Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
А может лучше открытый конкурс?
-
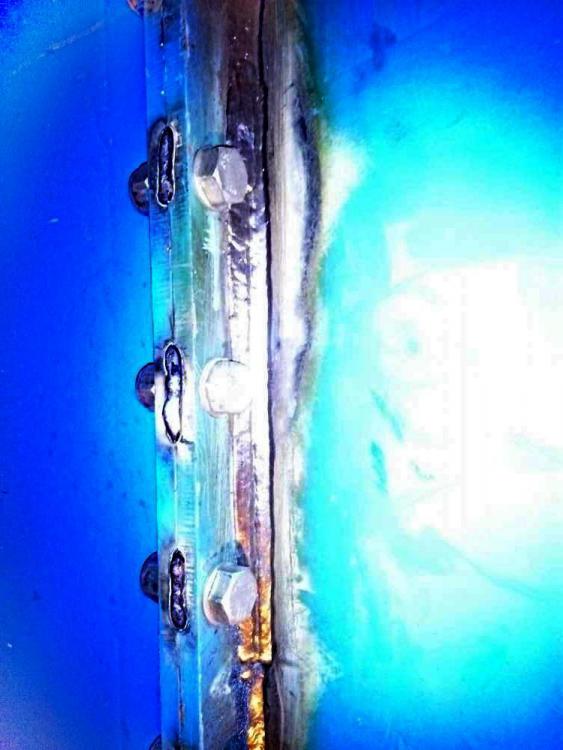
@Oswer, на вертикалах косяков не вижу. На нижнем -- спешишь. Завышенный ток, это когда зазора нет. А в зазор варить можно и током поменьше. У тебя чешуйки разбегаются вперёд. Для корня это не критично, там идёт упор на получение обратного валика, и начхать на то что творится снаружи -- его всё равно болгаркой снимать надо всё до чистого железа под следующий проход. Но всё таки можно иногда двигать электрод немного вперёд-назад по ходу шва. Иногда, то есть по необходимости, а не постоянно весь шов утюжить туда сюда. Забегать вперёд по зазору можно довольно далеко, аж на пару сантиметров. Во первых в зазоре остаются капли металла которые немного помогают его затянуть, во вторых в это время немного остывает ванна. Так делают когда чувствуют что вот-вот провалится. Начало-конец шва -- всегда выделяется, и убирается после сварки болгаркой. Если стараться сделать невидимый переход, то скорее всего после рентгена его придётся вырезать. Поэтому шов надо нормально начать, нормально всё разогреть, набрать нужную ванну, завести её разделку и тащить дальше. Разумеется вся эта срань должна остаться вне пределов валика шва, чтоб её потом сбрить.
-
@Вад11, ну тогда наверное не стоит ремонтировать то что работает.
-
Это каким жиш ты электродом варил? Шось дюже красиво.
-
Сущие копейки. Вот как Игорь начнёт удочки сматывать, тогда они зашевелятся. А до этого момента они способны только удешевления выдумывать, типа фару на лоб, и косу двухстороннюю.
- 1 853 ответа
-
- 12
-

-
Этот чуток может породить проблемы куда более дорогие. Самодельное оборудование на предприятии насколько мне известно применять нельзя, оштрафуют влёт. Ну или глаза закроют за сумму чуть меньше штрафа, но всё равно сумма там -- на три лентопилки хватит. Им дешевле покупать покупать дешёвые расходники: круги, болгарки, сварщики. Игорь сотрётся там скоро как тот круг, и они его выкинут.
-
Лентопильный? Этож тысяч двести. Сумасшедшие бабки для предприятия.
-
Инфракрасное -- тепловое. Не напрямую конечно, косвенно, от излучения перчатки нагреваются, и начинают излучать сами.
-
 По всем параметрам проволоки вроде можно. Но @денис федотов прав -- без согласования нельзя этого делать.
По всем параметрам проволоки вроде можно. Но @денис федотов прав -- без согласования нельзя этого делать. -
https://www.youtube.com/watch?v=kEvSZIHhUek
-
Может тоньше, но не толще. Я сейчас всё время работаю с такими толщинами -- двойку с четвёркой спутать могу, а 18 от 20 чётко отличаю. Но это в реале, а на видео тяжелее определить, но там не меньше 15, и не больше 20.
