Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
Само собой. В данном конкретном случае изучалось исполнение заводское, то есть как оно было решено в оригинале. Для тавра -- да, безусловно. Но видимо я имел ввиду стыковое соединение, но так и осталось в уме. Не совсем понял, разжуйте пожалуйста.
-
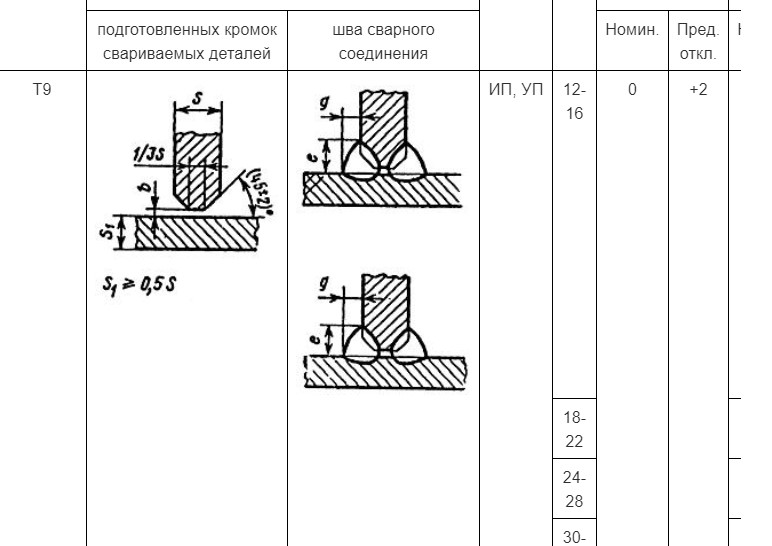
@Rayans, именно Т9 наиболее интересное для понимания. Возьмём 30 мм (легче считать в уме). Давай разбирать. Начнём с разделки. Зазор -- ноль. Угол 45о. Разделано на треть в глубину с каждой стороны (1/3S читается как одна треть эс). 45о это равнобедренный прямоугольный треугольник. То есть в глубину 10 мм, и в высоту там тоже 10 мм. Итого у нас по глубине середина не проварена. Там миллиметров 6 останется не проварено. Почему? Мне так думается, что если разделать глубже, то придётся разделывать и шире, чтоб туда пролезть. Тогда всё это придётся заполнять металлом, и напряжения которые там возникнут сведут к нулю прочность, которую мы получили сварив эти внутренние 6 мм. В идеале не должно быть никакого катета от слова совсем. Нам надо чтоб детали просто срослись между собой на всю глубину, и причём при комнатной температуре. Вот к этому надо стремиться. Это не возможно. А что возможно? На данном примере -- вот у меня пульс. Вот я сварил это, распилил, посмотрел провар -- ух ты! Я провалил его на три, а не на два мм. Значит имею право уменьшить угол, или катет разделки. Да и потом, у меня деталь крутится. Я могу нижний катет свести к минимуму. Это реальный пример из моей практики. Привезли деталь плуга порванную вдребезги и напополам. Мы сделали новую. Мне удалось сделать шов на выходе 12х8 мм. То есть по рисунку e - 12mm g - 8mm.

-
Ну я сейчас на таком работаю -- две крутилки. Третьей нету.
-
Именно этот магазин -- нет, но можно считать что да, ибо после него, я их по всему краю наварил целую кучу. Бывает, что без этого никак. Тогда на стройке появляется проектировщик, и осуществляет авторский надзор. Мне классный дядька попался. Сразу сказал где надо ловить миллиметры, а где сантиметры не так уж важны. Увидел уонии, посмотрел швы, остался доволен. Ага. Примерно.Я тут такое уже ляпнул один раз, и тут же был послан вдумчиво курить гост. По моей ссылке выше смотрим соединение Т9 для 30 мм катет будет 14 - 16, и причём это вертикальный. А горизонтальный ещё на 2 мм меньше может быть, или такой же. Бывает и так, наверное, но скорее всего прихватка трескается ровно посередине.
