Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
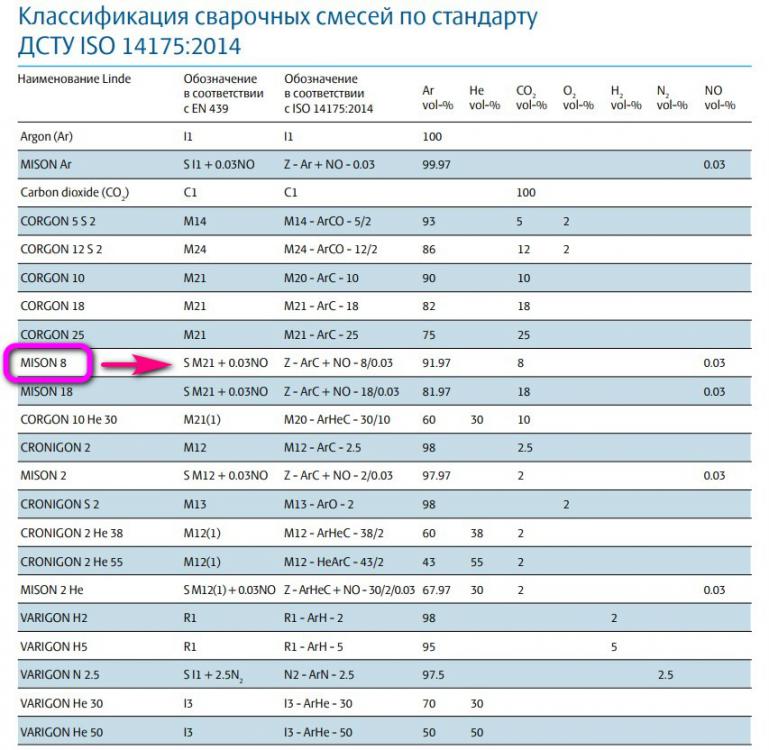
Хм, странно что я это увидел только сейчас. Некропостинг но всё же. Фырма которая возила нам трёхкомпонентную смесь, говорит что в евробаллоне (200 атм.) около 10 кубов газа. Оказалось всё просто. Видимо окисел азота присутствует как вредная примесь, и для этой смеси его содержание указано. Weld_mix_2017_tcm94-430012.pdf (linde-gas.com.ua)

-
Работники поликлиники скинулись чтоб закодировать врача нарколога.
-
ВАпросов нет -- я тоже управлюсь вашим хелви. В линейном режиме.А если человек ищет ток по таблицам в инете, то вряд ли он управится. Нет, не совмещён. Он увеличивается с увеличением скорости подачи, потому что дуга укорачивается.Полуавтомат стабилизирует напряжение подаваемое на дугу, и если вы её укорачиваете, то сопротивление её падает. А при том же напряжении через меньшее сопротивление потечёт больший ток. От этого проволока будет плавиться быстрее, и таким образом длина дуги стабилизируется. Это базовый принцип работы п/а. В предельном упрощении это стабилизатор напряжения и механизм подачи проволоки.
-
К сожалению я не мог себе позволить попросить аппарат на тест. Он просто по мощности не вывезет. А маску ты тоже из дому приволок? Или выдали?
-
Евгений, я работаю с большими толщинами, там где восьмёрка это самое тонкое шо есть.Режимы у меня соответствуют предпоследнему пункту этой таблицы по току. То есть я работаю около 200 ампер при напряжениях 27 - 30 вольт. Могу себе представить что получиться если я опущусь по напряжению до 23 вольт, и накручу подачу до 200 ампер -- три миллиметра я прожгу насквозь. Это будет короткая дуга, не знаю какой там получиться перенос металла, ибо у меня нет регулятора индуктивности, и скорее всего что-то крупно-мелко капельное во все стороны, но не суть. А суть в том, что для трёх миллиметров это скажем так очень много. Даже если не прожгу, то нагрею так, что бедную троечку просто покоробит. Так что в этом месте я бы этой таблице не доверял. А как там с первыми пунктами -- не знаю -- может ещё кто отпишется. @copich, правильно говорит -- в любом случае вы измудохаетесь варить это полуавтоматом. А ещё вопрос рентабельности -- куда вы потом баллон этой смеси девать будете? С двумя процентами углекислоты. Чистым аргоном ещё можно много чего приаргонить. А п\а заряженый нержавейкой вам придётся потом использовать для сварки чернухи.