-
@ALEX47, Это ещё проход должен быть? Или просто на фото так получилось?

-
А Михал Михалыч как всегда... Вот с этого места: https://youtu.be/sItfiBAS_x0?t=16m14s
-
@Учусь, в основном на П/А вертикал тянут наоборот: Если так как вы показали, то выпуклость шва будет чрезмерно расти. А на электроде это не так сильно выражено, но всё же влияет.
-
@AMBIVERT42,спасибо, будем думать, смотреть. Заказать чехол просто из ткани повторяющий форму с завязочками я тоже думал, но глядя на то что продаётся и почём, уже хочется поцивильнее. То есть цены довольно подьёмные, вид весьма респектабельный. Вот и мечусь.
-
@nik633, майки не пойдут -- там углы торчат. Вопрос в основном о размерах, универсальные или нет?
-
@Oswer, УОНИИ это аббревиатура из СССР. Там целая история. А сейчас это превратилось в торговую марку, и зачастую там пишут УОНИ. На форуме где-то есть подробности этого, но я не нашёл.
-
Мужики, расскажите как чехлы подбирать. Надоело уже подстилку на сиденье поправлять, ибо езжу в робе, она не сильно грязная, но всё же каждый день с работы на работу -- жалко. Вид у сидений довольно хороший: Opel Rekord CARAVAN 2.2 i 1985г. Мне надо что-то шоб хорошо стиралось, внешний вид и дизайн пофигу апсолютно. А вот как их под сиденья подбирают? Или стандартные все?
-
(щас пойдут вопросы): @LEX123rus, хотелось бы знать какое оборудование надо иметь чтоб повторить ваш подвиг. Стоит ли браться за подобный агрегат при наличии сварки и болгарки, а всю станочную металлообработку заказывать на стороне. И сколько примерно средств потрачено.
-
Я не знаю как это назвать, в смысле класс аппаратов, премиум штоле. Это когда он стоит от пол лимона и выше. Наши selco закупались в Италии, по 9 тыщ ихних рублей.
-
Нет. Именно о длине дуги.
-
Не знал такого, честно. Мы то в понедельник и приехали, но нас то туда от фирмы послали, то есть день приезда определяли не мы, поэтому этой подробности нам могли и не сообщить.
-
Хм, интересно. Если оно так, то это тренироваться надо, привыкать к ней. Я так сходу и представить себе не могу как оно будет получаться.
-
@Oswer, никаких групп там не набирают, пришел и вперёд. Там учатся обычно несколько человек всего, а остальные продлевают свои наксы, то есть на пол дня заходят, катушку сварят, а там как лаборатория отработает, два три дня. Потом собирают их человек по десять на теорию, и этот поток там течёт постоянно. А учащиеся успевают перезнакомится. Для примера по видам сварки могу поведать свой случай. Мы приехали вдвоём. Нас интересовало полуавтоматом правильно варить. Поэтому на вопрос: "Зачем приехали" мы ответили легко. Затем дней пять мы гоняли эти вертикалы снизу вверх. А под конец нам выдали по катушке пятисотой трубы (это два кусочка трубы сантиметров по 15 длинной и диаметром 50 см с разделкой кромок), и предложили попробовать свои силы, но только электродом и как положено. То есть стыкуем с зазором 4 мм, затем привариваем это дело в кабинке к столу, потому что задача заварить именно не поворотный стык, и ложимся под эту катушку, так как начинать надо снизу, с потолочного положения, и тянуть этот шов наверх. Получилось довольно не плохо для первого раза. Корень я прошёл полностью, а заполнение и облицовку не закончил ибо смысла не было -- сдавать мы не собирались, а оно получается, да и ладно. Вот что характерно -- мы не просили этого. Наша задача была -- полуавтомат, сварка сельхоз машин, а о трубах и наксах ваабще речи не было. Можно было и не тратить на нас пятисотые катушки и электроды, а просто выдать документы и отпустить на все четыре стороны, ан нет, заполировать решили. Вот такие вот они там.
-
Проволока ровная? Блестит? Если да, то она скорее всего ни при чём. Прямо по шлаку варить что ли? Это как, извините?