Luza
-
Постов
1 249 -
Зарегистрирован
-
Посещение
-
Победитель дней
73
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luza
-
https://youtu.be/xsyyXzjCq80, вот мой аппарат после перепрошивки , нормально все, в принципе банки в мирной жизни не свариваю, так что по поводу именно их сказать ничего не могу, приеду с вахты попробую.
- 3 328 ответов
-
- 3
-

-
- технологии
- TIG
- (и ещё 1 )
-
Бурилка китайская, лопнула рамаберём САГ, вопрос с подачей воздуха для строгоча. Хотел запитаться от пациента, но бурильщики опасаясь что сгорит блок управления пригнали вторую. выстрагиваю трещины, и завариваю УОНИ 13/85 ПДУ под руку Накладок не делал,проверил корень, облицовка.








-
Вадим, доброе утро! Я не знаю, почему они его никуда не повезли, они же считают что есть электроды, и все, значит сами починят. И аппарат нам не надо, есть электроды. Плюс наверное сэкономить хотели, зачем возить куда то, платить деньги, на складе 3 тубы с электродами.
-
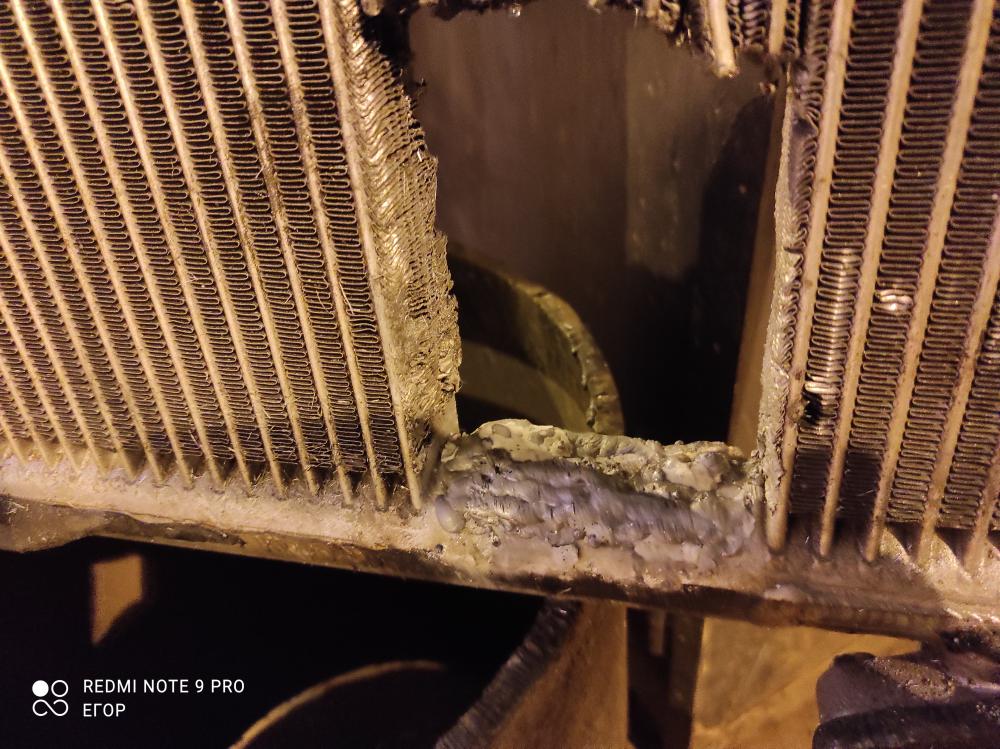
Ремонт масляного радиатора, вернее пакета радиаторов РДС. Предыдущая вахта решила что алюминий, если для ремонта его есть электроды, это пара пустяков, вырубили соты, попробовали, ничего не получилось, и решили что я смогу. 6 часов работы, сначала стачивания их какашек, потом сам))). опрессовка 10 мПа. Это от безысходности, и волшебная фраза"Как нибудь сделай!" Аппарата РАДС здесь нет. Так что пришлось так.


-
Не знаю, смешно или нет, наткнулся на такие фото, человек делает из старых покрышек, талант! каркас все равно сварной, мне кажется.



