Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
@ЛехаКолыма, Если не переспорю, то скорее всего сделаю по своему -- одолжить пирометр мне друзья пообещали уже, только вот с феном проблема -- придётся резаком. Там всего-то нагреть и приварить надо пруток Ø 45 мм длина 370 мм -- утюгом нагреть можно.
-
@ЛехаКолыма, @Дед мазай, спасибо. Я уже связался с велдерманом, он обьясняет тоже самое -- фен, пирометр. Но мой капиталист принял решение варить без подогрева. Буду спорить.
-
@Kondor416, марсианские хроники полегче будут.
-
Что теряем если варить 40Х без подогрева?
-
Кому?Кем пробовали то? Обычным сварщиком? Там ширина шва от электрода получиться просто запредельная, хоть набивай, хоть ненабивай. Плюс процент брака подскочит в разы.
-
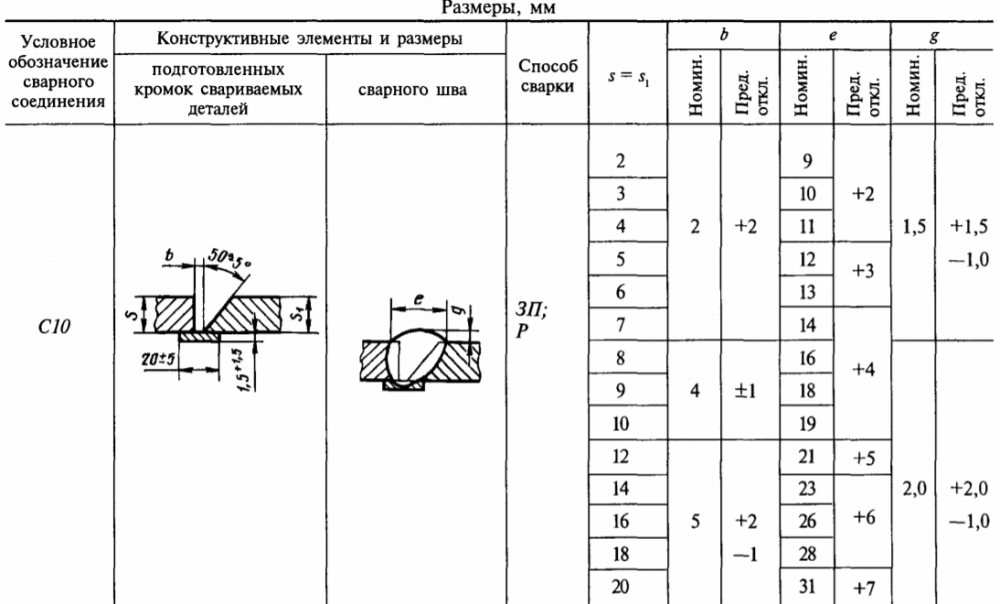
Ну да, вы правы, чот я погорячился. И за свою оплошность я потружусь вынести сюда конкретно вашу таблицу. Ваше соединение С10 по ГОСТ 16037-80 Итого зазор должен быть 2 мм (максимум 4 мм), ширина шва 13 (максимум 16 мм). В один проход делать сильно не советую. С вашей квалификацией лучше всё внимание уделить провариванию корня шва, после чего выровнять его болгаркой и пропилить канавку для облицовки (иначе не будете видеть стыка при сварке и уедете в сторону). Качеством электродов тоже пренебрегать не надо. Ваш случай LB-52U 2,6 мм диаметром.

-
@Kapralez, правильно варить только с разделкой для получения обратного валика, то есть у вас таких навыков нет, а получить их дорого обойдётся. Вот после этого можно будет говорить о материалах и подогреве.
-
@psi, какие интересные таблицы, ай-ай-ай! Вот только на практике так не получается. На практике прихваченное уонями оторвать не очень то и просто, а вот эм-эркой самое то -- и гнётся, и отрывается легко. И швов касается это так же. Мне приходилось видеть как рвёт мой шов положенный ано-21 железнодорожным домкратом, и как шов элбэшкой в том же месте при тех же нагрузках легко выдерживает. Вы, к примеру, видели как сгибается сотый уголок длинной 40 сантиметров?
-
Главное не сделать катет шва меньше чем толщина наименьшего металла. Напряжение на клемах аппарата померяйте, и нам скажите. Тогда будет больше выводов. А LB-52U почему-то показатель. И разными они не бывают. Может от фирмы производителя зависит?
