Luza
-
Постов
1 266 -
Зарегистрирован
-
Посещение
-
Победитель дней
76
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luza
-
Там коррозия не успевает поработать, они носятся на этих снегоходах по лесам и полям, пьяные, ( охотники) и себе руки ноги ломают, а полозья расходка, раз сломал, починил, потом сломал выкинул. Так что не успеет там ничего коррозировать)))
-
Нет, Ст 3
-
Я делал такие вещи, но накладки просили не приваривать, владелец делал из из стали, прикрутил при помощи болтом М 6.
-
На ум приходит только холодный ядерный синтез
-
Совершенно верно, 430, и она перегревалась от дурацкой конструкции котла, сейчас даже с наддувом, труба не краснеет, я специально раздобыл ( у знакомых выпросил) сушейших берёзовых дров, набил котел, и разогнал его практически до закипания, с наддувом, труба дымохода осталась черного цвета, цифры на табло датчика температуры стали работать как на секундомере, прямо радуюсь глядя на это, дров пошло в половину меньше за день, мне бы урановые стержни раздобыть, воткнуть их в котел, и перейти на паровое отопление, попутно генерируя энергию, и продавать ее на соседние пилорамы
-
У меня от котла 1 метр трубы, он до красна нагревался, до модернизации, новая труба , нержа, стала черной снаружи, отожглась, сейчас стало около 100 градусов всего, и главное стало в ангаре тепло, и работать можно в одной робе, летней.
- 21 ответ
-
- 3
-

-

-
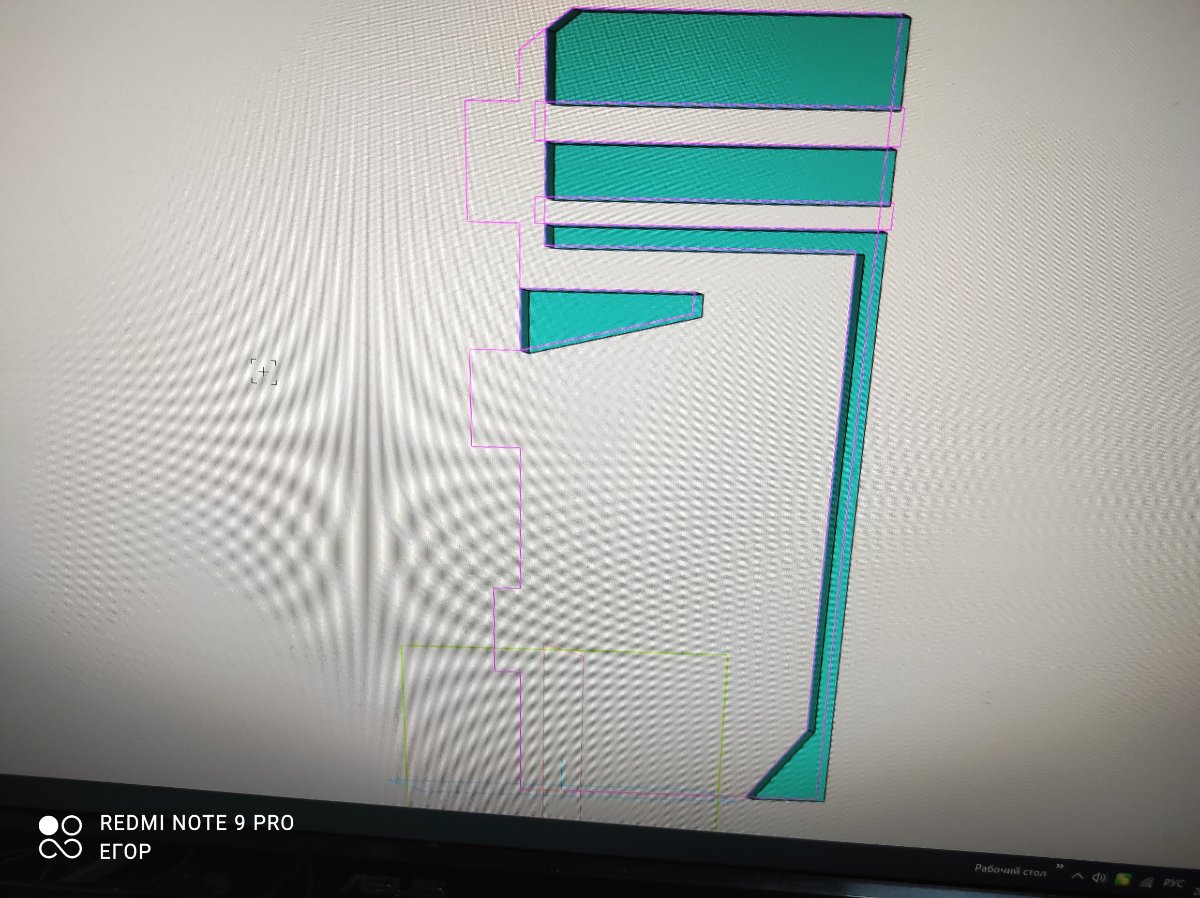
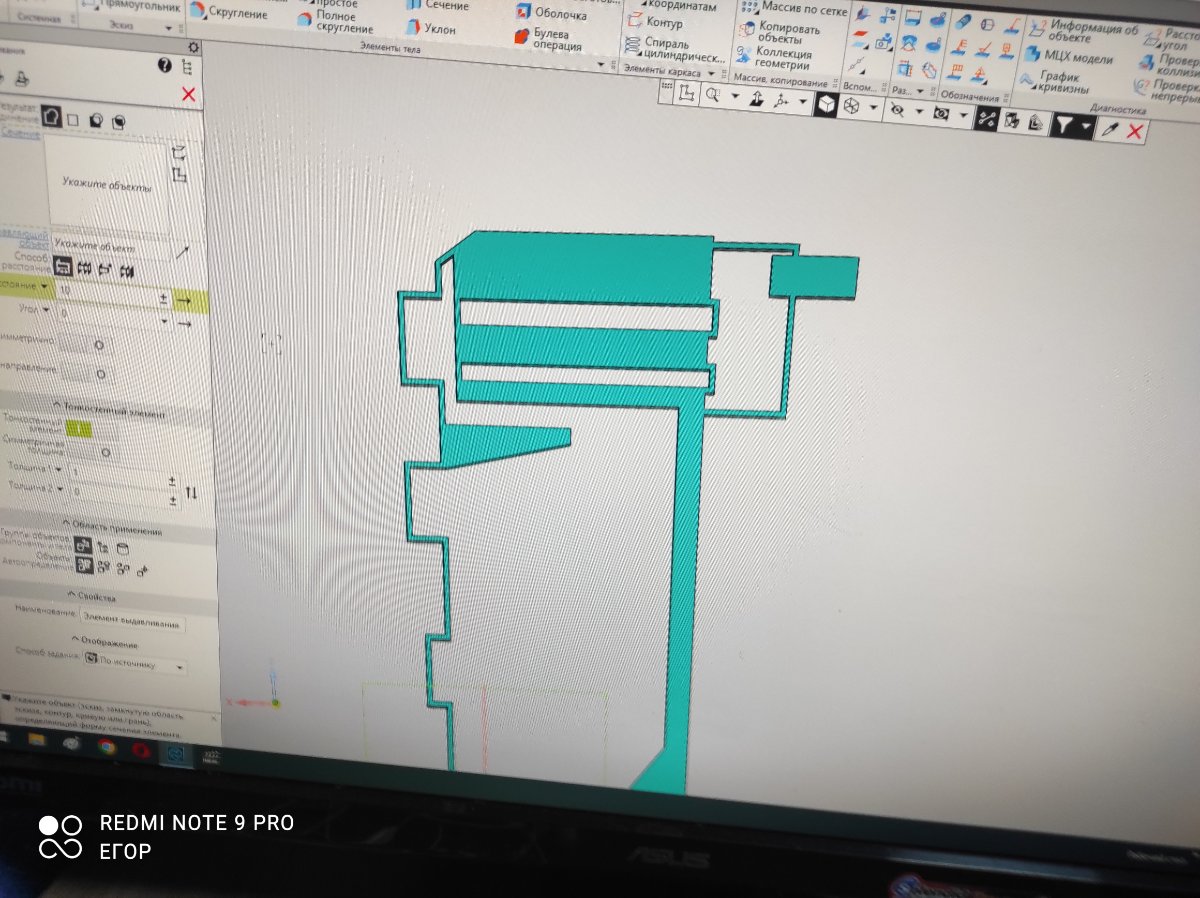
Котел Лаворо, производство Кострома, 25 кВт, две полки водонаполненых, вскрыл верхнюю рубашку, и вскрыл среднюю полку, отрезал от нее верхнюю часть. Вставил вертикальную пластину, в которой вырезал 8 отверстий под 40 трубу. В задней части котла тоже ответная пластина, сварил трубы, закрыл верхнюю крышку. Там изначально теплосъем никакой, решил так пока, было в мыслях набрать 5 рядов труб, но нужно было отрезать ревизионную дверь, много переделки, а на дворе зима. 2 дня стояла погода - 3- 5, сегодня уже - 20 ночью, отложил врезку остального на лето. Теперь это просто, к этой пластине в стык приварю пластину нужной высоты, подниму боковые стенки, крышка останется той же. Изготовлю новую дверь для обслуживания