначала через Интернет, через Teamviewer, а потом и лично приезжать будут? (Мы без штанов останемся). Сейчас это делают русские инжи, из российских представительств зарубежного производителя. (Они же даже иногда ездят по Азии, устанавливая кругом и пуская в эксплуатацию оборудование "своей" головной компании). Наши приборчики-то будут посложнее ваших линий сварки кузовов. Наших инжей научили наспех, кое-как диагностить оборудование и менять в нем блоки. (Пользуясь служебными мануалами для сервис-инженеров). Те, что постарше из них, умеют еще что-то покрутить ручками.
Наши же вчерашние студенты. Но ниче, справляются, привозя с собой платы для проверки. А потом нам же втюхивают их втридорогА, покупая у своей фирмы за бугром за треть цены. Такой вот бизнес. Ваш завод пожопился обучить своих наладчиков за бугром? Вместо этого, начальство, как водится, само прокатилось (раз пять ) за бугор отдохнуть "по делу"? Пусть теперь жрет кактус и плачетплатит за немецких инжей. Как был совок, так и остался... А вы говорите -
Пару лет назад заменили РСВ (плату), размером поменьше клавиатуры. Инж приезжал на пару дней за 100 тыс. руб., сама деталька обошлась всего в 450 тыс. руб. Поначалу просили 640 тыр. Но нашлись другие поставщики на тендере. Реально эта плата производится на амерском заводе в китае и стоит пару тысяч евро, но продается в европе за 4 тыс.евро, у нас - зависит от жадности продавана - от 6 до почти 10 тыс. евро. Ремонтируется оно только в штатах (кто-то из разработчиков), можно отремонтить всего за 2500 американских рублей (ремонт продается на е-бэй). Эта деталька для девайса стоимостью всего в 100 тыс. $, а что если цена идет на миллион евро?не надо уж так сгущать краски-
2
-
-
В итоге - "ни вашим, ни нашим"? Недо-ТИГ в комплекте с недо-МИГ?А почему бы нет , и похоже китайцы взяли за основу ТИГ AC/DC и прилепили к нему П.А и получили комбайн.Начать с того, что сами китайцы ничего сделать НИКОГДА не могли, не могут и теперь. Вся их "продукция"- это калька с западных образцов, часто бестолково и неграмотно "модифицированная". Немцы, американцы и прочие перенесли туда (в свое время) заводы с технологиями ради их дешевой рабсилы. Китаезов надо жестко контролировать, иначе неизбежно начинается брак. И несмотря ни на что, брака с китайских заводов идет много и очень много.
Что касается "русского" оборудования, у нас его нет давно (и слава Б-гу!). Все эти производители ЦВЕТов и Биохромов разорились и без конкуренции (Дзержинское ОКБА, Научприбор г. Орел). Ох, и намаялся я с их продукцией еще при совке. (ЦВЕТы серий 100 и 500, Биохромы-1, Милихромы 1-4 и прочее МХ1320. Теперь они лепят хроматографы из запчастей американских заводов в китае, называют это русским названием (Кристалл, например). Лепят к нему криворуко сляпанную русскими программерами прогу. Что касается ПО, это отдельная тема. Но большей пакости, чем русское ПО, представить себе невозможно. По глюкам оно берет уверенное первое место.
Я УВЕРЕН, что в сварке - ровно такая же картина. Кто не смог обзавестись нормальным обрудованием, теперь мается с недосервисом от ГРПЗ или того же Евоспарка.
-
1
-
-
@selco, А вот вы сами на каковском оборудовании работаете - на чистом импорте или на "российском" (российско-китайском)?
-
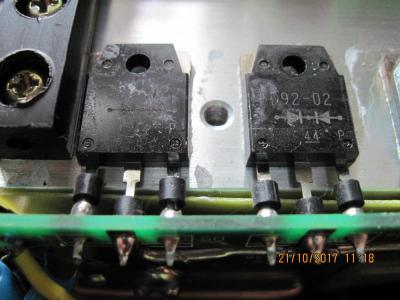
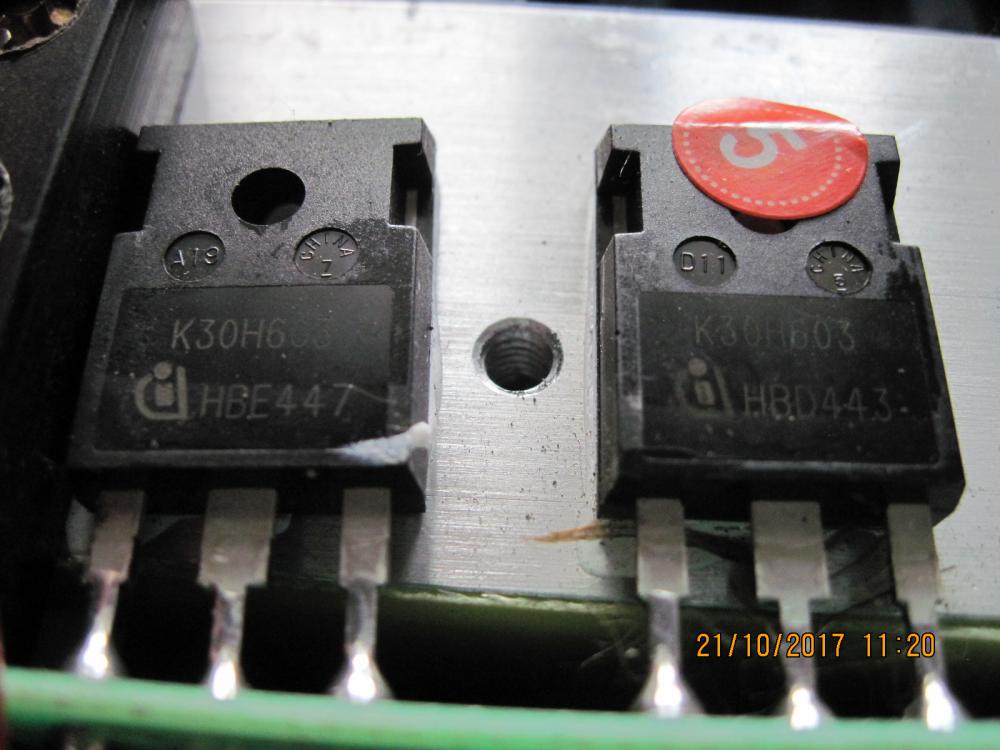
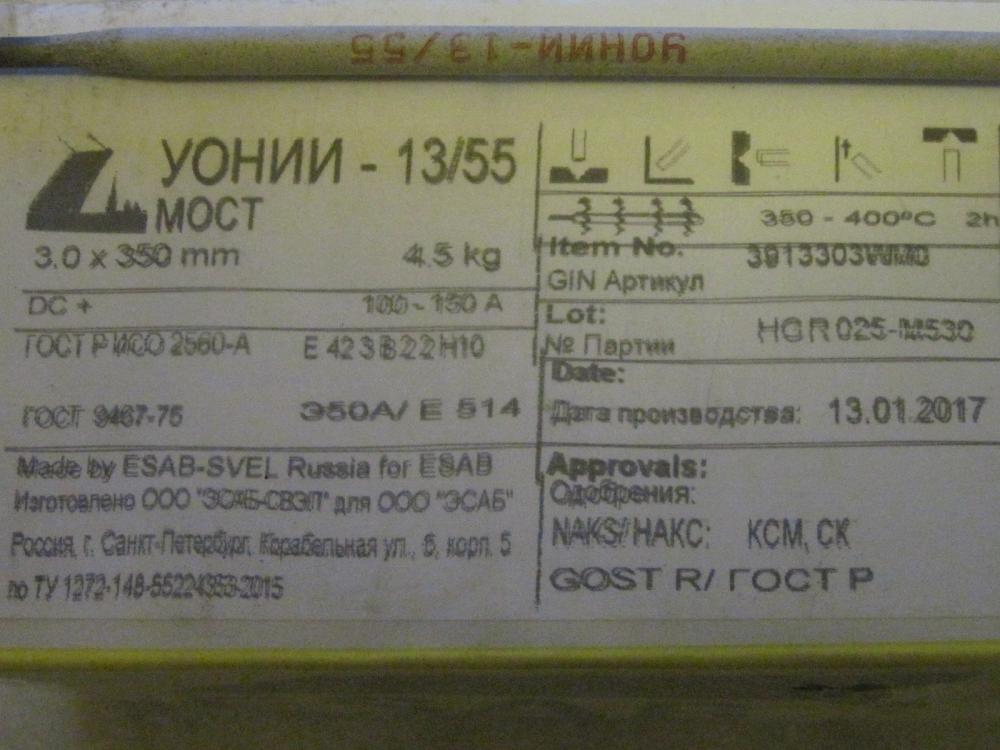
Именно так и выглядит. Вы не всю маркировку показали.

Это Мост. Думаю, их теперь не делают. Непрактичны они оказались в диаметре 3 мм.
-
1
-
-
В этом и парадокс. Производителей не мало, а инверторов - раз-два и обчелся.Не так уж и мало отечественных производителей инверторов.
Это нам так по ТВ объясняют. И то правда- кто-то производит IGBT транзисторы, кто-то - самолеты с паровозами, кто-то инверторы, а мы производим нефть, газ, лес...кто-то что-то у кого-то покупает
-
1
-





Электроды
в Расходные материалы
Опубликовано
Надо было его на свет надрессировать. Дуга светит далеко, через пару секунд от начала стойкого свечения он, без акустической команды, снижает ток.