-
Это видно даже не запуская видео. Я имею ввиду положение катушки. Смотря на каком напряжении. Ток на п/а не регулируется. Он получается из выставленного напряжения и скорости подачи. Начните добавлять скорость и у вас будет увеличиваться ток, при том же напряжении. Или можно увеличить напряжение, и скоростью подачи вернуть требуемый ток. Но непонятно кто и зачем его требует. В вашем случае скорее всего несплавления и поры. Вам надо добиться нормальной ширины сварочной ванны, чтобы она была видна, и чтоб вы видели как она сплавляет кромки. Пусть вы даже будете попеременно сплавлять, гоняя сварочную ванну от кромки до кромки, но вы должны её видеть. Иначе ничего герметичного не получиться.
-
-- Это я раньше почему такой злой был... -- Да ты и сейчас злой. -- Так! Заткнулся сейчас же!
-
Я думаю не стоило -- любой может это нагуглить и вычитать. Тут у меня другая мисль появилась. Хронологически: Работаю я К18 -- всё как обычно -- струя, набрызг какой-то присутствует, дикая погонная энергия, вобщем ничего интересного. Завозят нам трехкомпонентную 86-12-2. Разницы с К18 я не почувствовал. Может и стало меньше набрызгивать, но субъективно -- одно и тоже. Поэтому мне лично завозят 91-7-2, и вот тут я ощутил замену -- струя гораздо стабильнее, и брызг почти не стало. Вот я и думаю -- может там кислород и ни при чём? Может такой же эффект был бы на 90-10, а кислород добавляет разницу ощутимую только по приборам. Но у меня нет возможности сравнить.
-
Я, честно говоря, первый раз такое слышу. Азот, водород -- самые вредные газы для стали. Может на цветнине применяются -- не знаю. Трёхкомпонентные смеси мы использовали у себя на производстве. Варим довольно прочные стали, и у нас получаются сельхоз машины. Для п/а без пульса хороший вариант. Разница в количестве набрызга в первую очередь. Плюс выход в струйный режим гораздо легче, в том плане что меньше подстраивать надо. И мне показалось что меньше чисто электрической мощности надо для выхода в струю. А если это действительно так, то это очень хорошо. И вот тов. @supoplex показывает разницу наглядно: http://websvarka.ru/talk/topic/2325-o-zaschitnykh-gazakh-i-smesiakh/?p=340027
-
Ну да -- чот я не подумал что там два процента всего. А нет планов кислородика чутка добавить?
-
@YaroslavS, в июле будет два года как работаю в Текмене 715-ом. Работа на п/а в смеси, в струе -- обычные режимы 220 ампер 30 вольт -- светит очень сильно, шкура краснеет сквозь рубашку. Претензий к маске, оголовнику и фильтру у меня никаких. Работал TiG 25 - 100 ампер. Местами до 15 ампер доходило -- фильтр отрабатывает на все сто. Ложные срабатывания -- от соседнего сварщика. Больше никаких. Правда работаю в цеху, и как будет на солнышке не знаю.
-
@Serge75, как видишь получается тема. И насколько мне известно (не знаю откуда) вот так смешивать газы для сварки низя. Предполагаю что нельзя потому, что непонятно что за смесь получаем, и что нельзя получать стабильное отношение газов на выходе. Так оно? Или нет? Есть у меня ещё предположение, что плавание отношения в пределах 5% можно просто не заметить, а в пределах 10% -- уже заметно, но не критично.
-
В младших классах для меня было много непонятных слов у Розенбаума.
-
Круче двухкассетника, только Шарп двухкассетник.
