selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
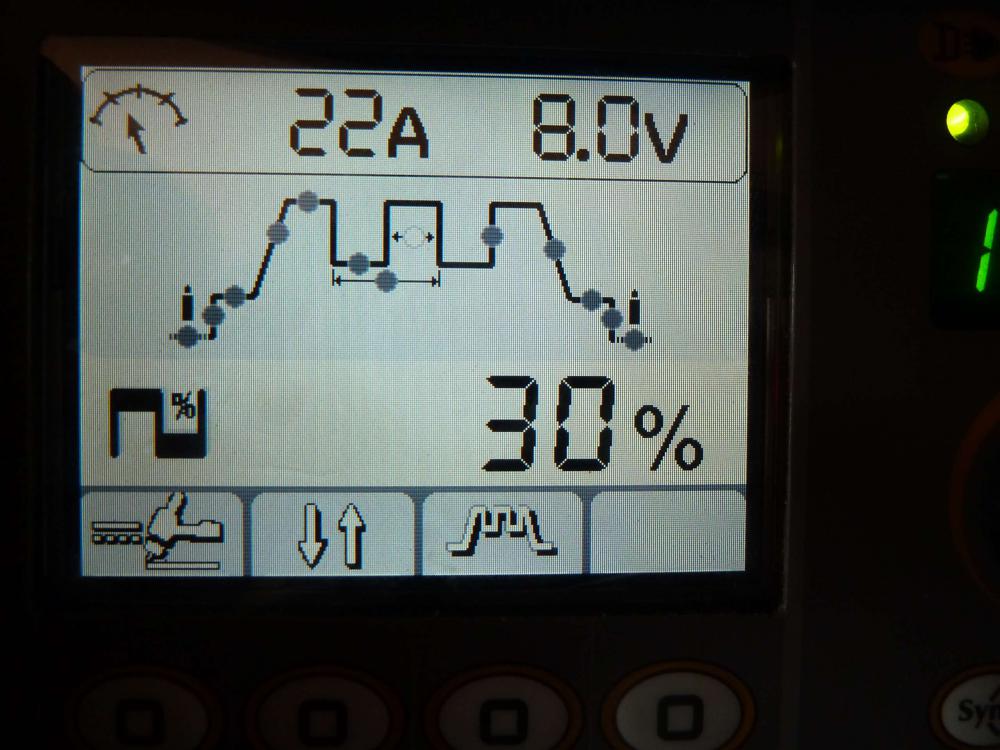
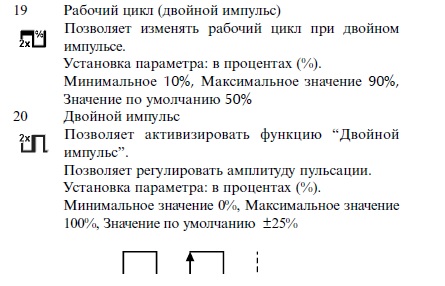
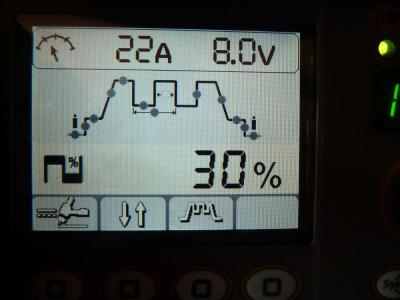
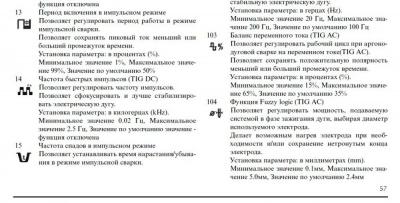
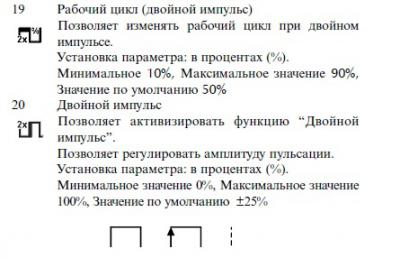
Александр, я даже и не знаю, так устроен аппарат. На фото видно , что время импульса выставляется в % ну а базовый автоматом, минус от импульса в %.