-
Насколько мне известно -- нет.Это струйный режим, и выйти на него в чистой углекислоте, оставаясь на вменяемых токах не реально. А ещё в аппарате, который эти настройки позволяет делать, и в защитном газе -- http://websvarka.ru/talk/topic/2325-o-zaschitnykh-gazakh-i-smesiakh/?p=340027
-
Скорее по зоне термического влияния (ЗТВ). А в реальности инженер закладывает пятикратный запас прочности, чтобы получить в итоге хоть какой-то. Общался я с товарищем, который сопромат знает и любит. Он объясняет: "Берём любое руководство по строительству индивидуального жилища для чайника. Есть множество книг такого типа. Смотрим устройство фундамента. Считаем его, и получаем, что он понесёт пятиэтажку -- если всё сделать по ГОСТам и СНИПам -- рассчитано на пять этажей. Но ведь никто там не будет гнуть хомуты из шестёрки, и вязать армокаркасы -- скорее всего поварят. Углы никто не будет связывать по 90 диаметров в каждую сторону, да и лить будут в землю, а не в опалубку, ещё и с маркой бетона промахнутся. И в итоге фундамент под пятиэтажку уверено несёт полтора-два этажа." Фермы считают подобным образом, если не понятно где и как их будут варить. Поэтому редко что-то падает. В большинстве случаев всё стоит. Стоит же в твоём городе вот это здание, и ничо не происходит. А его ваабще никто не считал, и сварен весь его каркас, и фермы в том числе, прямо там где он стоит. То есть на стройке.
-
Не имею ни малейшего понятия, ибо зачастую все эти рекомендации и формулы вычисления тока не имеют ничего общего с реальностью. У меня есть подозрение, что это нужно только яйцеголовым, и только потому что должно быть. Поэтому его породили, и оно бродит по нашей реальности, не имея своей.
-
Смотри в ГОСТ. Там по всем толщинам тавра есть. ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями N 1, 2, 3), ГОСТ от 28 июля 1976 года №14771-76 (cntd.ru)В остальном да -- на любом токе можно варить любые толщины. Главное обеспечить сплавление металлов. Курим такие понятия как подрез и наплыв. Их допускать нельзя. Если они появляются, значит что-то мы делаем не так. Если в шве появляются поры, если шов чересчур горбат, или ужасно забрызган -- надо что-то менять. Вот это задачи сварщика. А о глубине провара голова может болеть только у инженера технолога, или конструктора. Сварщик максимум может глянуть в ГОСТ.
-
@Rayans, вот я не понимаю вопроса. Подлежащую пластину ты не на сколько не провариваешь. В случае с разделанной десяткой, тебе надо уложить два прохода во вменяемую общую форму шва (или форму общего шва). Вот этим и занимаешься. Вот этому и будут подчинены режимы. Скорее всего никто никогда десятку разделывать не будет. На практике мы валим катет около десяти с первого прохода, и забыли. Разделкой занимаемся только когда трещина, или накладки какие-то по другому не приваришь -- шов мешает, и его приходится топить в металл разделкой.
-
@Rayans, на однофазном п/а играет роль предел по напряжению. То есть он выдаёт на проволоку стабилизированное напряжение, и при максимальном напряжении, максимальный ток начинает зависеть от толщины проволоки, а на 0,8 полуавтомат его не выдать не может, ибо ограничен максимальным напряжением. Это я говорю про примитивный п/а с тремя крутилками, возможно что синергетики позволяют вывалить большую напругу, зная что проволока 0,8 а не единица. Провар толщины возможен только с помощью разделки. Ну или зазора на худой конец. Ибо проплавление, в самом грубом приближении, увеличивается на миллиметр на каждые сто ампер тока. Там на 120 амперах будет порядка 2 - 3 мм, на 220 амперах будет 3 - 4 мм и т. д.
-
Плазморезом. Сдувал швы угловые, и там никак, только в рожу себе дуть. До перегрева работала вабще без проблем, пульс мы пользуем одинарный, тот шо гудит.Когда немного потёк пластик самого фильтра, начала глючить. Работать можно, но нервы все вымотает. Ну а теперь уже она и новая даром не нужна. Переход на Текмен, как с жигулей в иномарку.