-
@aleksein, у вас с аппаратами какие-то проблемы странные, чесслово. Насчёт Хелви -- сразу скажу -- да, я дурак. Но мне показалось что либо ему полярность сменили, либо забыли синергию переключить с 0,8 на единицу. А навеяло мне эту мысль вот этим: похоже на неправильную полярность вместе с недостатком напруги в розетке.Вот ресанте хватило, а форсажу нет. Я на стройках таких случаев наелся по самое горло -- ходили аппаратами менялись, причём если аппарату не хватает напруги, то в первую очередь снижаешь ток, и часто бывает что после этого варит нормально, а вот ближе к максимуму -- как вы описали -- трещит пердит и липнет. И я звоню Виктору @Hlorofos, и консультируюсь. А вам тем более такие заявления делать рановато.То есть если Виктор жахнет аппарат об стену, то никто в его правоте не усомнится, а вот вы пока ещё не настолько в этой кухне разбираетесь.
-
 Вот так и складывается бюджет выхода на трубу. Надо пройти курсы, где вас подготовят к аттестации. На 2015 год, когда я окунулся в эту кухню, оно стоило около ста тыс. руб. Из чего эта сумма: Сама оплата обучения порядка 25 - 30 т. р. и катушки нарезанные из трубы диаметром 1200 мм выходят по 7 т. р. каждая. Чтобы научиться их сваривать, надо запороть как минимум пять штук. Тут конечно зависит от вашей подготовки, можете потренироваться дома -- сэкономите пару катушек. Срок этого действа около двух недель, которые вам надо прожить там, где находится УЦ. Вряд ли вам повезёт, и таковой окажется там где вы проживаете. Если вам сильно не повезёт с этим делом, то дорога туда-обратно влетит в ощутимую копеечку. И дальше мы продолжим про повезёт-неповезёт. Повезёт, если выбранный УЦ связан с конторой которая проводит аттестацию -- там и получите корки. А если нет -- опять куда-то ехать. И наконец вам нужен билет до работы, и обратно, если не возьмут. Вот и прикиньте, какой суммой надо рискнуть. Вот тут то как раз его и нет. То есть если аттестация есть, и ты действительно это умеешь -- вэлкам. И при этом весь твой сварочный опыт тебе уже не пригодится. Да и не нужен. Со слов одного директора УЦ -- пацанов прямо после армии обучали и отправляли на трубу, и варили они не хуже опытных сварщиков, а обучались гораздо быстрее и лучше. Вот как то так. Опытный сварщик нужен тому, кто не знает как это сварить. Вы можете в одиночку сварить небольшую котельную, или теплопункт? Вы можете руководить бригадой сварщиков на строительстве металокаркаса промышленного сооружения? Вы читаете чертежи, разбираетесь в марках электродов, диаграмму Шефлера понимаете... А всё это не нужно. На трубе это никак не помогает. Нужен единственный, правильный навык, который стоит денег. Денег, и всё.
Вот так и складывается бюджет выхода на трубу. Надо пройти курсы, где вас подготовят к аттестации. На 2015 год, когда я окунулся в эту кухню, оно стоило около ста тыс. руб. Из чего эта сумма: Сама оплата обучения порядка 25 - 30 т. р. и катушки нарезанные из трубы диаметром 1200 мм выходят по 7 т. р. каждая. Чтобы научиться их сваривать, надо запороть как минимум пять штук. Тут конечно зависит от вашей подготовки, можете потренироваться дома -- сэкономите пару катушек. Срок этого действа около двух недель, которые вам надо прожить там, где находится УЦ. Вряд ли вам повезёт, и таковой окажется там где вы проживаете. Если вам сильно не повезёт с этим делом, то дорога туда-обратно влетит в ощутимую копеечку. И дальше мы продолжим про повезёт-неповезёт. Повезёт, если выбранный УЦ связан с конторой которая проводит аттестацию -- там и получите корки. А если нет -- опять куда-то ехать. И наконец вам нужен билет до работы, и обратно, если не возьмут. Вот и прикиньте, какой суммой надо рискнуть. Вот тут то как раз его и нет. То есть если аттестация есть, и ты действительно это умеешь -- вэлкам. И при этом весь твой сварочный опыт тебе уже не пригодится. Да и не нужен. Со слов одного директора УЦ -- пацанов прямо после армии обучали и отправляли на трубу, и варили они не хуже опытных сварщиков, а обучались гораздо быстрее и лучше. Вот как то так. Опытный сварщик нужен тому, кто не знает как это сварить. Вы можете в одиночку сварить небольшую котельную, или теплопункт? Вы можете руководить бригадой сварщиков на строительстве металокаркаса промышленного сооружения? Вы читаете чертежи, разбираетесь в марках электродов, диаграмму Шефлера понимаете... А всё это не нужно. На трубе это никак не помогает. Нужен единственный, правильный навык, который стоит денег. Денег, и всё.- 31 ответ
-
- 3
-

-
Попробуйте настроить в линейном режиме 160 ампер на 17 вольтах, и на 23 вольтах получить те же 160 ампер. Без оглядки на брызги и прочее.Просто убедитесь что на п/а такое возможно. Теперь прикиньте 160 умножить на 17 это 2720 ватт, или умножить на 23, это 3680 ватт. То есть разница в киловатт при одном и том же токе.