-
Сегодня сварил первый ящик под коптильню рыбы, ещё вид не законченный в нем ещё перегородки будут, но об этом позже. Отработала моя насадка на горелку, которую в месте с пробными швами выкладывал вчера. Доволен, но не на все 100%, нужно ещё подумать что можно изменить в ней. Ящик нерж. S=2мм, сваривался без присадки , ну а остальное на фото, думаю на них все понятно будет.














-
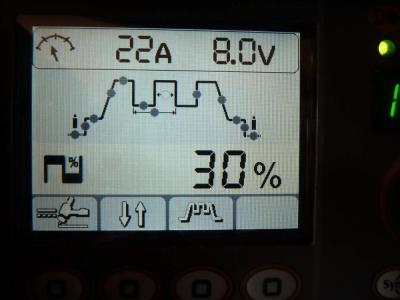
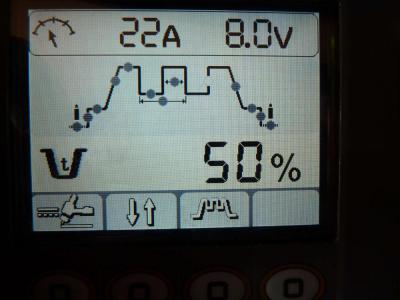
Александр, да нет вроде всё верно. Скважность это время импульса + время базового тока, я так это понимаю, то есть всё вместе это 100%. Если я поставил время импульсного тока 30%, то базовый ток автоматически будет 70%, я так это понимаю, может и ошибаюсь. Тогда уже интересно разобраться с этим. Да вот теперь вижу ошибку свою, надо было написать частота 1гц, извиняйте.
-
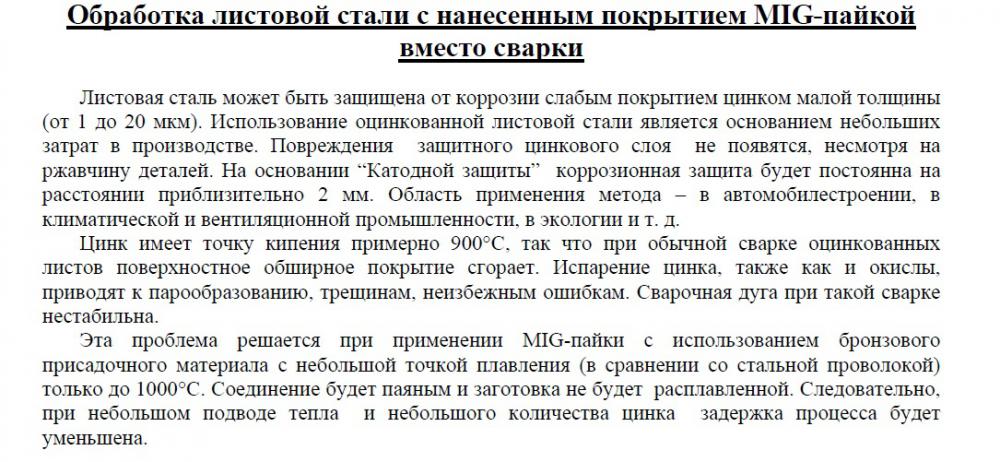
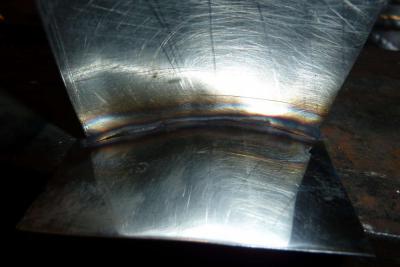
Нерж. S=2мм , наружный угол. шов, самый простой для дуги и сварщика, а вот газовой защите для такого шва , нужно уделить внимание. Сварка на алюминиевой подкладке, без присадки. Режим импульс, основ. ток 100а , баз. ток 20% от основ. , время основ. тока 30% , база 70%, частота 1 герц. Горелка линза + самопальная насадка для удержания аргона в зоне сварки. Побежалости на шве, результат подбора расхода газа.