теплообменника. Оно все туда выходило, Чистить буду, шомпол с ёршиком стальным сделаю, или что то типа того, и дрель На старших моделях они делают, но от 70 кВт. А так я думаю в целях экономии.
- 21 ответ
-
- 3
-
-
-
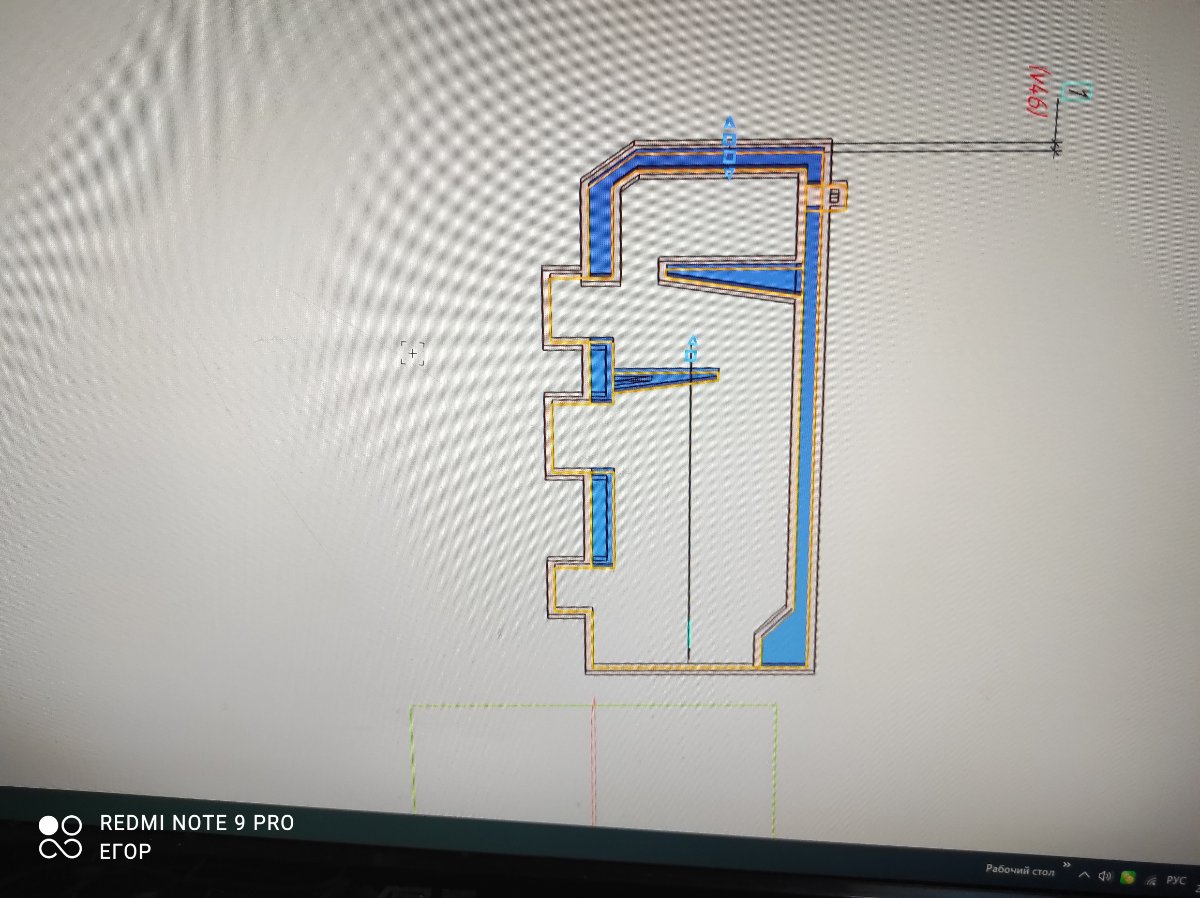
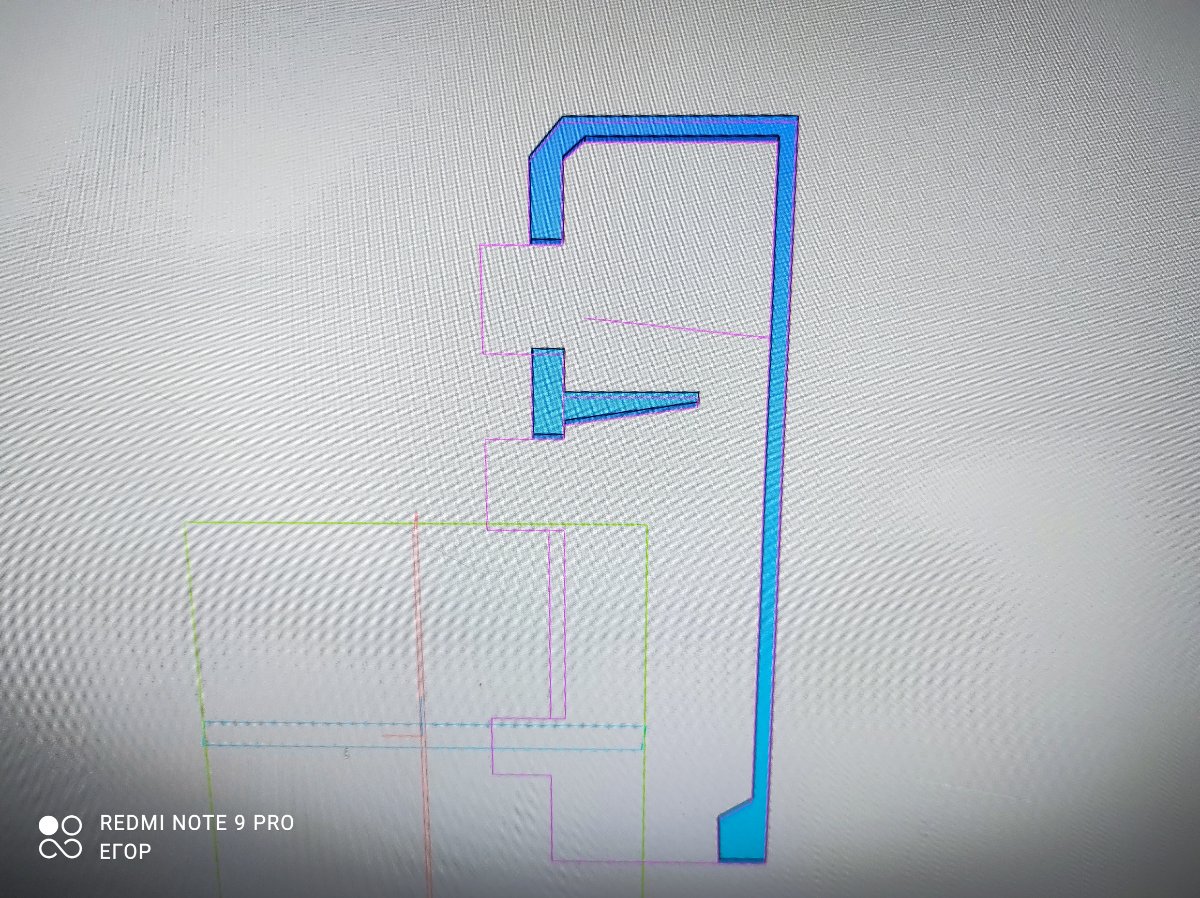
Решил повысить КПД котла отопления, осенью купил, но он что то греет плохо, решил я сделать маленькую модернизацию. Маленький плазморез, аппарат РДС, и начал кромсать. Там были 2 полочных теплообменника, что на мой взгляд для мощности котла 25 кВт как то маловато, может в лабораторных условиях, на угле он и способен столько выдать, но на дровах, даже с автоматикой ( наддув и включении насоса циркуляционного) 14 батарей выше 60 градусов он не мог нагреть. Посидел я в Компасе часок, нарисовал модель котла, потом нарисовал то что хочу с ним сотворить, ( получив сразу ещё и все размеры), ну и с утра субботы приступил.получился у меня жаротрубный теплообменник, вчера вечером пустил дым. Получился очень впечатляющий результат, мощь и сила ЭТОГО Франкенштейна превзошли мои ожидания, он сейчас легко нагревает до 85 градусов, в цехе стало тепло, сегодня работал первый раз в одной ХБ спецовке.



