Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
@Вад11, всё от уровня технологий. Например итальянцы могут чо угодно сделать. Лапки культиватора штампуют из простенькой стали типа S355 а потом цементируют поверхность. Но катки они делают именно так.
-
Одно.Это культиватор для виноградников будет. Пробная, но уже проданная версия.
-
Хороший пример выбора сварочного материала. Спасибо, посмотрел мех.свойства -- удивился. Но это, извини, не потолочное положение. Это горизонтальное угловое. Приезжайте, выкачу вам поддон, пол тонны заготовок, дам болгарку, и делайте на здоровье... пока суставы скрипеть не начнут.
-
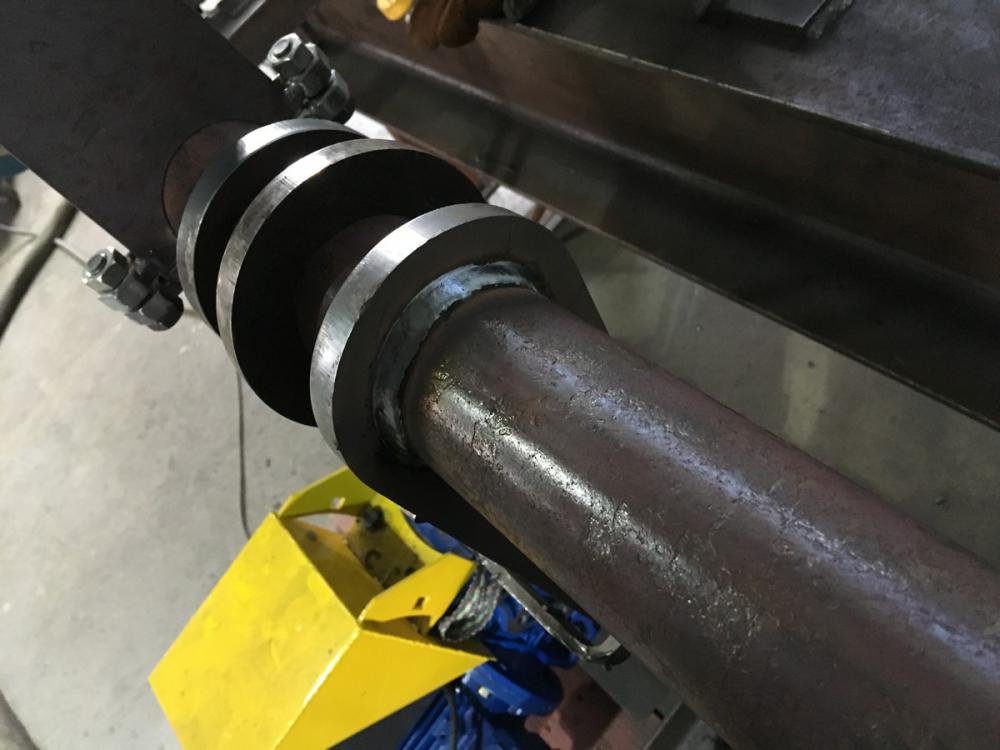
@svarnoi69, у нас ещё и машина для мытья полов есть. Руководство конечно. @Кустарь, ёжик. Это каток, который прикатывает землю после культивации. Просто у него длина метр, и он один, поэтому на нём 48 зубов. Кстати, кто-то недавно недоумевал, что делает хардокс на сельхозмашинах. Не помню кто, но вот вам -- зубы на катке из хардокса, труба 219, водопроводная.
-
Ёвык:

- 1 894 ответа
-
- 26
-

-
Был такой анекдот, про то, что мужик точно определял что ему 99 пельменей положили а не 100. Нет, он их не считал. Просто когда он прожёвывал сотый пельмень, на первом он уже сидел.
-
@Учусь, а знаешь почему шов кривой? Потому что кромки кривые. А ещё я вижу что варил ты его сбоку, а направление шва и электрода должны совпадать, по возможности. Тут возможность явно была. Заполнение не должно было затрагивать верхнюю кромку разделки.
-
А ты предлагаешь сварочному аппарату работать на пределе мощности?
-
Вот что нам говорит Линкольн: Там всего одна страничка, можно прочитать: http://www.lincolnelectric.com/ru-ru/support/welding-how-to/Pages/flux-cored-wire-selection-detail.aspx
-
Боюсь представить что было бы без этого форума.Я не говорю шефу что надо переходить на порошок. Зачем это говорить, это надо показывать.
-
@Павел163, и фоткать то всё не успеваю. Много чего не выложил из-за этого. Угадал.Метал то не грязный. Болгаркой щёткой у нас чистят все заготовки, но чтоб вот так повлияла зачистка до бела никогдаб не подумал. Даже шеф ещё не видел. Думаю ему будет приятно -- вращатель вышел не дёшево. Там же всё новое и куплено втупую в магазине. То есть штук в сорок обошёлся мотор с редуктором и частотник. А вот на столик я его никак раскрутить не могу
-
Ну мы изготовили новую балку вокруг старой. @ALEX47, звыняйте, у нас смесь. Нам неудобно будет для неё кислоту держать.
