- Популярный пост


mehanik1102
-
Постов
1 968 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные mehanik1102
-
-
- Популярный пост
- Популярный пост
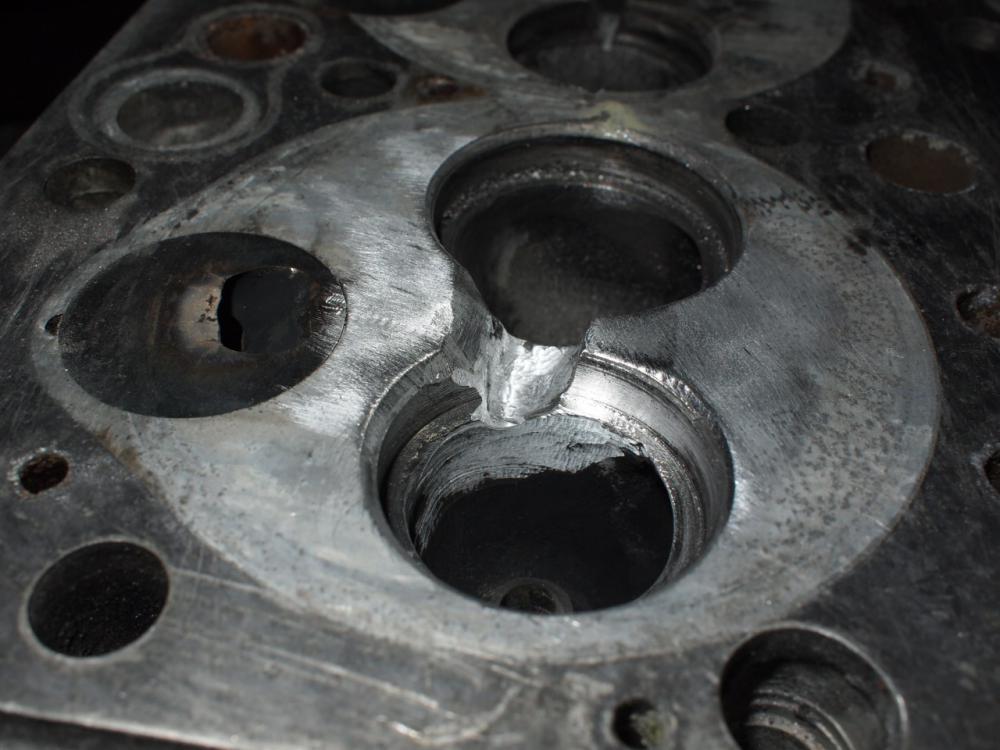
Дошли таки руки до трещин на головке, что выше показывал
Разделал:

Обварил:

Теперь можно на станок устанавливать мех.обработку производить.
-
 14
14
-
- Популярный пост
- Популярный пост
вот такой паяльник
Там износа более 0,5 было.
Обработал наваренное:


Пор много, на функциональность не сильно повлияет, как мне кажется. Причём, когда начал варить понемногу с остужением детали, количество пор уменьшилось.
Нашлась трещина, заварил. Вроде как руку набил, пошло легче. При заварке трещины дуга периодически окрашивалась фиолетовым, чего ранее не наблюдал.

Вот теперь и думаю - а может таки взять с клиента денег? Кушать то хочется.
-
10
-
Тела мало.расточить и колечко вставить
С хорошим - хорошо получалось. А тут, даже если и поры будут - не беда, оно на сжатие работать будет и герметичность не требуется. Зато опыта прибавится.не любит даже хороший АЛ такой наплавки , завихрения идут аргон с воздухом мешается ну и получается очень очень плохо.-
1
-
-
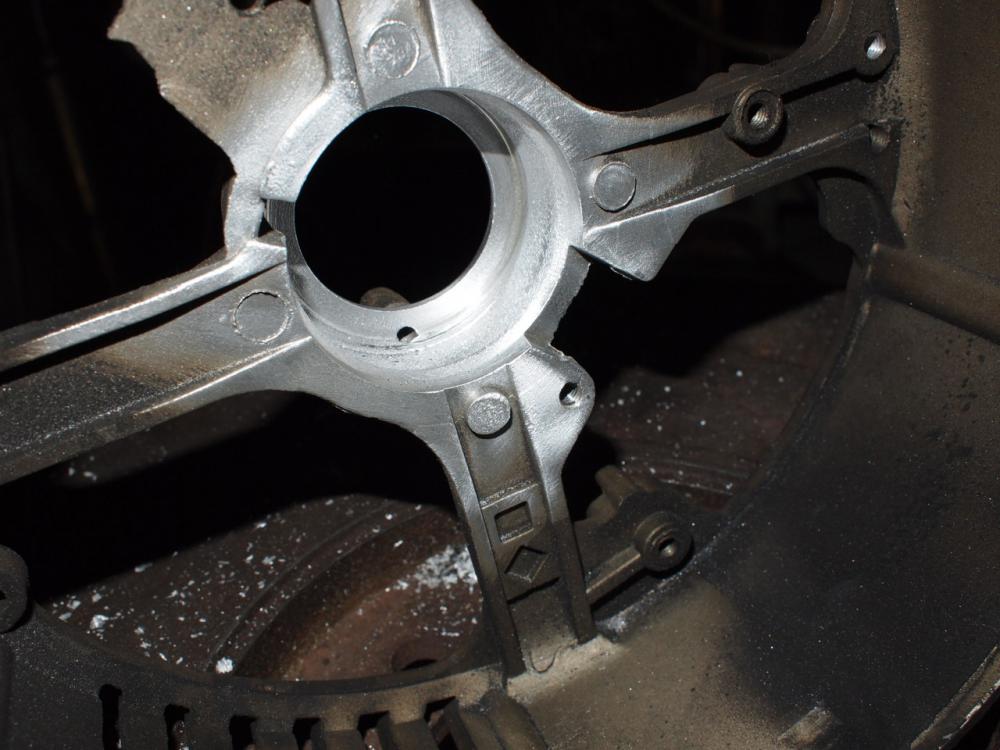
Часть вторая марлезонского балета.
То бишь второй подшипниковый щит:

