

mehanik1102
-
Постов
1 982 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные mehanik1102
-
-
Учебники пишутся научной терминологией,
Ага! Не все!
тема деформаций должна быть шире
Да да, конечно!
Собственно, к вопросу о учебниках и деформации. Попалось мне сегодня в руки вот это -
А там - цельный раздел о деформациях и способах борьбы с ними. Причём писан по русски и весьма понятно.
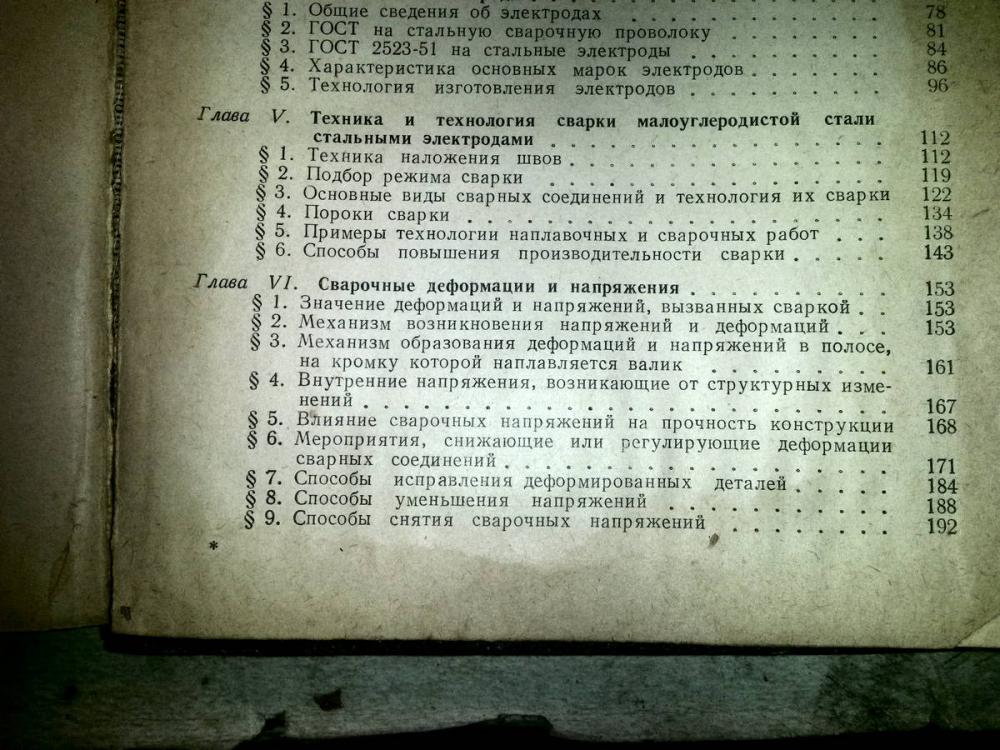
Кусок оглавления :
-
 3
3
-
-
В цепь массы подключить дроссель.У аппарата отсутствует регулировка индуктивности, аппарат трансформаторный,-
1
-
-
и попробовать докопаться до чистого железа, то... ты наверное не поверишь, но уйдёт сил и времени раза в четыре больше чем для такой же процедуры на трубе.
Сегодня процесс очистки толстого такого проката наблюдал. Листы, закатанные в обечайки, отправили в камеру с дробеструйкой и оттуда они вышли с краями,зачищенными до бела под сварку шириной около 100 мм. И никаких проблем.Это что-то можно содрать только шлифовальным диском, и то не сразу, и не быстро. Слой невероятно твёрдый. Такой я не встречал ни разу на профильном прокате, и возможно что и ты не встречал.-
5
-
-
@Точмаш 23, Таки да. Затянули меня сейчас на завод, вроде как и не совсем пропащий завод , что то производит и зарплату платит, но качество высшего технического руководства не сильно высокое. И люди там с большим жизненным опытом, казалось бы. Но - отбор таких руководителей шёл несколько по иным критериям, нежели требует машиностроение. В итоге - бардак, не желание нести ответственность за принятие решений и полное отсутствие грамотных технических решений. И иных специалистов просто нет.приду на работу и скажу:PS На днях заводское КБ выдало чертежи шестерён с модулем 2,54. Вот только на каком станке и каким инструментом резать эти шестерни КБ не определило...
-
3
-
-
Ну как же? Я ж своё время диплом по электрохимии писал, да и практика применения была. А то, что на производстве часто упрощают технологию - это не новость.грубо,но правду-вы слышали звон,но не знаете,где он-
1
-
-
@Точмаш 23, А Вы не находите, что при электролитическом хромировании в слое хрома и на поверхности подложки возникают напряжения, которые и деформируют деталь при шлифовке? И не потому ль где то в старой литературе давали рекомендации по термообработке хромированных деталей для снятия этих самых напряжений?После хромирования( -
- Популярный пост
- Популярный пост
И еще о вальцевании -
Закатывание листа 70 мм толщиной:

