

serga01net
-
Постов
1 231 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные serga01net
-
-
Ну раз пахнет жженой бумагой, то всяко присутствует...У ОК46 циллюлоза в обмазке присутствует? Пахнет гарелым деревом.
-
А какое давление договоримся считать высоким?
1.1.7. В зависимости от рабочего давления технологические трубопроводы, на которые распространяется действие настоящих Правил, подразделяются на технологические трубопроводы низкого давления с условным давлением до 10 МПа (100 кгс/кв. см) включительно и технологические трубопроводы высокого давления с условным давлением свыше 10 МПа (100 кгс/кв. см) до 320 МПа (3200 кгс/кв. см). (ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ ПБ 03-108-96)
3.1.3. Соединения элементов трубопроводов, работающих под давлением до 35 МПа (350 кгс/см2), следует производить сваркой со стыковыми без подкладного кольца сварными соединениями. Фланцевые соединения допускается предусматривать в местах подключения трубопроводов к аппаратам, арматуре и другому оборудованию, имеющему ответные фланцы, а также на участках трубопроводов, требующих в процессе эксплуатации периодической разборки или замены. Соединения трубопроводов под давлением свыше 35 МПа (350 кгс/см2) следует выполнять по специальным требованиям и техническим условиям. (Правила устройства и безопасной эксплуатации технологических трубопроводов (ПБ 03-585-03)-
 2
2
-
-
На сайте АврорыНепонятная ситуация с новой компактной авророй интертиг 202, на выходе из рукава отсутствует силовой кабель!?! Что за?Валерий, INTER TIG 202 - аппарат с прямым подключением. Силовой разъём для работы не требуется. Достаточно прикрутить гайку горелки к ответной резьбе аппарата (токовод и газовый тракт совмещены) и подключить управляющий разъём. -
Почитал. И стало грустно. Нам, чтобы сделать что-то с нашим "ничем", нужен специалист экстра-класса. И вспомнил свой опыт, в цивилизованных условиях, когда всегда есть чем и как, два любителя сделают проще и быстрее. А теперь представьте, что будет, если Игоря там не окажется, когда "надо будет" (где их напасешься, специалистов на каждую деревню?) Они НИЧЕГО не смогут сделать сами. Как не делают и теперь.Да и я помню до сих пор, когда Игорь (Белаз, форумчанин и специалист уважаемый) не так кстати и давно впечатления свои описывал -
Технологии - это хорошо , и я за них руками и ногами , но случись что , выживут те , дремучии технологии , чем промышляет глубинка . И они этим что то делают ! Я в шоке .
Ха... Не выживут. Че ж они, пока ты не приехал, и сварить не смогли? Вот то-то.
На контрастах - мой последний отпуск. В прошлом феврале был в гостях. Заметил, что надо помочь хорошим знакомым приварить калитку (лопнувшая петля). Заранее договорились - я приеду (опять) дней через 5-6, привезу назад чела, которого пока увезу на побывку к родне, к тому времени надо раздобыть где-то сварочник, провода и все что надо к нему. Уезжаю. Через 6 дней, как было договорено, кидаю рабочую одежду (взял у кузена, он техник по ремонту холодильных установок) в машину и еду во Францию (550 км) на один день. Там чел привозит с работы инвертор - Miller, до кучи ему положили в багажник провода, маску-хамелеона, три пластины металла (для пробы) и россыпью электродов 3 мм Е6013. Я приехал еще засветло, а вот чел с работы до темноты не осилил (пробки на дорогах, февраль месяц, темнеет рано). Обычно он борется с пробками при помощи мотоцикла, но тут пришлось ездить на машине). Инвертор он возил с собой (он же - имущество фирмы - вдруг понадобится) и утром ему опять на работу. А мне завтра возвращаться в Германию. Ладно, успели только опробовать инвертор в гараже. Миллер, он и в африке Миллер. А француз-инженер, никогда не работавший сваркой (между прочим, технический директор фирмы средней руки), этому обучался и умеет варить! Кто из наших начальников был обучен в свое время и способен сделать шов, впервые за много лет взяв в руки держак? Он же сам потом и сварил ту калитку, уже один. А вы говорите - деревня, деревня... не удивили они вас, вот что плохо
 (и что там может такого случиться- "случись что"? На этот случай надо иметь генератор, и только). Жаль только, фотать некогда было, да и темно кругом уже было, в голову не пришло. Вот это я понимаю, цивилизация... и никаких неожиданностей.