Износ посадочного места под подшипник:

Поначалу как то пошло, потом хуже:

Посмотрел тыльную сторону - протекло и выпучило:

Сделал вывод - деталь перегревается и течет вся. А посему решил делать короткими перебежками, остужая деталь после каждого небольшого кусочка наплавленного:

Процесс продолжается...
Солянки нет, но по совокупности органолептических ощущение это нечто алюминиевое.каплю "солянки"
Очень похоже.очень не любит перегрева, " ниточный" шов, повторный проход после остывания.
Хуже, нежели полностью холодный.Предварительно можно подогреть до 80 гр.-
7
-
-
Таки да. У нас уже 4 года война идёт.но ситуация в Сургуте и Северодонецке сильно отличаются.-
3
-
-
настраиваю подобно нерже, с низким базовым и высоким импульсным током, с коротким временем действия импульса, и как результат ванночка очень быстро кристаллизуется и так и лупим импульсом:
Та ото ж! Экономика кусается - клиента нет такого, чтоб оправдать затраты. А по поводу малого тепловложения - самое оно, потому как, при малой толщине стенки и при сварке снаружи, присадка, переплавляясь, выпячивается вовнутрь и много. Пришлось на токарный станок ставить срезать.Аппаратик бы вам посерьезнее надобно.-
2
-
-
Не работало оно в масле. Поверхность чистая и сухая, к тому же, достаточно плотная на вид, без пор.Как кипячение помочь может?ванна крышечки горячая с кипячением минут 30 и хоз мыло
Сундук, однако. Для более навороченного аппарата клиента нет.200 а лучше 300гц , синусоиду
Её и применял.уместна 4047
Не выгоняется. Пришлось облицовывать край присадкой, постоянно зачищая, а потом уже по облицованному варить. И всё равно лезла грязь.ну и можно их выгнать просто дугой-
1
-
-
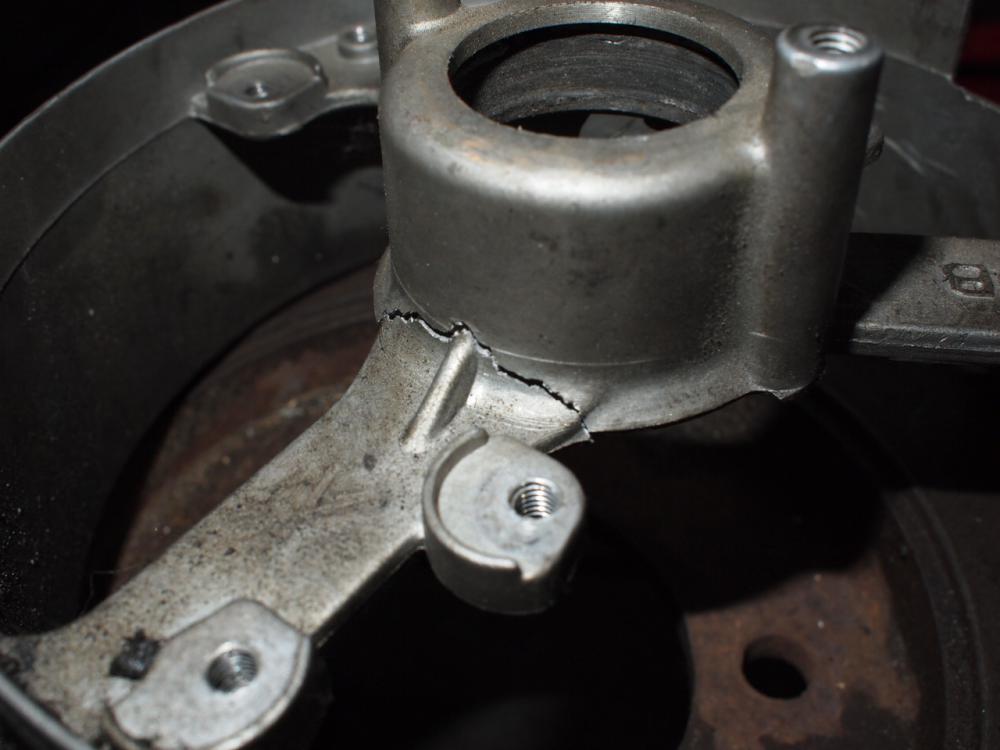
Предобрейший вечерок, а жителям Дального востока и прилегающих окрестностей доброго утра!
Принесли мне прдшипниковый щит с какого то , явно китайского, генератора. Вот такой:

Вот с такой трещиной:

Зачистил, разделал, прижал струбциной, как то прихватил, снял струбцину, разделал остальное и начал варить. А оно не варится. Из чистого металла грязь лезет и сразу дырка - тонкое потому что. В общем то, как то засрал и сделал видимость приваривания:


С клиента гроши брать не буду, но вопрос таки остался - а что это было? - Грязный сплав или вовсе порошковое изделие? И что с таким далее делать, если оно опять в руки попадёт?
-
8
-
-
@ЛехаКолыма,Я про литьё писал, а оно, в основном - силумин. А так - да, один из способов.
-
@Weldermax,Тут такое дело - когда Вам приносят в ремонт нечто литое алюминиевое - хим состав в большинстве случаев неизвестен. Можно только предполагать. И присадка берётся под это дело та, что имеется в наличии, более-менее подходящая. Обычно, в подавляющем большинстве случаев, оно работает. А таблицы изучать конечно надо. Только принцип такой есть, и его надо придерживаться - не берите дурного в голову, а тяжёлого в руки! А иначе каждую железяку надо отдавать в лабораторию для определения хим. состава и присадку изыскивать (неведомо где и за какие деньги) соответствующую. Ваш клиент этого не поймёт, да и денег у него не хватит рассчитаться за работу.
-
4
-
-
А это уже от усердия специалиста зависит! Если есть претензии на "Решение проблемы клиента" - гальванику надо запускать. Как раз для таких ситуаций. Хром в размер с лёгкой притиркой - то, что доктор прописал.но рассаженноеПочитайте на досуге - http://all-ebooks.com/2010/05/03/114552-galvanotekhnika.html
-
1
-
-
Обеспечение точности.вопрос в целесообразности этого шага. -
Делается разжимной притир из чугуна и притирается притирочной пастой карбид титана или карбид бора необходимой (в вашем случае мелкой) фракции.плунжер отполировал пастой ГОИ.-
1
-
-
Так я ж не про себя, я про уважаемую публику...думаю как минимум техникум а скорее институт-
2
-
-
@selco,Вы приводите тут очень красивые картинки. Но - теперь Вам придётся пояснять уважаемой публике значения терминов "Ликвидус" и "Солидус".
Это как в мультфильме про простоквашино, когда шарик пол дня бега за зайцем, чтоб его сфотографировать, а потом будет еще пол дня бегать, чтоб фото отдать!
-
2
-
-
И в авто технике магний применяется. Различать надо. А магниевых ГБЦ я не встречал.в мото технике вроде магний применяется? -
В 4047 больше кремния, ближе к эвтектике. И для авто-мото литья, особенно тонкого, как по моему, оно лучше.4043 -
В основном литые детали авто-мото техники - блоки цилиндров, картера коробок передач, поддоны и разные крышки.какие детали встречаются с содержанием кремния попадающим под эту присадку?-
4
-
-
Исходя из Вашего фото это не очевидно. А вот сути того, что я пытался выразить, Вы не поняли. Такие детали окунать надо вдоль оси, без перекосов. При этом получается более равномерная скорость охлаждения детали и , соответственно - твёрдость. Для того делается из проволоки подвеска, за которую и цепляют крючком. А так как у Вас - оно с перекосом идёт, потому как иначе соскочить и на дно упасть может. И неравномерная скорость охлаждения разных частей детали происходит. Что чревато.полимер и ее не окунают, а уже достают.Тем не менее - успехов Вам в многотрудном деле термической обработки!
-
6
-
-
-
Нет тут ни теории, ни азов. Ересь полная.учим теорию с азов
Ага! Верно! Начиная с сообщающихся сосудов и описания процесса перетекания жидкости. И далее в том же духе!А что в видео не так и вроде все верно разжевано.-
4
-
-
Сколько раз чистили фрезу за весь процесс?вот фреза от Романа, -
Шкив для зубчатого ремня.шестерня от ГРМ
Это изготавливается методом порошковой металлургии, когда из под прессформы получается готовая деталь, практически не требующая мех. обработки. Хим состав там совсем не чугун.начинает все трещать, вспениватся, плеваться-
4
-
-
Учились, учимся и будем учится на собственных ошибках.С хомутом в ручку не лезла-
1
-












Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано
Продолжаем мучить головку: