Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
https://www.yaplakal.com/forum2/topic2669838.html

-
Вы не указали класс арматуры. Какая сталь?.. ее свариваемость -с ограничением , без ограничения -это очень важный момент.Требования в тех. документации основывается на принципиальных моментах:допустимость свариваемости стали, снижение прочности св.соед., допустимость подобного св.соединения и т.д. Если сталь сваривается без ограничений/хорошо сваривается/,то структурных изменений с металле не происходит и ваш вид соединения имеет право на существование,тем более,что вы испытываете сварное соединение. Допустим,AсII AсЗ00 -10ГT...скорее всего, это ваш случай. Если результаты испытания на разрыв соответствуют ГОСТу,то.. Для сварных соединений горячекатаной арматурной стали: 5 - гарантируется равнопрочность исходному металлу и пластичное разрушение; 4 - сварное соединение удовлетворяет требованиям ГОСТ 5781, предъявляемым к стали в исходном состоянии; 3 - сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соединениям. Для сварных соединений термомеханически упрочненной арматурной стали: 5 - сварное соединение удовлетворяет требованиям ГОСТ 10884, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением; 4 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 5%; 3 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 10%. Оценка эксплуатационных качеств сварных соединений при статической нагрузке Дополнительно арматурная сталь может обозначаться индексами: ● C — хорошо поддается сварке; ● T — термообработанная сталь; ● K — коррозионно устойчивая сталь (с оцинковкой); ● CK — сталь с высокими антикоррозионными свойствами, подходит для сварки. И еще.. любое отступление от тех.документации вам надо будет согласовать с разработчиками,но,даже зная,что ваша корректировка не приведет к ухудшению мех.свойств изделия,вряд ли кто из них пойдет вам навстречу.
-
С МАГ поговорите ...
-
МА2-1ПЧ
-
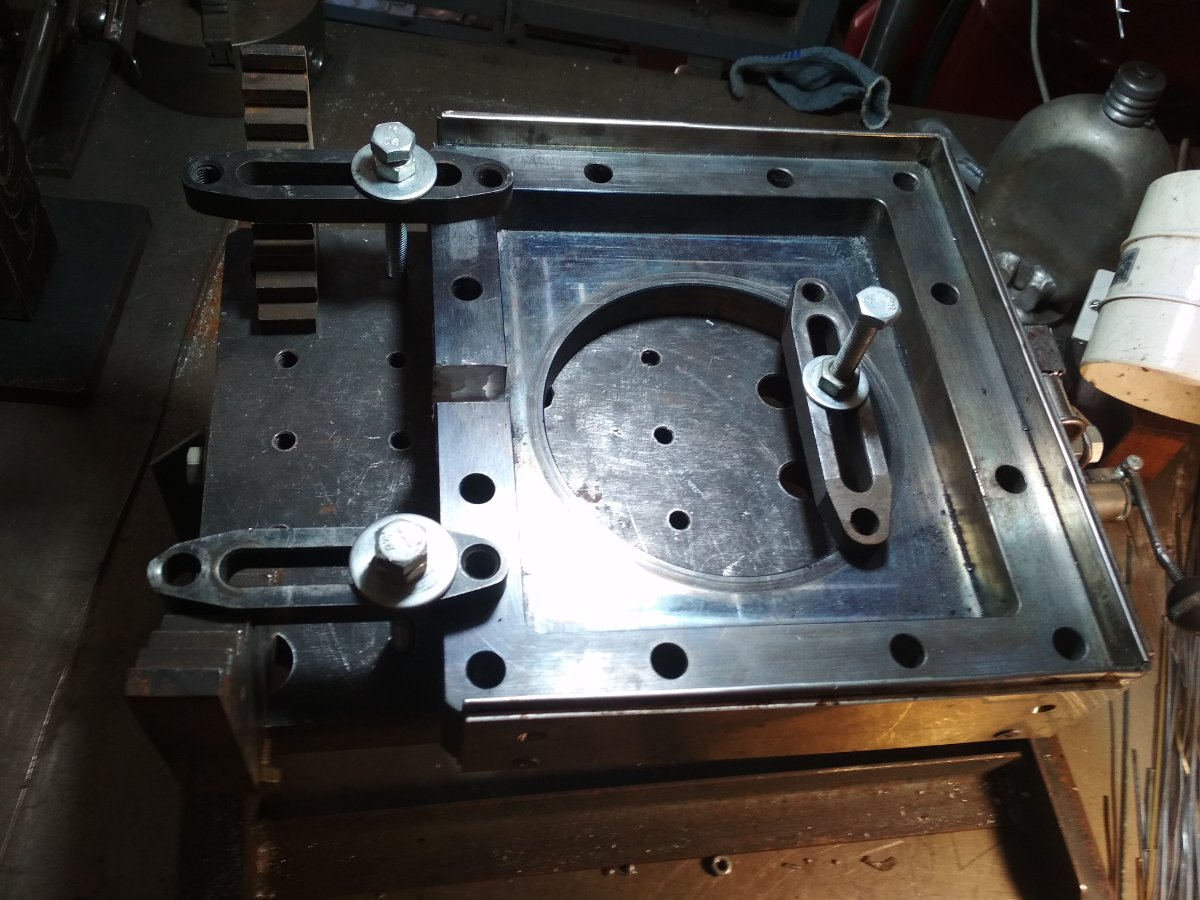