- 21 ответ
-
- 10
-
-
-
Этот недуг бывает, его чинить легко, но обязательно опрессовка, мне недавно третий раз привозили радиатор от экскаватора, на котором установлена валочная голова( валит лес) он не штатный, 2 раза я его чинил, а в последний раз порвало его промеж сот, в целое, я им посоветовал проверить давление в магистрали, там рабочее давление 11 Бар, и сменить масло гидравлическое, т к они продолжают работать на летнем. И они уговаривали меня починить его ещё раз, но мне чинить его уже надоело, да и смысла не вижу, нужно сначала найти причину, подозреваю что это ошибка подключения, они его установили сами, и куда его они там приспособили то тайна великая есть, я её не знать не хочу, пусть консультируются у производителя данной техники.
-
Я подклеивал раньше поры, если после пайки начинали пузырить соседние соты, потом вообще сказал всем своим постоянным заказчикам что мне больше не нужно носить старые, проеденные тосолом и реагентами их железки, т к Совершенно верно, и начинались ихний скулеж, что так дорого, я тоже удивлялся, как так, ты нашел денег купить 5 лесовозов Вольво, с прицепами и гидро манипуляторами, а мне заплатить 5-7 т за ремонт твоего нафиг мне не нужного железа, которое иногда стоит за 100 т р, тебе кажется дорого. Иди за новым, и не нужно больше носить мне, бессовестному и жадному свои беды и горести.
-
Добрый день, не стоит. Если по всей длине соты, то скорее всего это разъело реагентами, с дороги, и при нагреве скорее всего засифонят соседние соты. Я лично давно наигрался с этими всеми куллерами радиаторами, сейчас чиню только новые, с мехповреждениями.
-
Я вот не дождал, пришлось другой брать , а так хотел именно Эвоспарк, в ВЭМТ на тиге нравились пульсы с высокочастотной модуляцией, регулируемой на каждый ток отдельно. Отличные машины
-
Проблема у вас возникает только из-за того, что вы не откусываете кончик проволоки перед началом сварки. И если на проволоке большего диаметра это прокатывает, то на 0,8 проволоке такое случается регулярно. Р. С. Скорректируйте напряжение, судя по шарику на конец проволоки на фото, оно у вас сильно большое.