Процесс изготовления обечайки :

Та же обечайка после сварки и перед калибровкой в цилиндр:

Вполне плоский лист перед заправкой в вальцы :

-
25
-
@welderman,Кусок войлока под колени курсанту подложить никто не догадался?
-
2
-
-
Пройтись по шву резаком с окислительным пламенем. До плавления доводить не надо.чем его вымывать? -
А вальцы - это надо в тему "как не надо делать"
Это почему? -
@G_Kar, А как Вы видите контроль такого шва цветной дефектоскопией? Проявителем забрызгать с одной стороны, а пенетрантом с другой?приобрести пенетрант. -
Как Вы скинули механизм у нас применялся на Азовмаше,но не отечественный.
Если Вы про этот -

То они на Симферопольском заводе выпускались. Я себе такой в 13 году на заводе в Симферополе приобрёл и подающее устройство на нём под SSVA160 сделал.
-
Они на фото. Будут что то катать на 3х вальцовых - попробую показать.4-х вальцовых не встречал-
1
-
-
- Популярный пост
- Популярный пост
@konstantinXX, А по разному их катают. На 3х вальцовых машинах края недогибают, потом варят, потом довальцовывают. На 4х вальцовой загибают сразу в цилиндр. Лист в машину суют ровный, безо всяких предварительных загибов. Яйцеобразных обечаек не встречал, видать квалификации специалистов не хватает для получения такой формы обечайки.
-
13
-
@Kondor416,Какая была. 50мм.
-
7
-
-
- Популярный пост
- Популярный пост
Будни околосварщиков.
Заворачивание обечайки.


-
22
-
Существуют ротаметры в виде трубочки с шариком, к соплу приставляется. Его ж не надо постоянно регулировать - 1 раз настроил и можно работать.А расход как
Кислородный старосовейкий редуктор, как по моему - лучше.а после кислорода?-
2
-
-
Ну да. Испарение - процесс эндотермический.нужно снизить объем забираемого газа, -
А есть грелки электрические для человеков. Грелкой такой обмотать, а сверху одеяло.Есть кабель греющий саморегулирующийся, -
-
@Дед мазай,Что крутится - ролики или барабан-фильера? С какой частотой вращается? Какой зазор между роликом фильерной доской? Какая мощность привода? Какая производительность? В каком виде туда опилки подаются?
-
Предобрейшего времени суток!
Коллеги!
Если кто знаком с производством пеллет, или стоял рядом с работающим аппаратом и готов поделиться информацией, отзовитесь! Есть несколько вопросов. Можно в ЛС.
-
Не, не так. Импульс от количества тактов тут не зависит.и нижний светодиод импульс с 4Т
Ага. Представитель так и говорил - сделано в Китае для американского рынка. Завод всё равно этот аппарат покупать не будет.чистокровный китаец с логотипом от ESAB/-
2
-
-
Ну... Если попал в руки аппарат неведомый, надо ж его попробовать с разных сторон. В настроенном виде всё вроде хорошо - есть 3 крутилки - Ток, баланс и частота тока. Это я про переменный ток, на постоянном я его не пробовал. Если всё остальное выставленно, то и голову ломать не надо. Пред и пост газ выставляются поочерёдным нажатием кнопок и поворотом ручки. параметр отображается на индикаторе с каким то условным символом, смысл которого непонятен. Представитель фирмы как то выставил, я повторить не смог. Нарастание и спад тока - аналогично. Переменный ток только прямоугольный. В процессе пришёл главный сварщик, и решили мы пульс пощупать. Куда то влезли. Пульс появился. Но - при попытке выставить ток базы и ток импульса показания показометра менялись от 30 до 60. Непонятно в каких единицах. Чего получилось выставлять - так это частоту пульса, причём частота эта начинается от 0,1 Гц.Подробнее что мешало настройке аппарата
Сегодня второй ролик наваривал. Таки ничего сложного, обычная работа, разве что варил с пульсом, выйти из него не смог. Наварил, обточили, сварочным наладчикам понравилось.и ролик вроде там не чего сложного наваривай себе бортик .-
2
-






Открытое обсуждение причин и процессов деформации различных видов сталей при разных видах сварки.
в Уроки мастерства.
Опубликовано
@selco, Попробуйте повысить контраст Ваших фото - читать текст будет легче. Я для того пользуюсь программой RawTherapee.