Даже с закреплением детали и межслойной проковкой деформация составила 0,15мм. При любой подобной сварке(без подогрева) в кондукторе можно убрать 70% деформации, а 30% останется в любом случае. Разумеется,что какие-то варианты ремонта, как этот,ведут к изменению эксплуатационных свойств детали в каких-то пределах. Поэтому, приглашается заказчик и ему объясняется, что будет вырезана часть металла,наплавлен будет другой металл с такими-то свойствами,деталь будет деформирована в таких-то пределах.Будет изготовлен болт и термообработан. Деталь пройдет шлифование. Стоимость работ в пределах 5тыс. Это устраивает? Устраивает-согласовали,значит делаем. Нужен другой вариант? Пожалуйста,можно и это, но ремонт не за несколько часов, а в реальности за несколько дней и совершенно другой ценой. Кстати,близкой по составу к 316 - Св-05Х20Н10М2Т сваривают броневые плиты.
-
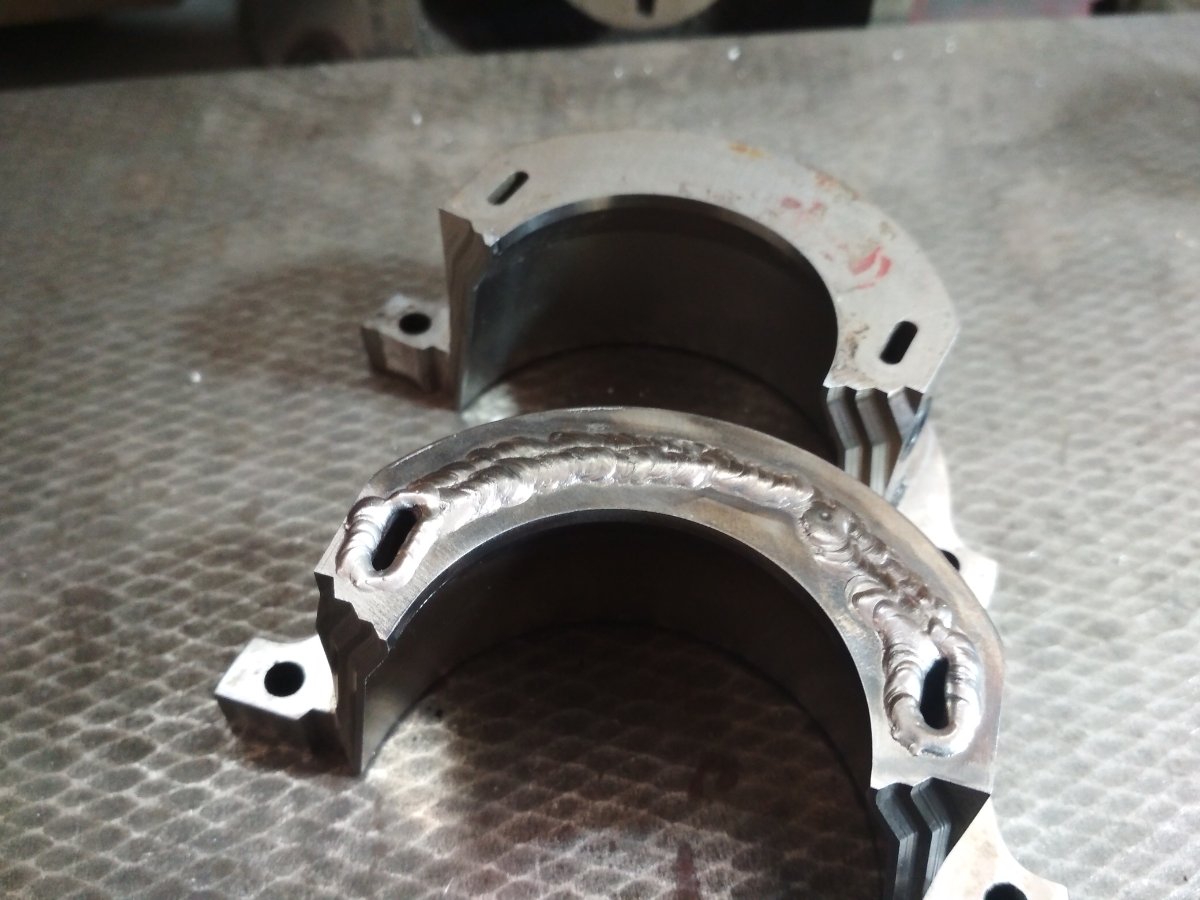
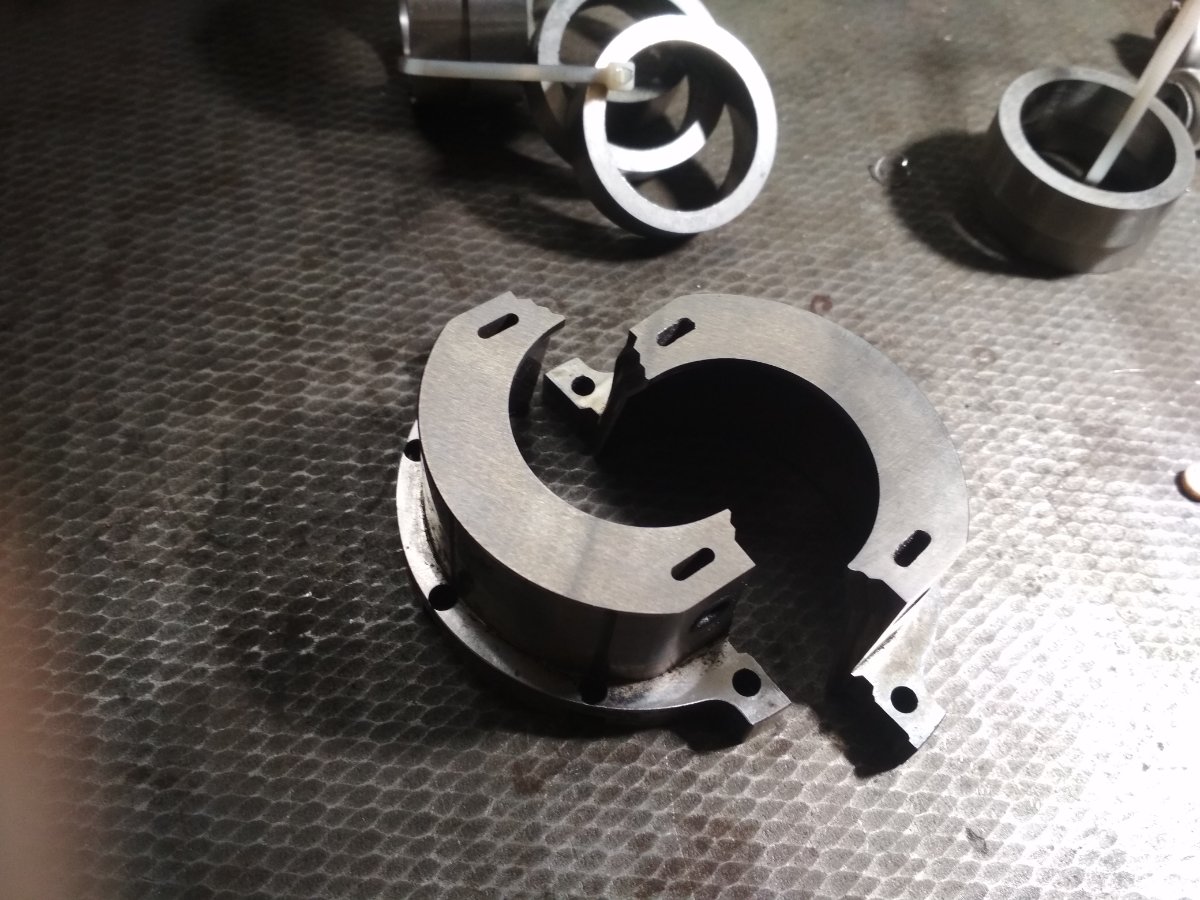
Если наплавлять 08Г2С(или другое) тиг или полуавтоматом с закреплением или без него,то рамку согнут в дугу напряжения,которые возникают при усадке металла. После такой наплавки нужен будет отжиг, правка под прессом и последующая термообработка.Надо не забывать, что номинальные размеры могут уйти в минус не более 0,3мм -это не заготовка с припуском на обработку, а готовая деталь. Это улучшенная среднеуглеродистая сталь. Чтобы избежать подкалки и трещин,нужен будет предварительный подогрев и т.д.,потом нагрев, правка ...и вся песня с припевом. Что даст 316? Довольно пластичная сталь,которая позволяет проковать швы,тем самым снизить напряжения, и при наплавке без подогрева в кондукторе трещин не будет. Позволит уменьшить занижение при вырезке старой резьбы,что приведет к уменьшенному объему наплавленного металла,следовательно,к уменьшению напряжений.Позволит получить переходных слоях прочность стали,допускающую мех.обработку без дальнейшей термообработки. Здесь занижение было не на нужную величину и было сломано четыре метчика при нарезке резьбы,но все удалось сделать.