-
Это Т9, Для дома да, без ТА это капец, а у меня в мастерской, ТА не особо актуален, залит в систему антифриз для СО, и если есть большой объем работы, то разжигаю котёл, и отапливаю до окончания срока работы, если ничего нет, то избушку на клюшку, и лежу дома. А у нас ближайший газопровод в 70 км, и думаю что он там же и останется. Никто по лесам и болотам нитку к нам не потянет. Раньше, пока было ЛПК, они топились своими же отходами производства, работали в 3 смены. Сейчас на месте их частное предприятие, они поставили котлы на щепе и опилках, и тоже не грустят без газа))), лесосека у них огромная, около 200 т кубов в год, и практически все перерабатывается самостоятельно. Пилетный котел хотел поставить в этом году, так нет, человек, на предприятии которого по соседству их делали летом закрыл свое производство, и хорошо что я не успел приобрести этот котел))).
-
Я тоже терплю дровами, ничего кроме них нет, и скорость с которой они уходят, и цена на них меня все меньше радует. Правда я отапливаю промышленное здание, и мне каждые 10-20 % бьют по карману))). И по этому пришлось вникать во все нюансы радиаторов, регистры я сразу выбросил. Но у меня 2 трубная система, Ленинградку не рассматриваю, большое помещение, конечные батареи будут чуть теплые.
-
Нормальное проходное сечение, такое же как в секции радиатора. Каждый день, + 10 минут, утром, вечером, 6 месяцев зимы, 60 часов лишней топки котла, это за год)))), а за 5 лет, а за 10? ТА у вас есть? И чем топите? Газ, уголь, дрова?
-
А будет прогрето за 20 минут, и батареи будут горячее, увеличится теплоотдача. Что ведёт к экономии топлива.Но если Вас устраивает, то хорошо.
-
https://www.wildberries.ru/catalog/327945774/detail.aspx?size=492010636. Вот такие клапана вкручивают обычно в радиаторы, при нижнем подключении, типа Ленинградка.
-
Для таких подключений алюминиевых радиаторов отопления, есть специальные заглушки, удлиненные, ещё можно сделать самому, вкручивается в Вашем случае вместо штатной пробки подачи, и в радиаторе она перекрывает следующую секцию радиатора. Теплоноситель по каналу поднимается вверх радиатора, и уже стекает вниз как при подключении по диагонали. Потому что это физика, воде проще пройти радиатор насквозь, через прямой канал, что она и делает, часть ее поднимается вверх, но основной поток проходит прямо. Вода как и ток, и человек ленивая, ей чем короче путь, тем легче.
-
Вот по кранам его, это я за 30 секунд нашел. И про оплату тоже ничего не требует ни кто.
-
Вот, никто оплаты не просит, бери, читай, проблем не вижу.
-
Если она выложена в открытом доступе, кому по вашему мнению я должен платить? Сайту с информацией? Если на ЛитРес есть книги бесплатные, и есть платные, если мне хочется прочесть что то новое, я плачу. А ГОСТы и прочая техлитература вообще находится без проблем.
-
Им надо понять, что это всё им преподавали, и сварка его конструкции не представляет ни малейшей сложности. Мне мама моя, инженер конструктор, на мой вопрос, : " Вы что, с отцом эти книги учили наизусть?" , и показал ей на справочник машиностроителя, в 6 томах, по 600- 800 страниц каждый том, изд 1956г, и таких всяких справочников был целый книжный шкаф, она мне сказала, сынок, в ВУЗах учат находить информацию, а не зазубривать это наизусть. И сейчас, в век интернета найти любую справочную информацию, любой ГОСТ не составляет ни малейшего труда. Пусть соизволит сам поискать, можно проконсультировать в какой то частности непонятной, но спрашивать на форуме " Распишите мне это и это, и скиньте мне то и то", я считаю верхом наглости. Уйди тогда из ИТР, раз у тебя нет ни малейшего понятия о том, чем ты занимаешься.