selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Селко самый грязный у вас , наверное трудится много, но помыть этого красавца надо. На счет чувствительности к напряжению сети, итальянцы все правильно сделали, меньше 200вольт и аппарат показывает ошибка сети E39! , но при этом вентилятор продолжает охлаждать аппарат, а в памяти отложит эту ошибку и при диагностике на ПК как на ладони будет видна вся история работы аппарата. Итальянцы на выставке говорили, лучше пусть аппарат отключится при слабом напряжении, чем от него погибнет. Электродами своим не варил, но в тиг сварке на АС токе он просто красавец и равных ему нет. С кучей параметров надо просто разобраться и можно творить чудеса, например варить 1мм электродом на токе в 200А и при этом электрод практически остается острозаточенным .

-
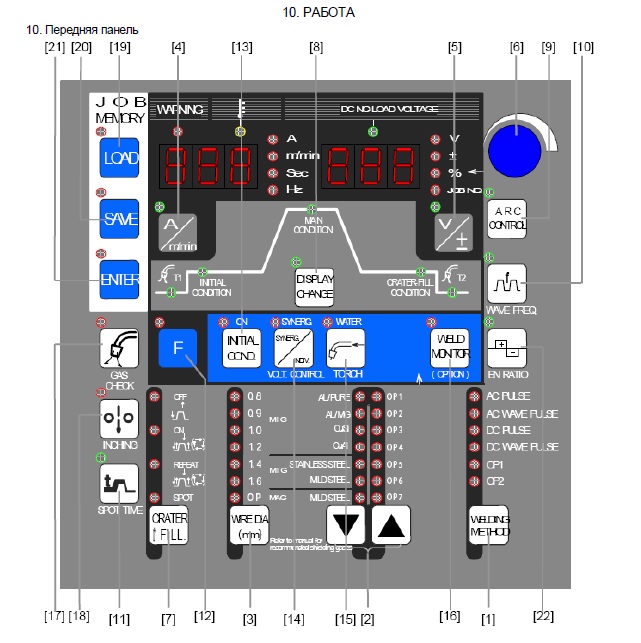
Александр, нужно искать переводчика технической литературы, он тогда корректно переведет. У меня на Highpulse дисплей на немецком и попросил простого переводчика перевести надписи, так вот там 30% была не правда в переводе (даже был "быстрый