-
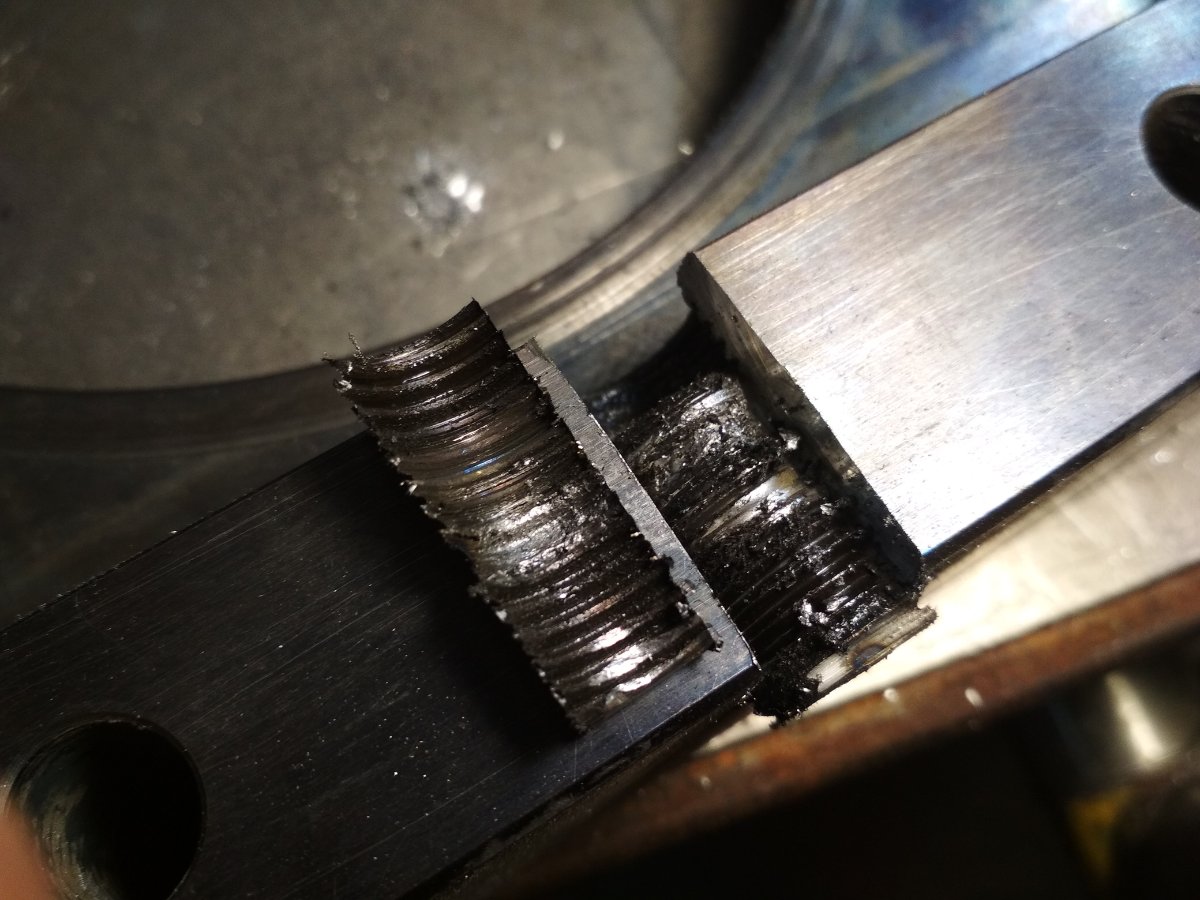
Детали станков. Восстановление резьбы. Метал рамы довольно пластичный по сравнению с закаленным металлом болта. Что-то попало по резьбу. Пытались выкрутить болт (М16),появилась выпучина на стенке,болт сломан.Толщина металла в районе выпучины 5мм. Высверлить болт нельзя. Остается электо-эрозионный станок,чтобы выжечь остаток болта,но резьба повреждена в рамке. Пришлось вырезать,наплавить 316 с жестким закрепление и межслойной проковкой. В этих случаях надо иметь в виду следующее:как бы деталь была жестко не закреплена, она все равно будет деформирована. В этом случае на концах рамки порядка 0,07 -0,08мм.Шлифовка 0,2мм.
-
Для этого есть туннельные вентиляторы...и перерывы становятся намного меньше.
-
В кубе)
-
В принципе можно,но в крайнем случае поставить заплатку,если нет какой-то нагрузки и давления в системе...просто устранить течь.
- 21 ответ
-
- 1
-

-
Надо учитывать теплопроводность и скрытую теплоту плавления алюминия. Повышенные токовые режимы приведут к локальному перегреву металла в начале сварки. Так же без предварительного подогрева увеличивается риск возникновения трещин в околошовной зоне.Предварительный подогрев нужен,особенно при сварке AlSi9Cu3(Fe)- это поддоны, блоки и т.д.