-
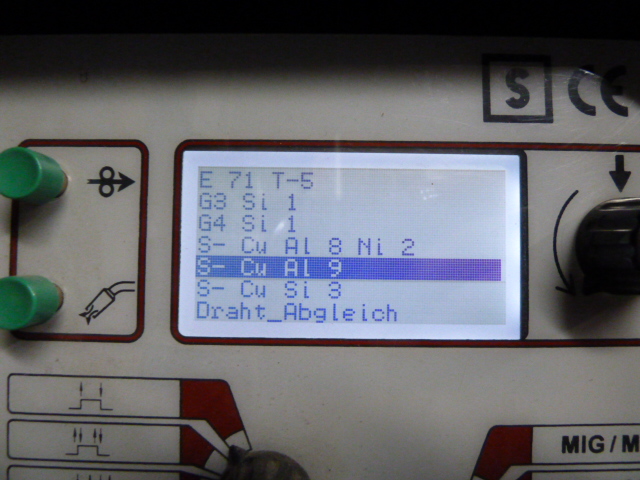
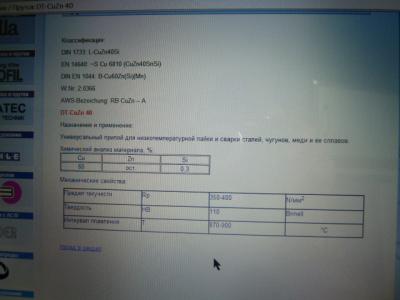
На моём нет такой проволоки . А какое у неё обозначение ( на твоём аппарате)?. Посмотрел в интернете, там в основном цинковая проволока идет для металлизаторов, вот только это нашел А, это практически чистый цинк


-
 Vnuk, с днём рождения!!!
Vnuk, с днём рождения!!! -
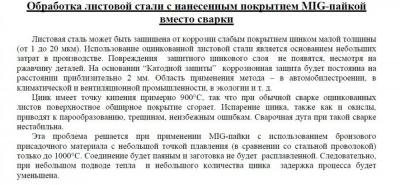
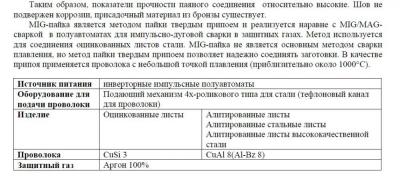
Да нет, он один для всех металлов, производители дают рекламу, что на 30% меньше тепловложение, и значит цинк выгорает меньше. На MobiMig180 пробовал нерж. паять, в принципе не плохо получается. На Highpuls я думаю намного лучше будет, на нем по регулировкам возможностей больше. На твоем если есть в Job такая проволока, значит и программа есть под пайку, и все должно работать.





-
Можно попробовать. Честно , я на своем тоже еще не пробовал. Спец. программы для заварки корня и у моего нет, в КолдАрк и заваривается корень нормально,а особых преимуществ rootArc не заметил.
-
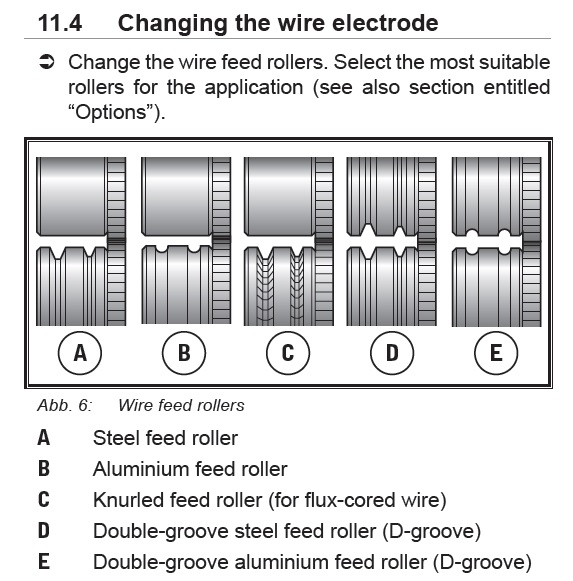
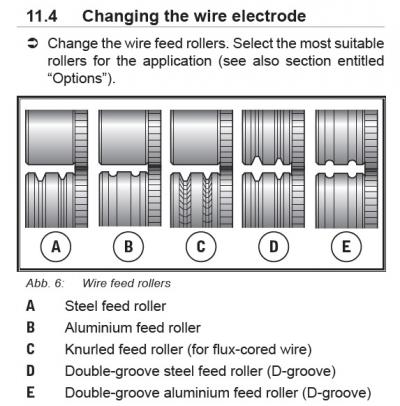
Канавки на ролике да и сам ролик лучше прошлифовать , должна быть точность и чистота поверхности канавки. На свой Highpuls делал под АЛ 0,8мм , мне шлифовали и делали канавки и на прижимных роликах, на рисунке вариант Е. Так получается больше площадь контакта проволоки и как следствие , стабильная подача для тонкой проволоки.