олень") , отдал на завод фотки с дисплеем и надписями , технические переводчики перевели как надо и " быстрый олень" превратился в "ускоренную подачу проволоки".
-
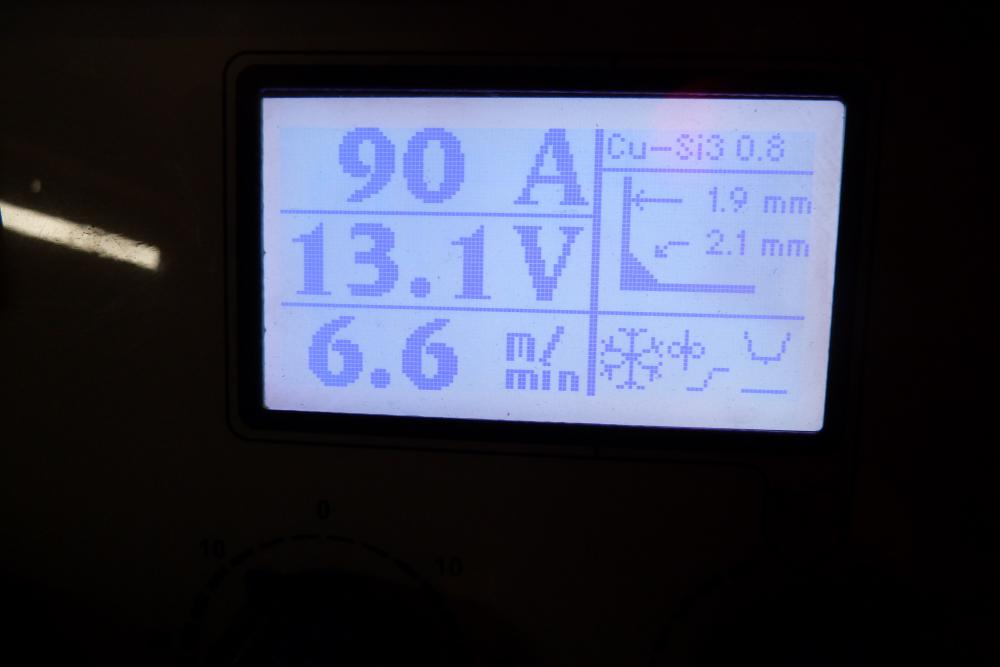
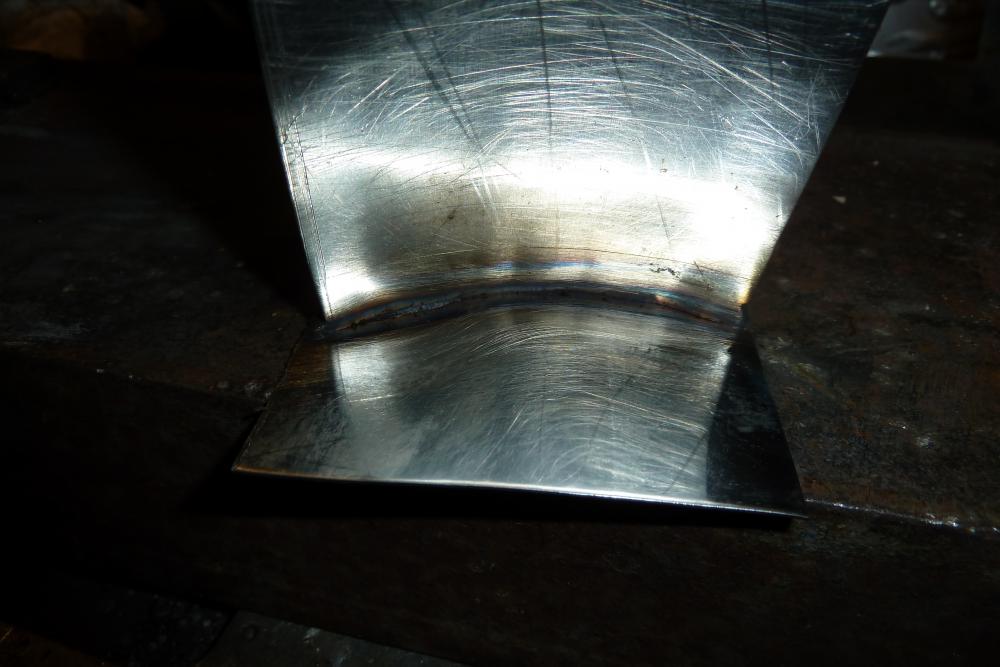
Можно и в полуавтоматическом, правда у меня есть фото только CuSi3 и нерж. 0,6мм (проба CuSi3) , но материал можно поменять.
-
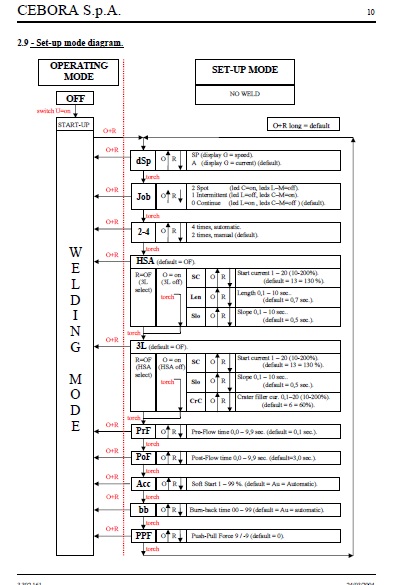
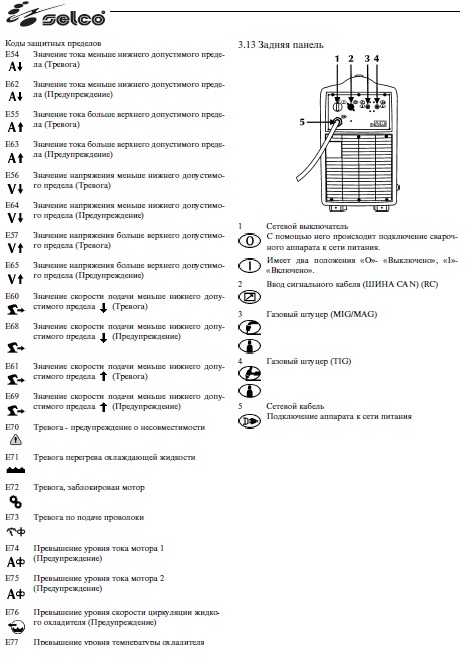
Александр, нашел тебе чуток. Мануал на болгарском читать и понять можно, и на английском есть. С миру по нитке и научишь ты его варить. Мануал в формате "PDF" и сюда не знаю как скинуть, завтра на Cipmaker в файлы выложу , или дай свою почту , туды положу. SOUND2035M- пульс SOUND2035MD-двойной пульс Импульсный режим на этих аппаратах скорее всего работает только с PUCH PULL горелкой, на моем так было аппарате, но он был транс импульс и постарше чем эти, а может я ошибаюсь. Несколько снимков с мануалов сделал, надо поочередность знать и буквенные коды режимов ну и программы забитые в аппарат. Не мне тебя учить, разберешься.