(и что там может такого случиться- "случись что"? На этот случай надо иметь генератор, и только). Жаль только, фотать некогда было, да и темно кругом уже было, в голову не пришло. Вот это я понимаю, цивилизация... и никаких неожиданностей. -
4
-
-
Интересно, в чем же заключается их "отвратительность"? (Если эл-д горит как бенгальский огонь, это еще не значит, что он "хороший".)Это просто невероятно отвратительные электроды!А насчет Ресанты. Если это "послекризисное издание" (2016 + г.в.), то оно "обезжирено" и едва ли будет нормально сваривать основными электродами вообще. Примеры уже есть в сети.
Если попытаться разобраться в причинах "отвратительности" МР-3 ЕСАБ, выясняется, что это рутил-основные электроды с довольно высоким значением Uxх = 65В. Это значит, что у них будет неважный первый и повторный поджиги, они работают на повышенных токах (смотри ток на пачке). У них другое назначение, нежели "сварка для новичков" (ЕСАБ говорит, что они предназначены для "производительной работы на форсированных режимах").
Возьми их ОК46 (но они дорогие
). Это уже рутил-целлюлоза. У этих Uхх=50В, они будут легко поджигаться всегда, устойчиво горят на предельно малых токах. И работать можно в "любом направлении". Все это говорит еще и в пользу того, что ваша Ресанта просто не тянет "сложные электроды". Хотите варить без проблем? Аппарат тоже понадобится нормальный. -
По моему скромному мнению, труднее всего варить (красиво) как раз рутилом. Он подкупает легкостью горения дуги, но взамен требует мастерства манипуляции электродом из-за его большого шлака. Напортачить рутилом - как нефиг делать.
-
3
-
-
наверно буду пробовать когда куплю нормальные электроды. Насколько я понял, нужно приобрести электроды с основным покрытием. Из доступных по цене для меня будут только УОНИ 13/55
УОНИ для такого тонкого металла - не самое лучшее решение. Основные электроды капризны и не любой сварочник позволяет ими комфортно варить. Тем более - УОНИ. Это, пожалуй, самые "злобные" и трудные для сварки электроды. Во всяком случае - для профтрубы 1.5 мм они совершенно ни к чему. Им нужен хороший аппарат. Какого года выпуска ваша Ресанта 190А? (От этого сильно зависят его способности
).3 мм УОНИ требуют минимум 70А, на плохом аппарате гореть могут плохо, требуя повышать ток до 90-100А. Ваша труба прогорит со свистом.
В забугорье даже нет аналогов этим УОНИ. Попробуйте найти там электроды с маркировкой Е7015. Есть все, но нет таких упертых, как УОНИ 13/55.
(Если не считать Е6010
). Вам надо рутилом поработать. Возьмите для начала что-то типа ОК 46 или МР-3. В чем проблема? УОНИ дешевые потому, что частнику они не сильно уперлись. Арматуру на стройке варить - пойдет.
Потом, едва ли вы найдете недорогие УОНИ 2 или 2,5 мм. В ходу только тройки да четверки.
-
Чел уперся в эстетику швов. Хочет, чтоб китайским электродом на тонком металле швы были как ОК-46 на толстой пластине.
А так не бывает. Хотя... если постараться. Вот тут чел демонстрирует (тоже) сварку профтрубы торцом. Только труба у него потолще, кажись.
-
Самое главное - тавровый шов не любит малого тока и мягкой (болтающейся в разные стороны) дуги. Ваш ток указан по крутилке Ресанты, а это ни о чем не говорит. Сколько там в реальности - нужно измерять хотя бы клещами. На Ресанте 190А нет регулировки форсажа дуги (жесткости), поэтому можно только накручивать ток, что на тонком железе с толстыми электродами - проблематично.
Реальные 60А для 2 мм - это было бы много. В вашем случае там не 60 А и получается более-менее нормально.
Китайский рутил J422 (непонятно, что на самом деле из себя представляющий) может заливать швы шлаком так, что нормально сварить можно только вертикал. Нижнее положение на малом токе будет давать не шов, а пародию. Грамотно "отогнать шлак" в нижнем положении - это надо уметь (а с вашим J422 едва ли прокатит вообще
).