-
Да машины примерно одного уровня. Функционал , тут дело привычки к аппарату, я думаю дай мне сейчас машину как у вас, и я на какое-то время превращусь почти в слепого котенка.
-
Хороша машина! Фирма EWM работает для сварщиков и облегчает их труд. Вот ещё один такой пример.http://youtu.be/xPlv9QmNxLg
-
Да это похоже черная сталь, варенная П\А или плазмой системы Мультиплаз который водочкой заправляется перед сваркой , и потом покрыта лаком. .Тамошние ребята и представления не имеют о микроплазменной сварке, даже слово инвертор написали с ошибками. Вот шовчики нержи от глушителя Субару, здесь фирма может похвастать своими швами.




-
http://www.evrotek.spb.ru http://www.gensvarka.ru
-
Ставьте тефлоновый канал и все будет отлично. Сам люблю использовать проволоку 0,6 на Mobimig, и у меня тефлон стоит. А чтобы не проткнуть канал, вам выше написали что делать. Можно ещё чтобы наверняка не проткнуть, пропихать проволоку в ручную (я почти всегда так и делаю), времени потеряете на пару минут больше, зато за одно проверите проходимость проволоки в канале , руки чувствуют , а подающий пихает не думая.У меня Mobimig протягивает даже 4047 диаметра 0,8мм, а это очень мягкая проволока. Ещё может быть причина запутывания, в очень резком старте подающего механизма и как следствие , мнгновенное утыкание проволоки и борода. Вы даже можете не почуствовать это на 0,6мм. Борьба , настройка начальной скорости подачи при зажигании дуги (если конечно есть такая функция в аппарате.),подстройка напряжения, в общем нужен разумный подход к этой проволоке. Уже наверно пол катушки порезал и в ведро выкинул: Не выкидывайте, наплетите косичек для ТИГ сварки, если нет у вас тига , отдайте её кто пользуется тигом, вам спасибо скажут.
-
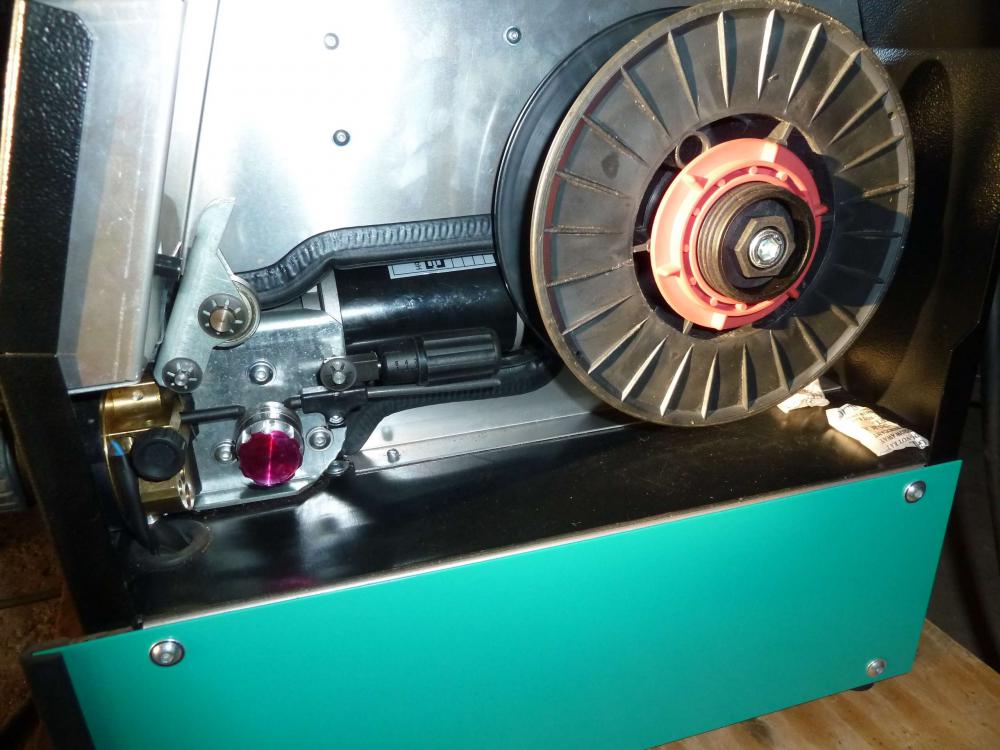
Отпускайте ещё прижим, но прежде надо разобраться с подающем и роликом. На ролике не должно быть дефектов в виде вмятин или раковин, особо это относится к области направляющей канавки и самой канавки. Может у вас большое расстояние от направляющей втулки до ролика, оно должно быть минимальным и направляющая втулка под 0,6 желательно чтобы была пластиковая , а не бронза . Лучше в горелку под 0,6 поставить тефлоновый канал.


-
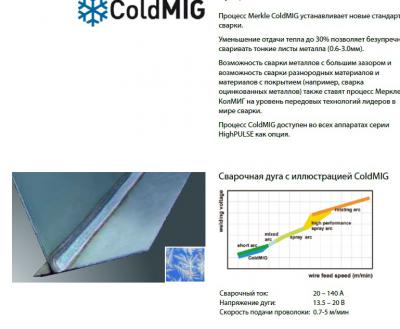
Прогресс идет вперед и уже импульсные П\А справляются с пивными банками. Проволока АМГ5 1.2мм , газ Ar, режим ColdMig. http://youtu.be/eZNsXvdJRks





- 785 ответов
-
- 12
-

-
Моя крутилка, самая простая и сделанная из хлама который валялся по разным углам гаража. На не спешную постройку ушло около недели. Два мотора,один более скоростной, второй тихо ход, меняются за пару минут.






- 61 ответ
-
- 5
-
-
Вам первым делом надо освоить аппарат на более толстом Ал. (оптимальным будет Ал от 2мм до 3мм), а 08 будет потом когда освоите аппарат. Импульсный режим также после освоения аппарата , так как вы все равно сейчас не поймете не чего, как не объясняй. У каждого сварщика свои привязанности к импульсу , кто- то любит побыстрее импульс, другой помедленнее , кто-то пожестче , другой помягче, третий вообще не любит импульс и сваривает Ал 0.5мм без импульса. Гоняйте аппарат в разных режимах и набивайте руку, есть много видео. Видео похожего на ваш аппарата http://youtu.be/eg8CiONbe2s
-
Все правильно сказано, добавить не чего.
-
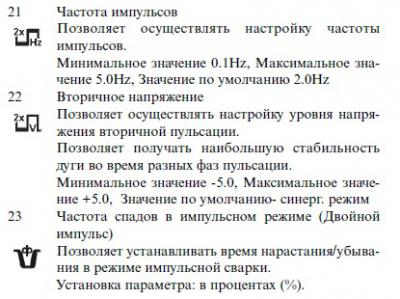
Аппарат от SELCO, Genesis3000MTE, позволяет изменять параметры двойного импульса, по частоте, амплетуде , напряжению и времени нарастания/убывания тока. Аппарат от MERKLE, HighPulse330k, такой возможности не дает, только частоту импульса возможно в ручную изменять от 0 до 100, ( 100й вариант самый медленный по гц.) , а так остальное выставляет синергетика и не какой головной боли , хотя иногда и подмывает что-то подправить ( лучше сварщика не кто не знает , что ему нужно), но для этого надо прикупить программу для ПК (примерно 1500евро) и тогда можно колдовать со своими настроиками.
- 2 ответа
-
- 2
-
-
Фрониус кардинально отстает в этом деле. http://youtu.be/qQKWcywsVuQ http://youtu.be/2xDz5xtHgNI
-
Почему идиота? Очень классная вещь. Этот монстр многим современным даст фору. Каков только звук у него при сварке, больше нет такого звука не у кого, неспешный величественный рык тигра, который чувствует свою мощь. А импульс , просто повернул ручку базового и основного тока ( по времени можно в разных положениях) и все готово и продуманный спад подъем тока , так чтобы у сварного не вылетали глаза от мельтишения этого импульса, и не надо не какие % вычеслять . Умели делать однако.