-
Круто, но сварщик из тебя получится классный, если ты уже после таких потрясений думаешь о завтрашней практике. Сообщай подробности нам с практики .
-
 nOOdle С днем рождения!!!
nOOdle С днем рождения!!! -
ТИГ-ЛИФТ сейчас работает прекрасно почти на всех аппаратах , и потом Genesis 3000MTE имеет полноценный тиг не уступающий специализированным аппаратам. Что касается ленивой руки, рука универсальный инструмент и красиво только она положит шов в тиг сварке. Всякие подавалки в ручной тиг сварке - это пока сказки про быстроту и качество, про красоту вообще помолчу. Да может где на длинных швах и толстом металле она и нужна и то не во всех положениях ей можно варить.
-
У меня полуавтомат HighPulse330k от Merkle и тиг там лифтовый без пульса и горелку надо менять при переходе на тиг, что совсем не удобно. На Genesis3000MTE тиг с осциллятором ну и остальными прелестями рассказанными выше, но у меня пока такого нет, у меня от селко есть просто тиг Genesis2000AC/DC. А что смущает что-то не пойму, вы демонстрируете импульсные П\А от LORCH, а они что не есть 3 в 1 -- MMA, TIG. MIG. Все инверторные П\А в основном 3 в 1.
-
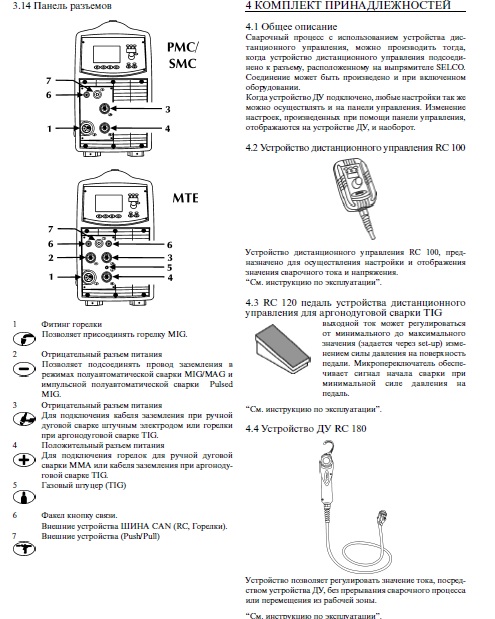
Самое главное забыл про него сказать. ТИГ и МИГ сваркой можно пользоваться не перенастраивая аппарат, не меняя горелку МИГ на ТИГ, для этого у него есть все необходимые разъемы и два независимых газовых тракта, то есть надо просто с режима МИГ переключить на режим тиг , газовый тракт переключится автоматом. Очень удобно, на остальных подобных аппаратах нужно менять горелку , горелка ТИГ с евроразъемом П\А должна быть, стоит дорого или самому колхозить надо, газ перекидывать ну и так далее. Ещё бы ему АС ток для тиг заиметь, и цены бы ему не было.
-
Да нет, нельзя эти аппараты сравнивать. Genesis3000MTE это мечта, хотел в свое время такой, но он дороже моего HighPulse330k был тогда и пришлось High купить. Сейчас как бы выровнялись цены и большой разницы уже нет. Genesis3000MTE имеет полноценный DC тиг с осциллятором и импульсом в том числе с быстрым импульсом , множество настроек и программ в МИГ-МАГ сварке. Двойной пульс тоже корректируется в широких пределах и Ал сплавы его стихия. Впрочем я и к своему привык и более не требуется в настройках как в двойном так и в простом импульсе, для Ал хватает за глаза. http://youtu.be/1_3bv2dG9GM Alumig300 не могу сравнивать, потому что не пробовал на нем варить и не знаю его тонкостей, не люблю сравнивать аппараты на которых не работал. На Chipmaker спросите у Ar18 или Вад11 у них был такой аппарат и они на нем работали, и тема там есть " Сварка алюминия полуавтоматом" они там отписывали по этому аппарату. Прямые ссылки не знаю как вставить.
-
Да у вас даже дешевле , 2 года назад ездил в Минск по вопросам связанным с моим личным аппаратом от SELCO в одну контору (если интересно пиши в ЛС) и у них дешевле чем в Москве. За все берусь по немногу, а так у немца осевшего в г.Щелкове основная так скажем по вызову работа. Япония это, горелки евро подходят. Аппарат имеет множество настроек, так что я думаю под любой материал, газ и проволоку настроить не составит труда. Кстати сейчас их аппараты выпускает Словения, говорят делают все из деталей от Daiheh, только катушки сами мотают.
-
shestuhin, Георгий 11 С ДНЕМ РОЖДЕНИЯ! И УДАЧИ ВО ВСЕМ.
-
СварщикРучник. С днем рождения!!!!
-
Начнем с того, что полуавтоматы импульсные от EWM, LORCH, MERKLE и многие другие бренды примерно равны в своих возможностях сварки. FRONIUS, немного впереди этой компании, но уже и Китай на пятки им всем наступает. Теперь о моем выборе П\А от Merkle. Поездил на выставки WELDEX в Сокольники и там посмотрел понюхал и попробовал почти все, глаза разбегаются, у одних такая есть функция у других ещё лучше. На выставки все привозят аппараты заряженные по полной программе, но когда доходит дело до покупки, выясняется что многие программы не доступны и идут как опции (не буду их перечислять) за них нужно заплатить кругленькие суммы. Эти суммы у всех разные, и уже не помню всех, но удивил Fronius, если более менее забить в их аппарат функциональные программы под сталь и Ал , то сумма стоимости программ превышает стоимость самого аппарата. У Merkle все программы были в аппарате (покупал в 2008г), и в 2012 году они мне обновили все программы без платно и еще есть обновления, только не как не выберусь в Питер. Daihen представляет интерес в том, что он умеет варить на АС токе (в основном Ал сплавы), и обновляться тоже может, они не лыком шиты Всего три, ТИГ и два П\А. Импульсный П\А заряжен под АЛ, Mobimig180 под черный металл он еще легкий и используется как выездной вариант.
-
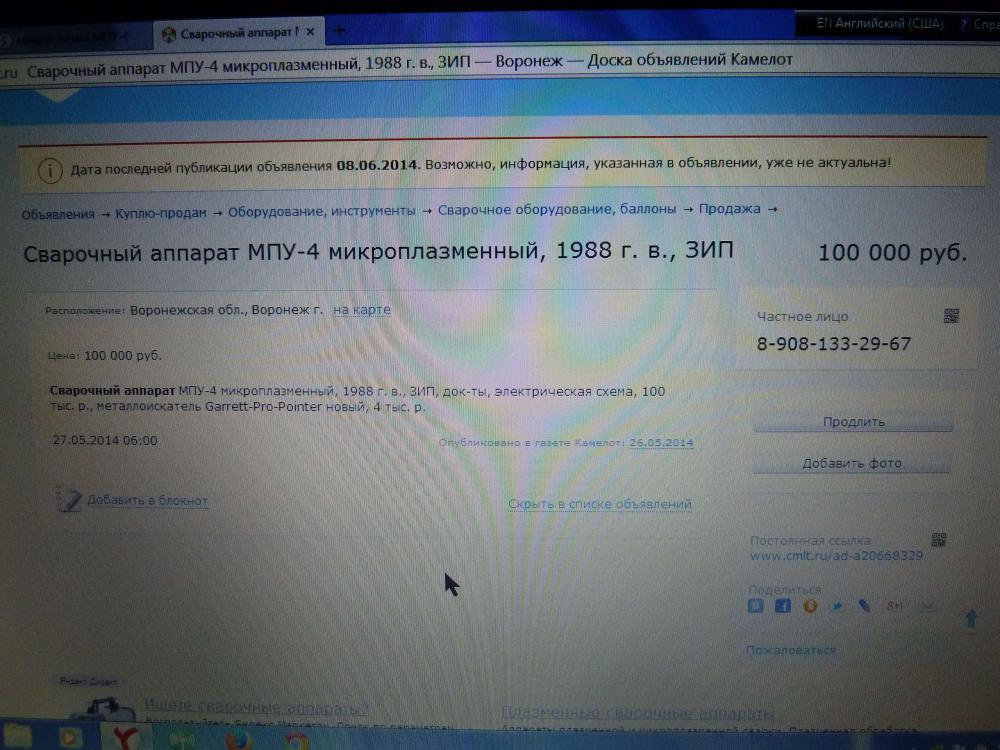
http://plasma.artsv.net Мало их осталось на наших просторах, да и сам аппарат к ней желательно иметь. Хотя ещё встречаются объявления о продаже. Есть импортная установка, но цена космос
-
Но почему реклама , просто у меня есть такой аппарат. Я его долго и мучительно выбирал и копил деньги и не на что другое не променяю, он многое умеет что для других не доступно, но это отдельная тема. Кстати П\А у меня MERKLE, HighPulse330k и MobiMig180, тоже мучительно выбираемые. Множество П\А попробовал перед выбором, в том числе и Lorch (Вы к Lorch имеете отношение), но остановился на Merkle и вряд ли откажусь от них. Хотя очень хочется попробовать П\А от Daihen DW300
-
Если к нашим попадет , может и покрепче будет ругаться, а может и совсем перестанет- отучат.
-
Горелкой , вашей рукой и моей тоже, скоро ПК будет управлять, не верное движение и он ругается. http://youtu.be/iiDNAjFSZE0
-
Что приносят, то и делаем,не отказываем. Видать ныне коптильни из нерж. в моде. Вот и мои сундучки в 2мм толщиной, только что то мне видеться долго они не проживут , искорежит их огонь. Потолще бы металл и черный , ну а решетка из нерж. Хозяин барин, хочешь с нерж., получай.
-
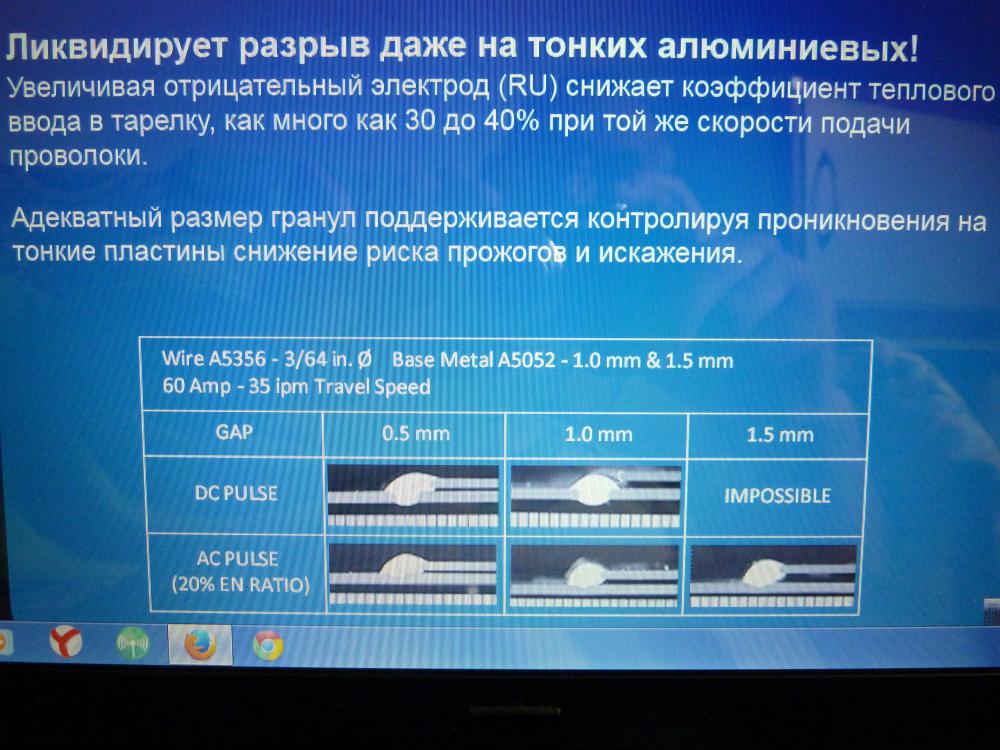
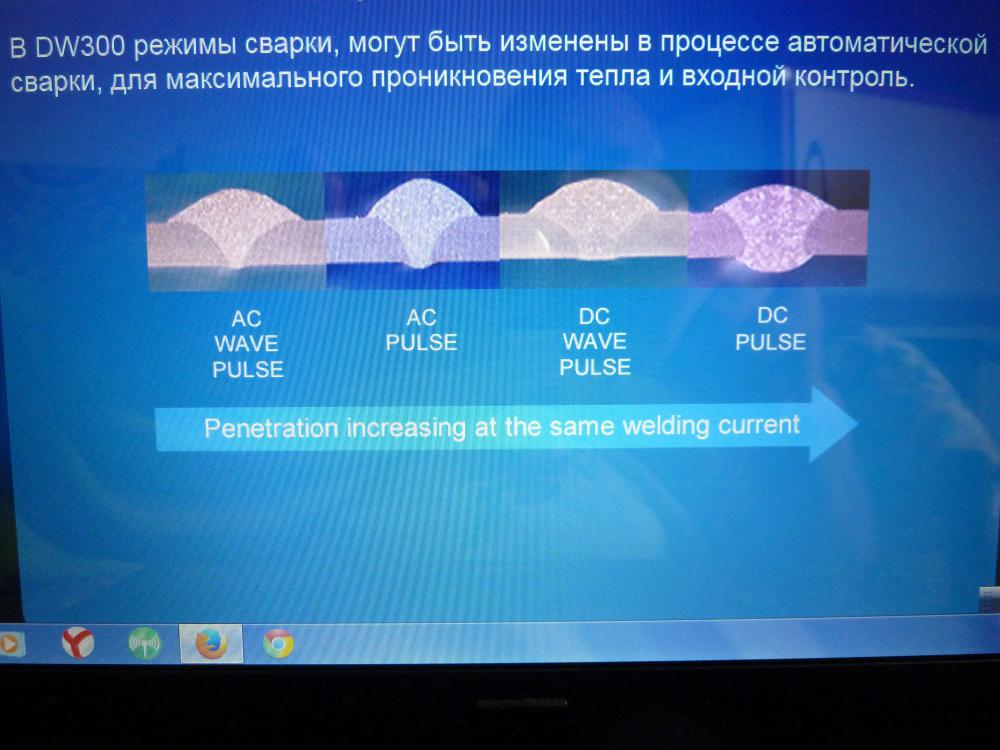
Все подбирается в домашних и маленьких мастерских , методом проб и ошибок и их исправлением. На больших предприятиях импульс (базовый и пиковый ток, а так же время подъема и спада их) подбираются технологами путем математических расчетов с последующей пробной сваркой. Сразу вопрос вам , как это можно прожечь 1,5мм нерж на импульсном токе , с пиковым током 30А, а базовый у вас какой ток стоял? Для 1,5 мм нерж пиковый минимум 65- 85 А должен быть можно и больше, на 30А и в линейном режиме прожечь трудно будет. А теперь непосредственно на ваш вопрос отвечу. Да можно и короткий импульс сделать, но надо будет подбирать присадку по диаметру , чтобы этот короткий импульс смог её расплавить и каплю положить в сварочную ванну, если это не сделать то капля вообще не оторвется или оторвется но полностью не расплавится и будете на одном месте топтаться и вплавлять эту каплю в ванну. Ещё зависит от положения шва и многих других параметров. Сам аппарат играет большую роль, то есть настройки импульса. Есть аппараты у которых импульс регулируется по времени пикового тока и базового тока и частоте, то есть короткий импульс будет довольно быстро (по времени) меняться на базовый и на оборот, довольно трудный при ручной сварке. Есть аппараты у которых расширенная настройка импульса, то есть можно кроме пикового, базового тока и частоты, регулировать спад подъем тока импульса и базового тока по времени. При желании можно с этими трудностями справится и получить красивый и качественный шов. На этом фото механизированная импульсная сварка На этом подбор импульса , видно изменения шва при разном импульсе.
-
За что минусы ставить, плюсы надо даже ради того что вы пробуете . Эх, вам бы аппаратик от Merkle или EWM, которые электроды как масло плавят.
-
Нерж. и особо титан требует к сварке особого внимания и отношения, и аппарат должен быть достойный. С вашем аппаратом вряд ли возможна сварка этих металлов.
-
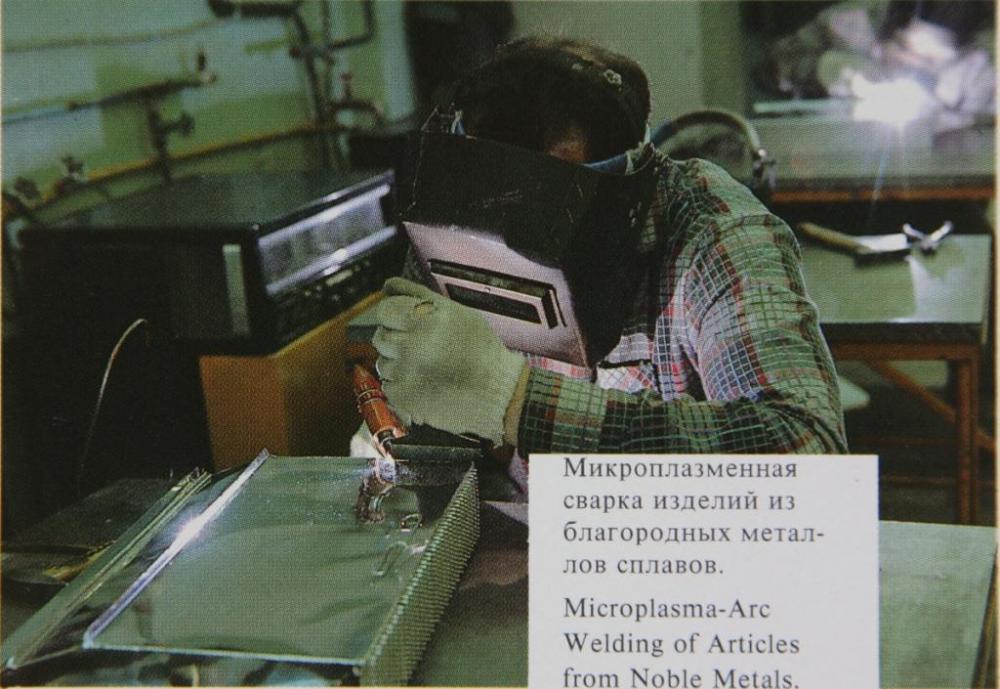
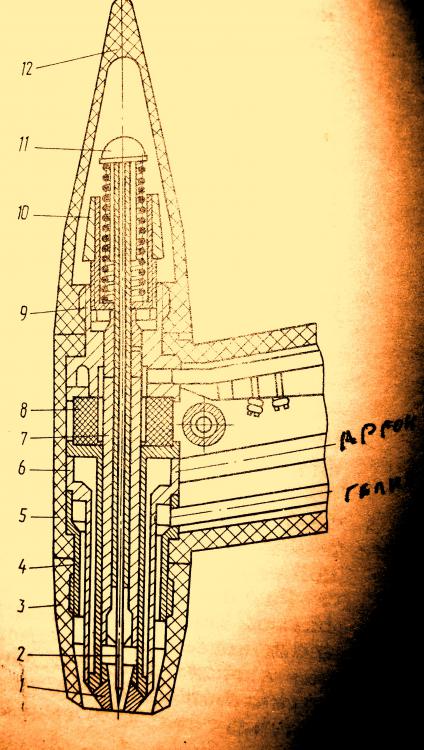
Всё верно у вас написано, но по поводу применения в ручном режиме не соглашусь. СССР был лидером в этом деле и применялась плазменная сварка в том числе и ручная. Вот деталь сваренная плазменной сваркой ручным способом аж в 1979 году , с большой разницей по толщине составляющих её частей. Для тиг она была бы проблемной, хотя и тигом можно но штучные изделия, а эта серийная и за смену не одну сотню сваривали. Да и горелочка посложнее у нас была, чем у Fronius c видео выложенное выше. На нашей горелке плазменная струя была в виде иголки и могла по желанию фокусироваться изменением положения вольфрама и заменой насадок. Плазменная сварка.
-
Плазменная сварка Fronius http://youtu.be/U5-ztf1SE4A?list=PLC