-
вот не надо об этом. а то кто-то ещё сейчас в ответ решит пошутить, и понеслась. Это примерно через месяц у великого светоча появится такая возможность, но не думаю что он снизойдёт до такой низости.
-
@santexSVAR, если глобально, то да -- цена на одно и тоже изделие, выполненное с одним и тем же качеством, будет разной. Поэтому мы не можем оценить качество по цене, что кстати и видно из примера приведённого мною -- селко дороже чем хелви, и ощутимо дороже. Скажем так в два, в три раза дороже, при одной и тоже стране происхождения. В данном случае хотелось бы сравнить дорогое и дешёвое китайское поделие, но нету. Есть только такое, и мы даже не знаем его ценовую категорию. Например в России можно сравнивать Аврору и Сварог. По цене и качеству аппараты разные вполне соответственно. А вот с китайским пульсом, пока примеров маловато.
-
Я не понимаю что вы имеете ввиду.Я сравнил два итальянских бренда, но промахнулся с ценовой категорией -- поставил селко в один ряд с хелви. А вы что хотите сравнить китайский с европейским? И что из этого мы увидим?
-
Вот тут мне кажется собака и порылась.Отладка и тестирование стоят денег.
-
А что, у вас есть статистика? Ну я имею ввиду количество подобных отказов, хотя бы на тысячу аппаратов. Или по одному уже можно делать выводы? Это не грубость. Это недалёкость. Вы поняли данный пример буквально, и на свой счёт, и не дали себе труда подумать, что это не может быть таковым. Речь шла о синергетике в дефолте, и о том, что там всё ровно. Но вам видимо надо подробнее, да? Так вот. Можно и на селко чуть скорректировать что-нибудь, и добиться более оптимального переноса капли. Но не на половину диапазона коррекции! Если настолько отклониться от дефолтных значений, то будет однозначно хуже. Это не раз проверенный ход событий. И тут я читаю, что на хелвике это норма. Я конечно могу ошибаться, но прочитанное я понял так: "Нефиг гнать на аппарат, надо всего лишь подстроить вот это... на пол диапазона подстройки..."
-
Вот именно. Только было бы это Selco, а не хелви, вы бы на форум ваабще не пришли. Вам просто не о чём было бы поговорить. А так вот разбираемся тут с настройками, с терминологией, ток с напряжением не путаем -- процесс познавательный идёт полным ходом. А на селке что -- пару раз покрутил настройки -- только хуже сделал. Бросил и больше не крутишь.
-
Я хотел сказать, что есть дефолтная настройка синергетики. То есть вы говорите аппарату, что у вас проволока такого-то диаметра, что это обычная сталь, и что вы хотите варить на вот таком "токе".И у вас всё прекрасно варится, и при любых коррекциях становится только хуже. А вы укрутили, я так понял, длину дуги (или скорость подачи) на половину возможного диапазона коррекции. Или вы в ручном режиме настраиваетесь? Без синергетики? как же все любят сейчас на канцерогенах рекламу строить. Вот прям соединения меди канцерогенами стали.Как то смотрел лекцию на канале "Архэ" о канцерогенах, так не нашли ни одного продукта без них.