- 61 ответ
-
- 4
-
-
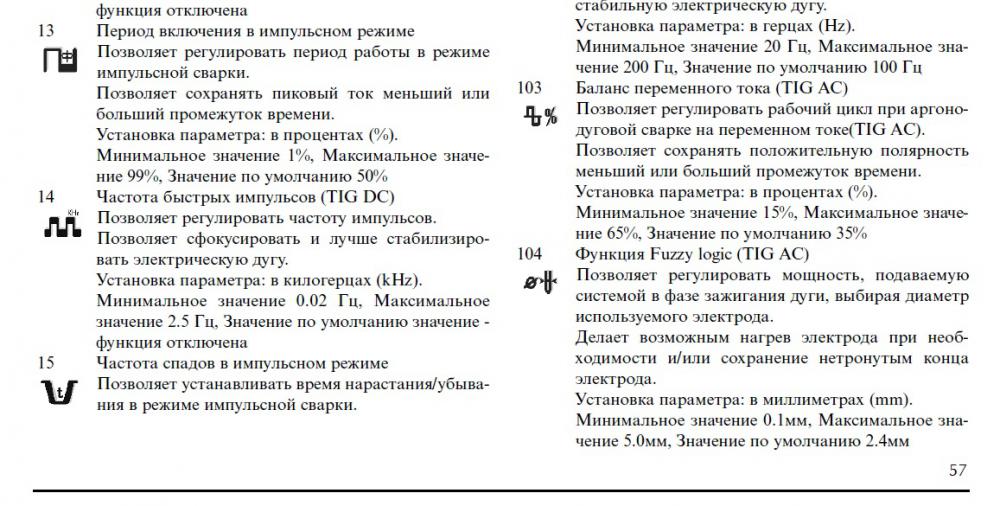
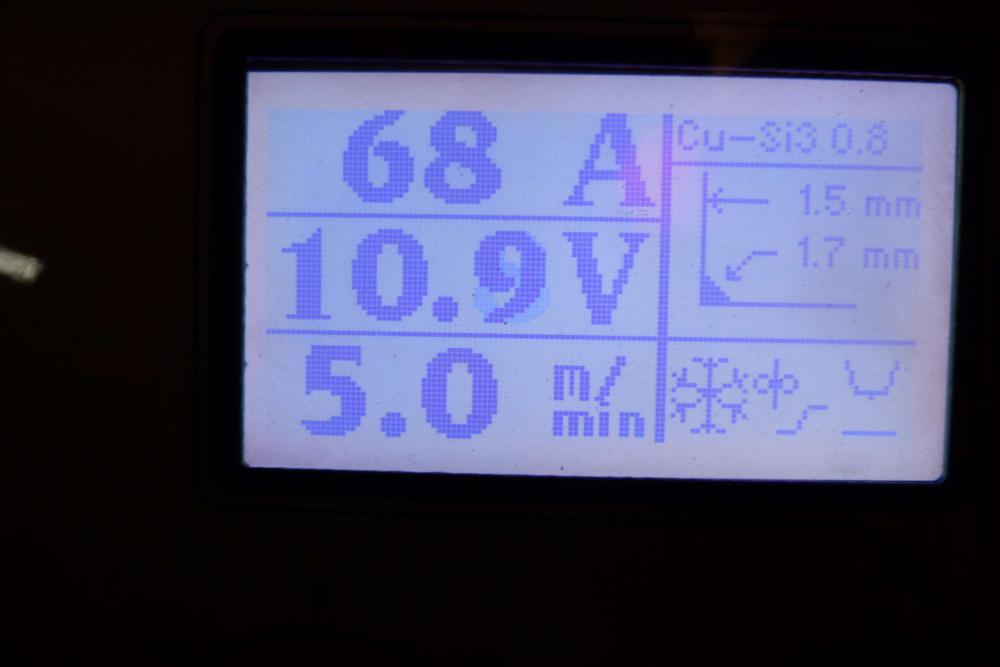