-
При первой стыковке в щели палец пролазил, то есть местами вытянут изрядно, а это капец всем прочностным характеристикам.
-
Это нижних? Да, согласен. Но излом в принципе перекрыт верхней и боковыми накладками которые не попали на фото. И вид там получился нормальный. Детали вырезала ЧПУ плазма, то есть с радиусами под втулки, и прочими округлостями и скосами, а не тупой прямоугольник.
-
 Это кто из вас ваабще мог подумать, что клиент обвинит в неудаче себя? Мне такое и в голову прийти не могло. Он всегда слёзно умоляет заварить ну хоть как-нибудь то, что варить бесполезно, и всегда виноватым в этом остаётся сварщик. Даже если это ваш лучший друг, то он скорее Путина в этом обвинит, но не себя.
Это кто из вас ваабще мог подумать, что клиент обвинит в неудаче себя? Мне такое и в голову прийти не могло. Он всегда слёзно умоляет заварить ну хоть как-нибудь то, что варить бесполезно, и всегда виноватым в этом остаётся сварщик. Даже если это ваш лучший друг, то он скорее Путина в этом обвинит, но не себя. -
Это вторая труба пошла так хорошо. Первая не плохо тоже, но там я не всё выполнил что говорил мне @Вад11, и поэтому она получилась хуже.
-
@уксварщик, работаю в +1,5. Разметка и сварка уже в +2,5 но у меня сейчас таких очков нет, поэтому надеваю вторые очки поверх первых. Присмотрел в магазине бифокальные, понравились, но цена в 4200 рэ меня чот отпугнула, ибо я пользую очки за 200 рэ.
-
Что посоветуешь?
-
И приходим к логическому развитию влюблённости. Сегодня я затащил таки эту проволоку на сварочный вращатель -- WeldPorn какой-то получился: фыв
-
@ALEX47, вы абсолютно правы во всём... что касается железа. Однако. Решение обварить всё по кругу принимал шеф. Как работать с этими людьми, которые заказали ремонт, ему гораздо виднее, о чём свидетельствуют его деньги заработанные на этих людях. Я с шефом часто спорю, и настаиваю на своём мнении, но только в тех областях, в которых я разбираюсь лучше. А в данном случае мы с ним оба понимаем что это всё понты, но он считает что надо Им сделать так. Так что спорить не о чём. 580.Филарк PZ чего-то там дальше, не помню.
-
Тыб выдел лыхо которое на этой трубе висит, по другому запел бы. Откуда такие выводы? Я не знаю из чего труба, но даже по искре видно что сталь там не простая. А чем я её варил я тоже не говорил. Так с чего вы это взяли?
-
Зачем, я и так вижу что оно прочнее. Все параметры написаны в интернете, и они мне очень нравятся. Предел прочности на разрыв у этой проволоки больше, а коэффициент удлинения тот же. А это сильно сказывается на "живучести" соединения. Тыж наверняка знаешь как сложно порвать прихватки сделанные нержавейкой, вот это самое оно и есть. У нержи эластичность (коэффициент удлинения) немного, но выше чем у этой порошковой, при той же прочности на разрыв (580), и с ней бороться уже гораздо тяжелее если не правильно прихватил. А у сплошной проволоки с высокой прочностью (690-700) прихватки отлетают на раз. То есть коэффициент удлинения у "простой" проволоки около 22% при прочности 450, а у той что 690 -- 17% В то время как порошок даёт те же 22% при 580, а нержа 27%!!!
-
Когда усиление снаружи увеличивается сечение балки, а значит и прочность. То есть увеличиваем прочность не только за счёт прочности материала накладки, но и плюс увеличение размера в сечении.
-
@Вад11, ничего не размазывал, само растекается. Там ширина около сантиметра, и не горб, а плоскость с завышением к краям. То есть зона сплавления даёт закругление вверх на основной металл. Ток около 250 ампер. А на фотке да -- смотрится как выпуклость. Это последняя и предпоследняя фотка -- один и тот же шов, проход наверное третий. Первая фотка -- нижний шов непрерывный, то есть до поворота угол атаки прямой, после поворота уже углом назад. Разницы не видно, и сам поворот, как видишь, прекрасен. На сплошной проволоке сотворить такое для меня не реально, так что любовь вполне взаимная.
-
@Точмаш 23, не имею понятия. На нижнюю часть балки наварили 25 мм S690 (это я успел сфоткать), а остальные стороны обложили десяткой S700МС (это уже не удалось увековечить). Так что думаю следующий излом будет где-то в другом месте.