-
Или самому -- в ютубе посмотреть как делается, правда инвентор надо, сварку. И маску хамилион, а то в обычной ничего не получится.
-
Смотри в зону сплавления шва с металлом -- это боковая линия шва, она должна быть плавным переходом одного металла в другой. Резкая граница говорит о том что тока мало. Канава на границе говорит о том что тока много (если это не вертикал).Это справедливо для любой сварки.
-
Ну это специалистов искать надо.
-
Разные у нас понятия о чистоте.Чистый, это совсем белый металл после мех обработки, а после лазерной резки плёнка окисла, которая может набедокурить при тиг сварке, остаётся. Однако я так понимаю что шов затирается вровень не для красоты, а потому что из плоскости выступать не должно? В таком случае предпочтительнее тиг -- после него шлифовки будет минимум, но квалификация сварщика должна быть выше среднего. То что пишет маэстро: это для него просто, а получится далеко не у каждого.
-
@selco, там b именно глубина ямы, а не высота шипа.
-
Скорее всего сталь кронштейна в два раза прочнее чем колхозный электрод. Так мы научим -- нивапрос.Такие вещи обычно из простых сталей не делают, там как минимум 450 - 600 на разрыв, а дешманские электроды дают в лучшем случае 350, а то и 250. Поэтому либо вари элбэшкой (540 на разрыв) либо п/а (св08г2с - 430 на разрыв). А электроды из сельмага только на забор, и ему подобные конструкции.
-
@rms74, для b миллиметр с плюсом, для а желательно 6 мм. Варить п/а проволокой 0.8 мм в смеси или чистой углекислотой, потому что паз будет грязный, до бела его никто шкрябать не будет. Это серия, то есть не единичное изделие, я правильно понял? Если правильно, то тиг не пойдёт из-за плёнки окисла. Да и дольше будет, и деформаций скорее всего даст больше.
-
Теперь чо?
-
Всем спасибо -- он постарается.
-
@RWS87, последнее фото -- это плохая идея. Нельзя нагружать верхние блоки забора в таком направлении -- оторвёт запросто.
-
@G_Kar, вы же инженер, да? Напишите инструкцию по установке болта, таким сугубо техническим языком, шоб было мало шо понятно, но очень умнО.
-
@Шурпет, это ты щас какой фильм рассказал? Все сразу штоле?
-
@BooMkin, на первом фото болт не правильно установлен -- будут проблемы с регистрацией осадков.
-
Все обычные процедуры. То есть вспарывание на такую глубину улучшает почву, насыщает кислородом, опускает водоносный слой если где-то вода скапливается. Вобчем по этому вопросу у меня знания довольно куцые, но продаём мы около 20 рыхлителей в год. Земледельцы любят эту обработку, но удачный рыхлитель это редкость. По их словам это тяжеленные машины, которые не очень то глубоко вспарывают, и при этом их довольно стабильно ломает и рвёт. То есть очень хотелось бы иметь хороший лёгкий и крепкий рыхлитель, с большим (4 метра) захватом при глубине 70 см, но при выполнении последних двух условий, предыдущие обычно сильно проваливаются. Мы просто скопировали дорогого итальянца, слегка усилили, обеспечили наличие в продаже как его самого так и комплектующих, обеспечили доступную техническую поддержку и гарантию, и оно пошло. Даже цену снижать не пришлось -- они и так в восторге. И кстати дураков там нет -- износ рабочих поверхностей измеряется, соотносится с обработанным объёмом земли, её плотностью и топливо-затратами, статистика ведётся, выводы делаются, и насколько я вижу -- в нашу пользу.
-
Я специально делаю вам ссылку на видео с временной меткой, чтоб не тратить лишнее время на просмотр.Вот первые испытания, 270-сильный трактор не потянул 70 см, поэтому заглубили на 50, но это можете увидеть в начале видео, а вот сам момент измерения: https://youtu.be/Y3HpMh7O0u4?t=3m Я конечно понимаю, на видео размеры обманчивы, и для того чтобы проверить насколько вы обманулись, скажите пожалуйста, на ваш взгляд, какая труба там катится с зубами. Можете поверить что это 219-я?
-
А на газопроводах вабще не гниёт, а шов требуют на всю толщину стенки, ещё и без единого пузырька внутри наплавленного металла, ещё и одинаковой ширины и высоты по всему кругу. И без подрезов. Зачем? Наверное инженеры не имеют опыта сварки труб, и потому требования у них такие?