Luza
-
Постов
1 309 -
Зарегистрирован
-
Посещение
-
Победитель дней
83
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luza
-
Паяю радиаторы, в том числе алюминиевые пропан горючий газ, паяю латунью, тоже пропан использую.
-
Газовая горелка со сменными мундштуками, есть маркировка А, и П, идут вместе с горелкой ( ЗИП) и я имея ацителен, все грею пропаном. Ацителен только при сварке отопления в квартирах, вернее ремонта, где сделан ремонт, чтоб минимизировать ущерб оному ремонту. https://www.vseinstrumenti.ru/product/atsetilenovaya-gorelka-krass-g2s-123-2117533-972274/
-
Для прогреть и что то спаять, хватит и пропана, ацетелен это больше для сварки . МАПП газ , вполне хорошая замена.
-

-
Я запутался в темах про Чеборы, 180 у меня уже 1,5 года нет. Извиняюсь.
-
Кривой мануал это не редкость, перевели через Гугл переводчик, техтермины он переводит так себе ( я искал мануал на синтезатор Ямаха, на русском, потому что пришёл на иноземных, перевел через Гугл, это получилось примерно так же).
-
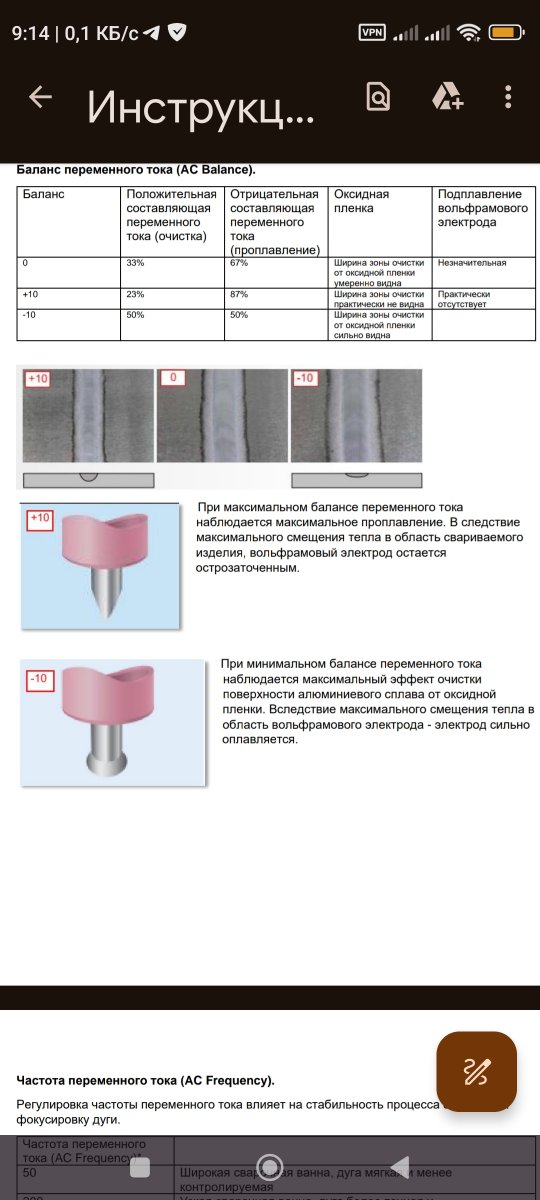
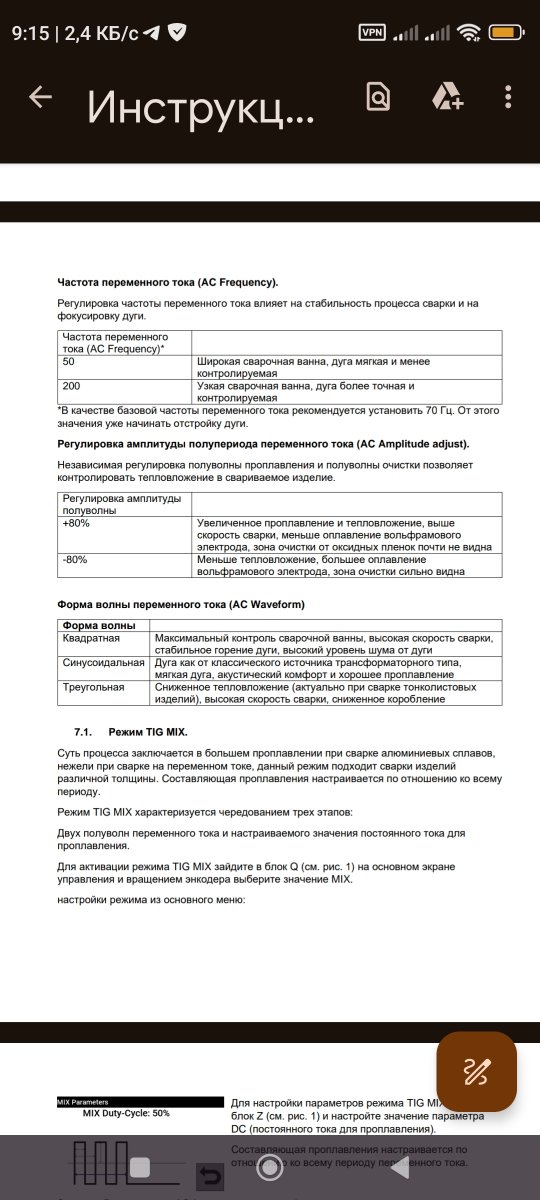
По-моему в мануале все предельно ясно написано. При- 10 баланс 50/50.
-
-
-
Там интересно реализовано, - 8 это в положительную полуволну уход, + 8 это уход в отрицательную полуволну. Когда купил, сразу как обычно при регулировке выкрутил значение в +, увидел что очистки нет, электрод острый, выкрутил в -, получил огромный шарик, все, стал работать.
-
Это мануал от 230 аппарата.
-
Я ее продал Игорю, однокурснику. Теперь у меня 230 Чебора, там функционал более широкий. Не знаю, сначала было не удобно -8+ 8, казалось мало, но уже при значении 4 образовывался большой шарик, при значении 8 шарик дрожал на кончике полу расплавленного электрода. Так как большую часть работ выполнял на грязном, замасленном алюминии, все работало адекватно. И как выше замечено Аппарат нравился. Новому владельцу тоже нравиться.
-
А я больше на качество самого вольфрама грешу, за все года работы существенной разницы в цвете вольфрама, и влияния его на работоспособность не заметил, хотя часто приходиться даже сейчас работать на токах за 300-380 А, а вот вольфрам, 1,6 ноу коммент как говорится. А вот к производителям такой продукции вопросы есть.
-
Да. Это не я))), это наши умные механики, я все это понимаю, там внутри сот тоже " гармошка", в оригинале , сопротивление больше, соответственно охлаждающая жидкость вся пойдет через этот железный костыль. Говорить им об этом бесполезно, да мне честно говоря плевать, что они там изобретают, я сейчас дома, а потом собираюсь оттуда увольняться, надоело это ихнее давай попробуем, может что то получиться. Хотя даже трактористу понятно, что это работать не будет.
-
Сейчас с работы прислали, импортозамещение, это с Комацу бульдозера, одна из 3 секций. Изготовлено из профильных труб. Видимо заклеить оригинал не получается.
-
Я сфотографирую, но в марте, сейчас межвахта, я дома.
-
У нас на работе применяют какой то клей, он типа пластичной эпоксидки, клеят им радиаторы, они ходят без проблем. Его специально для радиаторов покупают. Он однокомпонентный, после засыхания прозрачный.
-
А сварщик тут при чем? Ему что выдали зажим обратного кабеля, он его выбросил, потом искал из чего крючек изготовить? Может премий надо было ИТР лишать? За не обеспечение расходными материалами, к коим так же относятся и зажимы обратного кабеля. Что обычно даже в трудовом договоре есть, типа " Работодатель обязуется предоставлять...., и ТД и ТП."
-
 Я в прошлую субботу весь день работал при -25, а вечером -28 в Текмане, обычную маску тоже брал с собой, но Текмен удивил меня, на работе дают маски, но они при - 10 уже не работают. Так что если там фильтр Текмен, то проблем быть не должно.
Я в прошлую субботу весь день работал при -25, а вечером -28 в Текмане, обычную маску тоже брал с собой, но Текмен удивил меня, на работе дают маски, но они при - 10 уже не работают. Так что если там фильтр Текмен, то проблем быть не должно. -
Ну по идее, они должны отдрючить местных сервисников, если они их подрядчики, а потом попросить Вас отправить Ваш аппарат за их счёт к ним. Здесь есть представитель Авроры на форуме, напишите ему в личку. А перегибы на местах всегда есть, человеческий фактор.
-
В сервисном центре Авроры работают нормальные люди. Думаю проблем быть не должно. От слова совсем.
-
У меня Чебора сгорела, даже видео как раз снимал для форума. И бахнуло буквально через 1,5 часа работы. Прямо при съёмке. Позвонил в их представительство - он же сервисный центр, они сказали отправить за их счёт, забрали они его из транспортной , и через 3 часа позвонили, спросили куда отправить. Это я к чему, позвоните в их центр, там нормальные люди, а ломается все.