

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
Когда возникают на горизонте новые материалы происходит обратное. На любой наш вопрос в рядах "творческой интеллигенции" всё чаще возникает замешательство и контр-вопрос: "А как надо?" или того хуже: "Ну ты понимаешь..." и закатывание глаз...
Насчёт рекомендаций я не могу вам ответить. Если правильно понимаю, эти стали применяются в судостроении, моя отрасль - АЭС.-
 2
2
-
-
@Veha, я знаю где находится офис Патона. Мне не понятно, где/ на чём мы будем тестировать оборудование. На оградках Серафимовского кладбища?
-
Если Вы будете в Санкт-Петербурге, я могу договорится и наше представительство обеспечит Вам возможность тестирования нашего оборудования. А ещё лучше приезжайте в Киев здесь Вы сможете лично протестировать любое оборудование и пообщаться с разработчиками. Я думаю, Вам понравиться работать на наших аппаратах)))
1) Как и где оно мне обеспечит эту возможность в С.-Пб?
2) Кто обеспечит мне личную неприкосновенность и командировочные?
3) Я так не думаю.
4) Даже снять корпус? Вы мне доверяете? Польщён.
В свете последних событий теперь ваше производство точно самое объёмное. Про кулика Вы верно подметили...
-
@Centrsvarki, прикрутили горелки к БУСП-ТИГ или так и стоят на леерах?
-
Как под копирку, только год меняется:
http://www.i-mash.ru/uploads/posts/2014-03/thumbs/1395217368_lada.jpg
Первая неатомная субмарина с анаэробной установкой для ВМФ России будет построена до 2018 года. Об этом заявил главнокомандующий флотом адмирал Виктор Чирков. "Промышленность обещает завершить создание этой анаэробной установки в 2015-2016 годах, а первую неатомную подводную лодку с анаэробной установкой построить для ВМФ России в 2016-2017 годах", - сказал Чирков, его слова приводит РИА "Новости".
Это заявление адмирал сделал по случаю отмечаемого в РФ 19 марта Дня моряка-подводника.Также главком ВМФ сообщил, что новые неатомные подлодки ВМФ РФ с анаэробной установкой получат шифр "Калина". "В настоящее время ведется проектирование неатомной подводной лодки пятого поколения, проект "Калина", которая будет оснащена воздухонезависимой энергетической установкой", - сказал Чирков.Как сообщалось ранее, экспериментальной анаэробной установкой планируется оснастить подлодку проекта 677 "Лада". Головная субмарина этого проекта - "Санкт-Петербург" - с классической энергетической установкой в настоящее время проходит испытания в Баренцевом море. Главное преимущество анаэробной (воздухонезависимой) энергетической установки - увеличение скрытности подводной лодки. Субмарина получает возможность находиться под водой без всплытия для зарядки батарей.ВНЭУ российской разработки принципиально отличается от зарубежных аналогов методом получения водорода. Чтобы не возить водород высокой чистоты на борту подлодки, в установке предусмотрено получение водорода в объеме потребления с помощью реформинга дизельного топлива.-
2
-
-
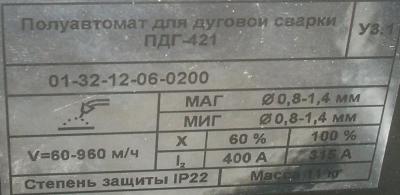
На блоке подачи нет подключения 240/400 вольт, только шлейф управления. А ведь такие же таблички существуют (?) и для горелок... с водяным охлаждением в том числе.