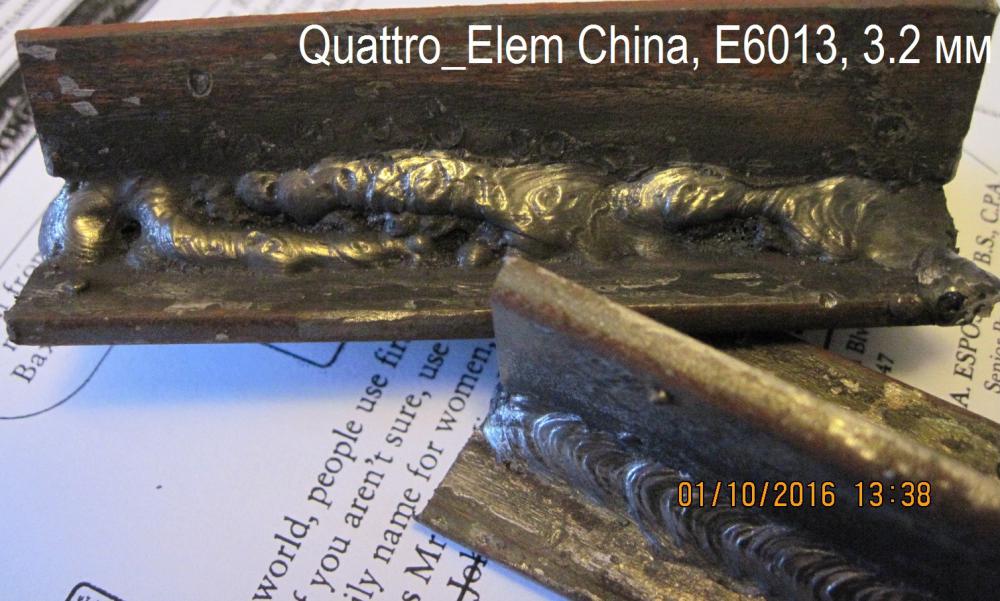
Вот такая фигня получается если взять китайский Е6013, который продается в расфасовке по 0.9 кг под ником Quattro Elementi. Ток недостаточен, но главный виновник- обильный жидкий шлак, выделяемый электродами. Вертикал ими получается намного лучше.
Нижний шов сварен чем-то другим. Уже не помню, чем. Разница заметна на глаз.
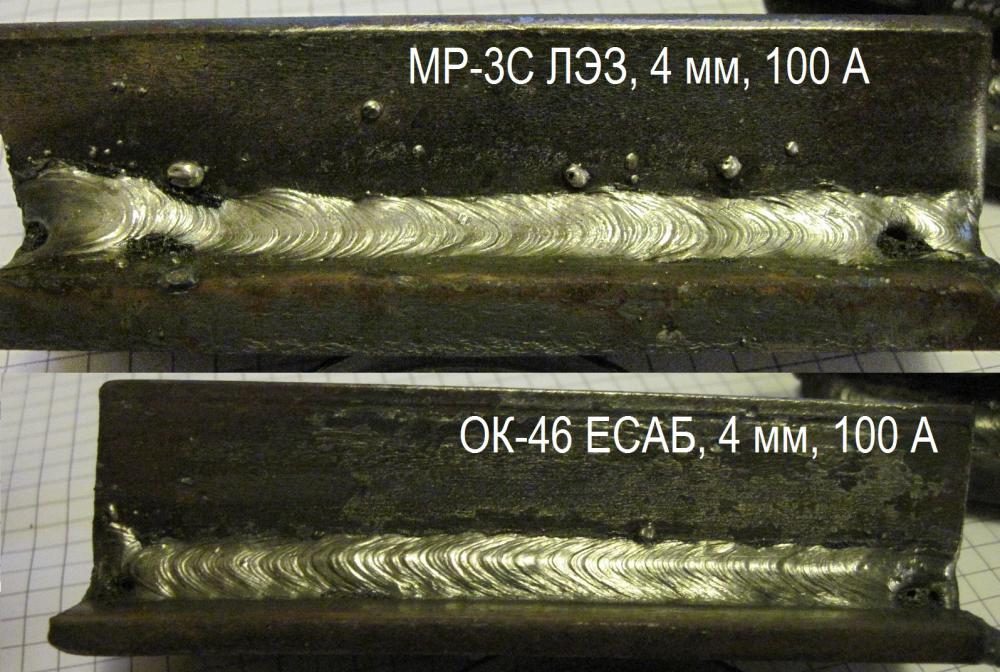
Качество электродов имеет не последнее значение для качества шва. Одно дело ОК-46 ЕСАБ и совсем другое - нонеймовый китайский J422.
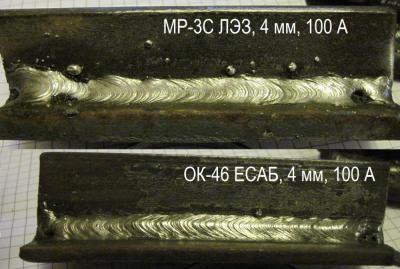
Токи при сварке были одинаковые. Что-то около 90-100 ампер. Этого мало и для тавра, а тем более для 4 мм электрода. ЛЭЗ МР-3С ожидаемо дает брак, а ЕСАБовский ОК-46 ПОЧТИ прощает ошибку с током. Сварка железа 4 мм электродами 4 мм делается "для скорости", но на тавре надо быть осторожным.