-
А нету. Опыта. Я в недавнем противник хамелеонов был. Потом попробовал Аврору сан9, мне понравилось, и я её ушатал (перегрел).Купил Текмен, и пришел в неописуемый цензурными словами восторг. Я реально прозрел, и мне щас просто пофигу -- я везде буду в нём работать. Насколько я понял из почитываний тут -- за 8 рублей я взял маску, по уровню европейских за тридцатник. Так что выбора нет -- буду и всё.
-
@Rayans, вы далеко от Каневской? Там есть магазинчик в котором Текмены попробовать можно, если они в наличии есть.
-
И он торгует устаревшими моделями поэтому.
-
А фамилию можно? То есть фырму узнать хотя бы. Сам манагер -- нормальный пацан -- врать не стал.
-
 Под каким он вопросом?
Под каким он вопросом? -
@Rayans, я тебе скажу так -- есть места где придётся варить электродиком, или аргончиком... придётся. А в остальном п/а на металлоконструкции выигрывает всегда. И по качеству, и по скорости. Ну разные бывают сварщики. У меня, например, аллергия на поперечные швы. Если проекта нет, а его зачастую не было, то я всегда их избегал всячески. Часто это лишние швы, которые никак не добавляют прочности конструкции, даже если бы они не создавали напряжений, и не уродовали ттх проката термическим влиянием.
-
@Rayans, при прочих равных тиг -- самая горячая, п/а -- самая холодная. ММА не посередине а ближе к TiG.
-
Самый лучший материал -- легированная сталь. @SergDemin, а поржать то где? Темой ошибся?
-
А смысл? Чем ракетчик, отличается от разведчика, в виде сварщика? 220 это почти нокаутирующий удар, а сварочный ток, это как небольшой ушиб. И чтоб его получить, надо конечно соблюдать условия -- мокрая обувь и сырые рукавицы обязательно должны быть. Есть и постарше ребята, которые пошли оканчивать техникум, а не просто курсы сварщиков. А у вас высшее образование, вам захочется знать специальность поглубже -- это проверенный ход событий. Деньги и время у вас есть, так что свяжитесь вот с этим учебным заведением, и поступайте на учёбу на заочное отделение прямо сейчас: Учебный центр.Вятский электромашиностроительный техникум.Киров. - Аттестация технологий сварки и сварщиков - Форум сварщиков Вебсварка (websvarka.ru) Там сейчас недобор, администрация просит учащихся агитировать друзей/знакомых. Конечно первую сессию этого учебного года вы уже пропустили, но это не беда. Ах да -- чтобы учиться на этом курсе, вам придётся параллельно пройти обучение на курсах, прямо там же, при техникуме, ибо на учёбу принимают только сварщиков. Как вам такой вариант?
-
А если есть, то можно внутри бака поддерживать нормальное горение топлива, с образованием сажи и копоти... внутри бака.
-
То-то и оно.Есть куча высосаных из пальца проектов, типа телескопа на той стороне Луны, шоб ему Земля не отсвечивала, итд итп. А проблема то не в этом. Проблема вот:
-
Моторные навыки приобретаются за две недели, под руководством опытного наставника. Но это стоит денег.Хотите стать сварщиком -- берите деньги и езжайте на курсы -- Учебный центр.Вятский электромашиностроительный техникум.Киров. - Аттестация технологий сварки и сварщиков - Форум сварщиков Вебсварка (websvarka.ru) Хотите научиться для себя: смотрим на ютубе, варим, фоткаем, выкладываем сюда и задаём вопросы. Фотографии прикреплять к сообщению в расширенной форме.
-
@Кирилл111, смотрите здесь: Сварка взрывоопасных ёмкостей - Вопросы новичков о сварке - Форум сварщиков Вебсварка (websvarka.ru)
-
@SAV, @Krazzt, Вы вернитесь, пожалуйста, к нормальным единицам измерения. 0,4 миллисекунды, это 0,00004 секунды.