-
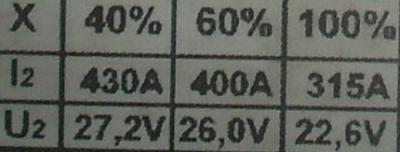
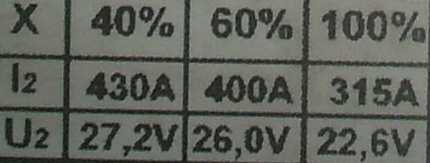
@V1980, 70-ых. Сегодня ради интереса специально сходил посмотрел на табличку нового поколения: 700А - 60%, 630А - 100%. Мы такой использовали на четыре балластника: 1 - для прихваток сборщикам (80А) и тремя строгали на 240-300А. Конечно не все сразу по 20 минут и на всю катушку, но и источник при -5, +20 С0 ни разу не выключился.
при оценке ПВ во время паузы оборудование отключают от сети
Сегодня мне объясняли что при замере "предела включения" оборудование как раз не выключают, но пусть это будет на их совести. Про ПН вообще не могли вспомнить...
Получается, что это ПН или же ПВ?
-
Из паранита использую, есть несколько фторопластовых - слишком мягкие. Если из старого (толстого) линолеума, то должны быть вполне ничего. Если конечно не проворачивать накид. гайку вместе с редуктором...
Есть службы метрологии, которые проверяют приборы, в том числе и манометры. При резких ударах, а иногда по др. причинам прибор начинает показывать неправильные значения. Как правило, раз в год обязательно сдаю редукторы в ремонт, и наладчик газоплазменного оборудования сдаёт манометры на проверку в Отдела Гл. Метролога."отдавать манометр давления в баллоне для проверки"-
1
-
-
@Helper, мне от вас ничего не нужно. Хотите учиться - учитесь. На своих ошибках... если Вам не интересен опыт чужих. А для тех, кому интересен скажу, что такие швы выполняются без колебаний сверху вниз от дальней стороны к ближней (после корневого прохода) постепенно набирая калибр. В противном случае будут появляться несплавления или зашлаковки.
Сначала Вы нашли вызов в сообщении Васо29, потом в моём... Боюсь даже предположить, кто будет следующим.
-
Дело в том, что если я буду через каждые 6 минут выключать свой пост из сети, то и встроенный блок охлаждения будет выключаться. А если это будет происходить через каждые 6 минут при сварке на 400 А, то скоро придётся выкинуть и сам источник тока вместе с горелкой. Всё это имеет отношение к критерию ПВ. В нём учитывается именно период сварки и простоя (сеть включена), а не включения режима сварки и выключения сети. Учитывая, что при РДС постоянно приходится менять электроды (при РАДС - присадку), то вывести источник с таким ПВ из строя проблематично. Если конечно не вырубать его через каждые * минут из сети при включенных вентиляторах охлаждения - по-детски...
А вот табличка с источника п/а:
-
1
-
-
@cimon, из какого источника Вы взяли что: "6 минут работать (варить на макс.токе, на номин. токе, на мин. токе или просто быть вкл. в сеть), а 4 минуты отключен от сети?
Это в инструкции к св. источнику (трансформатору, выпрямителю, инвертору) определено или по его таблице определить можно?
К примеру, на практике: имеется инвертор, который при нажатии на кнопку горелки включает (выключает при простое) встроенное водяное охлаждение. Я начинаю варить на токе м-м-м... 400А (см. #33) и через 6 минут обязан выключить всё это хозяйство на 4 минуты. Я правильно Вас понял?
-
Тогда ещё один вопрос: с какой плоскости Вы собираетесь начинать, с дальней или ближней (правой/левой)?
-
А в посте #204 их аж 12 видов. Никаких типов, только уони 13/55р d=3.0, сумеете к=8 за два прохода? Каким из перечисленных способов "от края до края"?
-
Что тут непонятного? Тавровое соединение без фаски, ожидаемый калибр шва k=8. Варить нужно аккуратно, потому что чистить там шлак и брызги очень трудно, подлезть можно только гнутым электродом.


Ваши действия в части ведения шва?
-
1
-
-
@Георгий 11, БратАндрей40 заходит сюда не в первый раз. @ugaida, не все нарушающие правила караются сразу и без промедления. Есть ещё соображения милосердия и сопереживания, а так же возможность исправления...