Попробуйте сварить ими (J422) вертикал. Должно получиться лучше. Попробуйте сварить без отрыва. Практика, практика, практика... без конца. Появится понимание.
-
1
-
-
@круазик, А разве дома варить можно? (не по СНиПам, а по другим причинам).
Вас пожарники должны первыми напрячь.
-
Чет я нифига не понял, кто сунулся и чего ему объяснили (и почему).... ну сунулся ... ну и обьяснили ему, куда валить, и зачем... -
Возможно. Говорят, что они менее впитывают воду. И еще интересно, что они в сссре прописались с 1982 года. Сожжено их с тех пор больше 33 тысяч тонн! Все на трубопроводах... (подробности - см. в той ссыли выше для ЛБ-52У). И мороза-то они (их швы) не боятся, и на морозе ими варят, и все прочее...Те же lb52(меньше мела) меньше, а возможно и вообще
-
1
-
-
@Виталий С 31, Блин блинский... Я измерял у Интерскола ИСА-200. Но гораздо лучше посмотреть в Тытубе. Там есть даже осциллограммы. Есть море видео. Этот вопрос настолько детский уже, что я не представляю даже, как на нем можно еще чего-то нового увидеть. Смотрите ВАХ того же Форсажа (на их сайте). Он, конечно, во многом ненастоящий, ну все же. (Вы мою монографию читали!!? мог бы я грозно спросить, но я же не придурок-профессор, выживший из ума)...

Если вам конкретно не нравится Аврора... Возможно. Но при чем тут нормально сработанный антистик и форсаж дуги у других аппаратов?
Я же предупреждал, что у дешманских моделей теперь (из-за кризиса) начисто отсутствует все - и ГС, и АС и ФД. Хотя все написано кругом- что ЕСТЬ! Сейчас все это можно увидеть у аппаратов никак не ниже 13-15 тыр.
Ну вот вам парочка видео:
-
Я про вас совсем забыл. Упустил как-то. Какой док вам надобен? Конкретно?ссылку на документ дать можете?По LB-52U тут, на странице 14 есть инфа. "Непревзойденные электроды для сварки корневых проходов трубопроводов с глубоким проплавлением и ... обратным валиком..." бла-бла-бла...
blah-blah-blah......-
1
-
-
@Виталий С 31, Вы опять за свое? Это - голосовалка, а не обсуждение Авроры.
-
1
-
-
-
@Tuborg, Это не более, чем простое разглагольствование.
Термин "антистик" официально в РФ не используется. Есть "антиприлипание".
Спасибо, что дозволили с "барского плеча"...А вот термином "антиприлипание" можете хоть черта лысого называть.
-
1
-
-
Палыч прав, как никогда..."Радоваться такой чепухе, как новый год, по моему мнению, нелепо и недостойно человеческого разума".
-
Я же не "продавец сварочнегов", сказок расказывать не стану.Антистик бывает только одного типа .... остальное сказки продавцов сварочнегов@Виталий С 31, Честно говоря, уже достало объяснять, "что, где, когда и сколько". Найдите сами в инете, если не верите. Если вещь не называется прямо АНТИСТИК, то это не значит, что это не так. Объясните себе тогда понятие "Форсаж Дуги", его суть, зачем оно нужно в аппарате и что бывает, когда его "отсутствует"...
-
1
-
-
Антистик бывает только одного типа
Можете не продолжать. В этой теме не место для дискуссий.
-
Ясно.
А ваш "главный" - затейник большой. Надо же было додуматься крестовину от офисного кресла приспособить для елки. (Это он у кого-то подсмотрел раньше
) Мы, по простоте душевной, стали бы городить сварку крестовины по новой. Да еще винты придумал регулировочные. (Я бы обошелся одним винтом). -
Как это? Через неделю после монтажа на СТАРОЙ трубе? Старую трубу монтажили?выплыл косячек на старой трубе через неделю после монтажа А че она вся мокрая стала? Раньше только ручеек был мокрый...
-
Вероятно.Там скорей больше фанатного понтуНу, а все-таки. Как напряжение ХХ влияет на качество шва?
(Еще бы знать, КАКОЕ качество шва имел в виду чел-топикстартер @chegevarik).
А, вот:
Мое мнение - НИКАК не влияет.для ответственных швов
Записки начинающего сварщика
в Ручная дуговая сварка — ММA
Опубликовано
Это нервы.