- 3 331 ответ
-
- 6
-

-
-
- технологии
- TIG
- (и ещё 1 )
-
Минерс, я не собираюсь препираться с вами попусту,так как это ведет к засорению темы и не более того, а сказано уже достаточно -это говорю как модератор, а как участник скажу вам следующее: не надо переносить общие положения на частные случаи. Какое напряжение будет испытывать бак в бане? Ответ очевиден. Агрессивная коррозионная среда? Нет ее. Нагрев свыше 65С. Периодический и на короткое время. Максимальное допущение -форс мажор -можно за несколько минут снять бак и исправить повреждение.Последствия повреждения для людей ? Небольшие материальные затраты, и все. Есть еще вопросы или ваше самолюбие будет продолжать их множить до бесконечности?
- 3 331 ответ
-
- 5
-
-

-
- технологии
- TIG
- (и ещё 1 )
-
Смотри, растворимость магния в алюминии падает с понижением температуры,то есть в эвтектике растворяется порядка 17%, а при комнатной температуре 1,4 % магния. В твердом растворе АМг5 5% магния,следовательно, концентрация его избыточна,то есть система нестабильна. Это значит,что избыточный магний в виде фаз(соединений с другими элемент) будет выделяться из раствора по границам зерен. Твердый раствор является катодом, а частички фаз анодом. Что такое электроотрицательность смотри сам.Несплошносшость оксидной пленки приводит к попаданию влаги,образуется электролит. Анод растворяется. Образуется узкое щелевое углубление, а вот это важно-металл должен испытывать напряжение. При статическом напряжении происходит его концентрация в это точке, узкой канавке и чем она имеет большую протяженность по границам зерен,тем хуже.Анод растворяется все больше, глубина увеличивается,напряжение нарастает в этом месте. Со временем происходит разрушение. Температура. В пресыщенных твердых растворах избыток легирующего элемента всегда будет стремиться выйти из него-в разном виде. Система старается быть стабильной,то есть в данном случае должна содержать 1,7% магния. Называется это естественным старением, но если повысить температуру,то старение ускориться -это искусственное старение. Поэтому, чем больше будет нагреваться деталь из сплава АМГ5,тем быстрее будет нарастать концентрация фаз по границам зерен,интенсивнее процессы электролиза и увеличение напряжений приведет к ускоренному разрушению. Поэтому ограничивают температурой в 65С.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Цена?
-
Где там Минерс? Пусть докажет обратное....,а постараться можно,если кувалдой приложится или спалить очередной раз.
- 3 331 ответ
-
- 2
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Я сейчас о баке, а не о катере из АМг и присадке 4043. Хочу знать, что случиться с данным конкретным баком в бане. Пусть объяснят,что с ним произойдет. Что нам говорит химия и материаловедение по этому поводу?
-
Вам самому они знакомы? Расскажите своими словами о механизме КР сплавов АМг и как он повлияет на данный бак.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Минерс, я не услышал ответа на вопрос- Выживет ли этот бак в бане...
-
 А сможет ли ругаться?
А сможет ли ругаться? -
Вопрос надо ставить так:что быстрее сдохнет баня или бак,сваренный присадкой 5356 из листа АМг2, склонного к коррозионному растрескиванию по напряжением при повышенных температурах.
- 3 331 ответ
-
- 3
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Так что же случиться с баком для горячей воды из АМг2 в бане? Что же там с ним произойдет,если использовать пруток 5356?
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
sanchess Потрудитесь ответить на вопрос Техсвара,либо вам светит флуд в теме со всеми вытекающими...
-
Все картинки в один пост, а не отдельными постами.
-
Вы здесь ни при чем. Это больше продолжение поста copich