-
Вы вынуждаете меня ругаться матом и этот "выпад" исключительно против Вас:


Толщина металла 8 мм, сумеете здесь заварить снизу вверх так, чтобы потом получились гладкие швы без внешних дефектов? Второй вопрос, какое это имеет отношение к "Техника ведения электродом"?
-
2
-
-
Вопрос в навыке "ведения электрода" или тема называется "Выбор калибров шва в зависимости от s Me и тех. документов"? Если мы говорим о крутизне, то самыми в этом плане были клёпальщики - вообще без св.швов металл соединяли.
-
@marat, вопрос не в критике. Раньше приходило много стажёров из ПТУ. Так вот некоторые из них в первые же дни часто прибегали с сияющим лицом: "У меня получилось",- и совали под нос 3 см красивого шва. На это получали ответ: "Сделай 30 см такого шва и приходи". После этого я не видел их неделями, сидели и варили, носили металлолом в бункер/из бункера и снова варили. А наплавка валиков и многопроходные швы весьма наглядно выявляют "повторяемость результата". Это я говорил уже давно, в начале темы для начинающих (РДС).
-
@Риччи, будьте внимательны:
только стенки, без касания внутреннего устройства аппарата на гарантию не повлияет. -
@владимир1, делать наплавку и строжку пробовали? С-18 какого ГОСТа, 5264-80?
http://docload.ru/Basesdoc/3/3930/x084.jpg
-
-
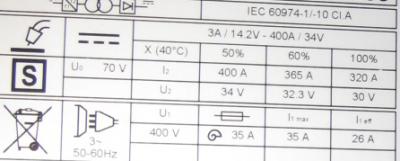
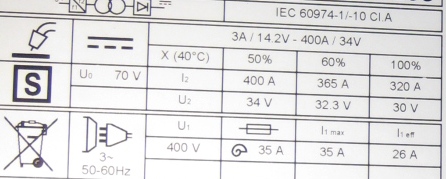
@Isperyanc, и я не варил. Мне вполне хватает заявленных ПВ:
Лишь иногда, в редких случаях, на одном источнике по очереди работают два-три сварщика и выключают сварку лишь для пересменки.
400-550А - 100% нужны для источников типа ВС-600, ВДУ-1201 (автоматической сварки в газе и под флюсом) при использовании в несколько смен на длинных швах.
-
@Isperyanc, наши наладчики ответили бы "на всю шишку". Говоря человеческим языком: включение всех ножей на балластниках, вывод потенциометра регулировки тока в максимальное положение и непрерывная сварка короткой дугой на этом режиме. Для меня максимальный ток при испытаниях различной техники это 450 - 600- 1200 А. Мой штатный аппарат РАДС выдерживает ~30 минут работы на 450А и 40 минут при подключении в качестве нагрузки БР на 316 А. Далее он перестаёт выдавать св. ток из-за вкл. термореле.
-
@Isperyanc, Вы варили на максимальном токе 24 часа подряд?





{kind=link}
Инверторы ПАТОН; Вопросы производителю
в Остальное
Опубликовано
@YRGEN, что вам мешает съездить в Киев, купить и протестировать за свой счёт (электричество, металл, св. материалы) инверторы "Патон" и потом выложить здесь видео-отчёт? Продвинете фирму и себя покажете во всей красе, а заодно и решиться вопрос про корнеплод и вытянутую на коленках майку-"алкоголичку".
@Veha, Вы очень правильно поняли мою мысль про оградки.
Как правило все вопросы организации подобных мероприятий (обычно) берёт на себя фирма-производитель, а если она ко всему прочему и крупная (что тоже заявлено), то в филиалах есть и какая-никакая мат. база. В прочих случаях существует договорённость "товар-видео". На данном этапе я, работая на технике известных мировых брендов, не вижу необходимости в получении на руки техники из соседнего государства с непонятной гарантией.