-
Ничего, бывает))).
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Ну тут можно долго полемизировать, но без знания теории на практике ничего не получится, и если Мерс на змейке падал, то это говорит лишь о том, что плохо был сделан расчет, что опять таки говорит о плохом знании теории проектировщиком. И если после резки и гибки что то не так, то опять же что то не просчитали, что то не учли, короче опять плохое знание теории. Геометрия физика это точные науки, и плохо зная их законы и правила, ничего путнего априори выйти не может. И если человек без багажа определенных знаний возьмётся за проектировку мостов, или стрелы крана, экскаватора, то тоже вряд ли что получится. И когда я переделываю за людьми со стажем стрелы, рамы, думаю, вот как ему пришло на ум приварить прямоугольник на стрелу, причем обварить его весь. А почему Вы приняли на свой счёт мое высказывание про вопросы практиков? Это было обобщающие утверждение, не относящееся к кому либо. Просто я часто сталкиваюсь с работами людей, которые имеют огромную практику работы сварщиком, но даже не понимающими разницу между типами электродов, и их марками.
- 3 328 ответов
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Не будьте таким серьезным, ))), аппарат на гарантии, поменяют без проблем, а стрессов в жизни хватает и без этого, это не вселенская трагедия. Так что не расстраивайтесь, Аврора адекватная фирма, заменят, починят.Тем более в Откровении Иоана Богослова эти цифры упомянуты)))
-
 @Точмаш 23,Вот об этом и речь, выбили новое оборудование, коллектив специалистов, (по сварке точно), про остальных не скажу, не сталкиваемся, но внешние причины не дают людям работать, и ещё если Николаевич уйдет, Дмитрий, Владимир, Игорь, и кто молодежь учить будет. Когда у людей возникает мысль уйти, то как правило это случается. Тем более с такими нагрузками, и такой зарплатой.
@Точмаш 23,Вот об этом и речь, выбили новое оборудование, коллектив специалистов, (по сварке точно), про остальных не скажу, не сталкиваемся, но внешние причины не дают людям работать, и ещё если Николаевич уйдет, Дмитрий, Владимир, Игорь, и кто молодежь учить будет. Когда у людей возникает мысль уйти, то как правило это случается. Тем более с такими нагрузками, и такой зарплатой. -
В консерватории все сломано лет 15 назад, это училище, вернее филиал, который я закончил в 90 г. Училось 1200 человек, сейчас в Лузе ещё на поваров и ещё кого то учат, но тоже закрывать все хотят. Так что ВЭМТ ещё нормально так на плаву держится.


-
@tehsvar,Так оно и должно быть по идее, если производитель признает что в аппаратах есть косяк по его вине, и готов это поправить быстро, качественно, и оплатить доставку туда, сюда, ( в принципе по закону о защите прав потребителей он даже обязан так делать) и все это без споров и нервотрёпки, любому понравится такое отношение к себе. Просто помню: " Что с моим аппаратом? -Делаем. Через неделю, - Что с аппаратом? - занимаемся! Через три - Где аппарат? Извините, он в другом цехе лежит, по ошибке, его ещё не смотрели." Финал. Еду забирать, 170 км. В ДЛ." Доставка не оплачена ГРПЗ! - Ладно, давайте я сам оплачу, сколько? -49000 т р, долг завода перед ДЛ. Треш."
-
Да, совершенно вылетело из головы, при отправке туда и обратно, перепрошивка, это все они делают за свой счёт. И так, на всякий случай, а то проскакивало где то, Чебора мне аппарат не дарила, отзыв о себе не оплачивала, просто столкнувшись с нашим ГРПЗ, и Чеборой, разницу в отношении покупателя я почувствовал.
-
Да уж, действительно. Была у меня такая семейка

-
Надо разбирать. Нету набора звёздочек.
-
Добрый вечер! Приехав с вахты, решил всё-таки отправить аппарат для перепрошивки. Отправил, день он провел в сервисном центре, и поехал обратно ко мне. Завтра будет шабашка по алюминию, посмотрю что поменялось, и постараюсь снять видео.