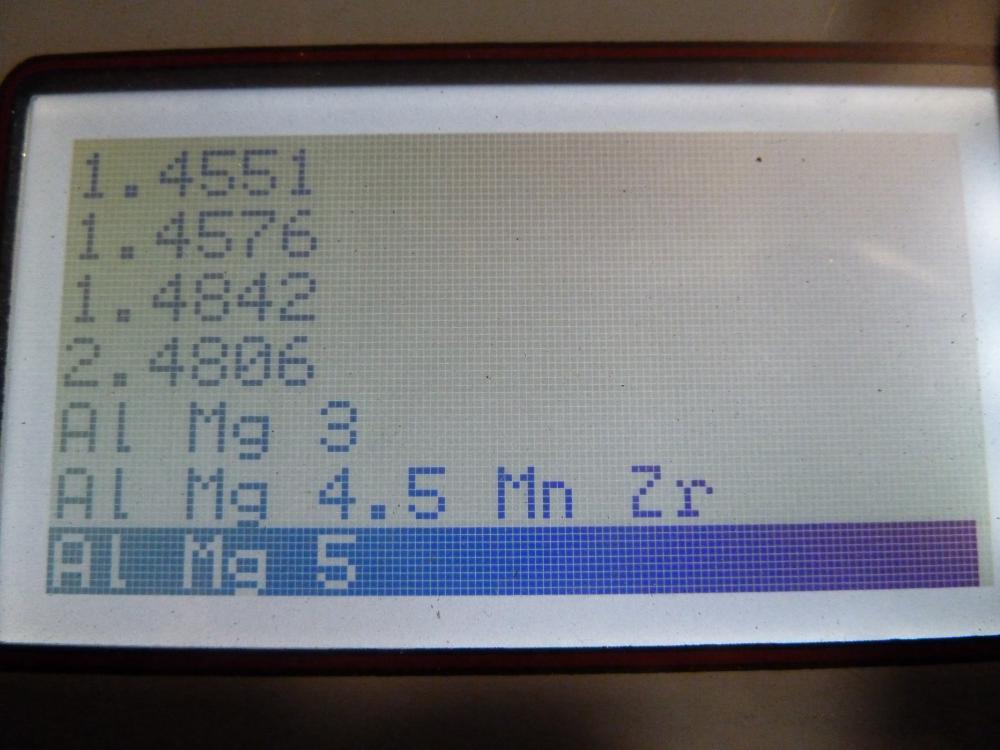
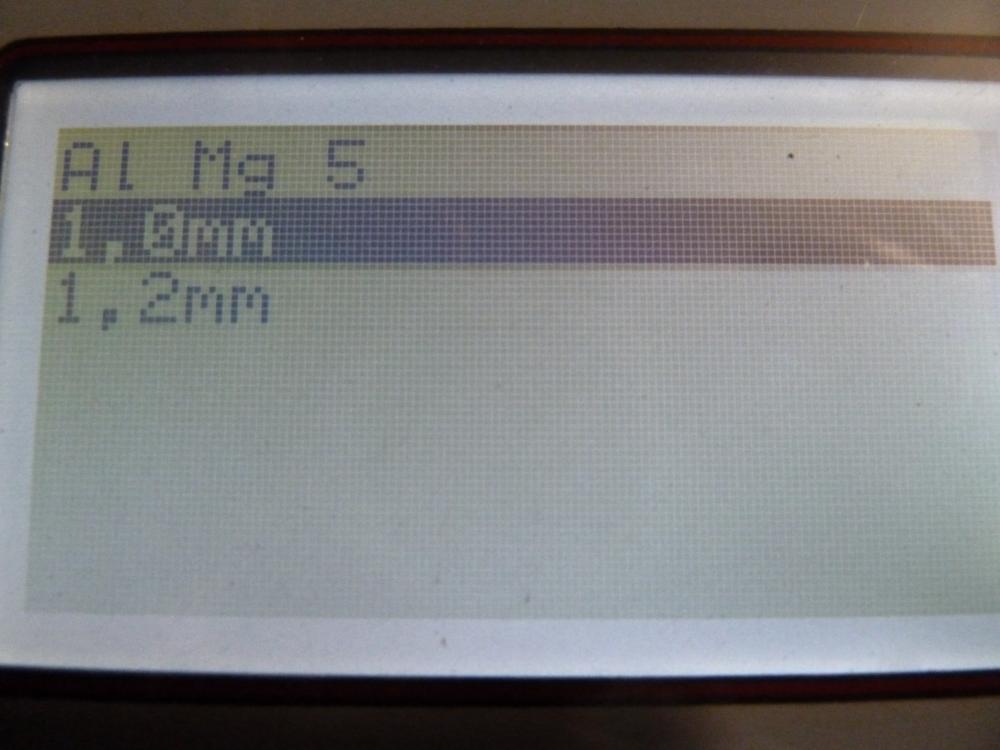
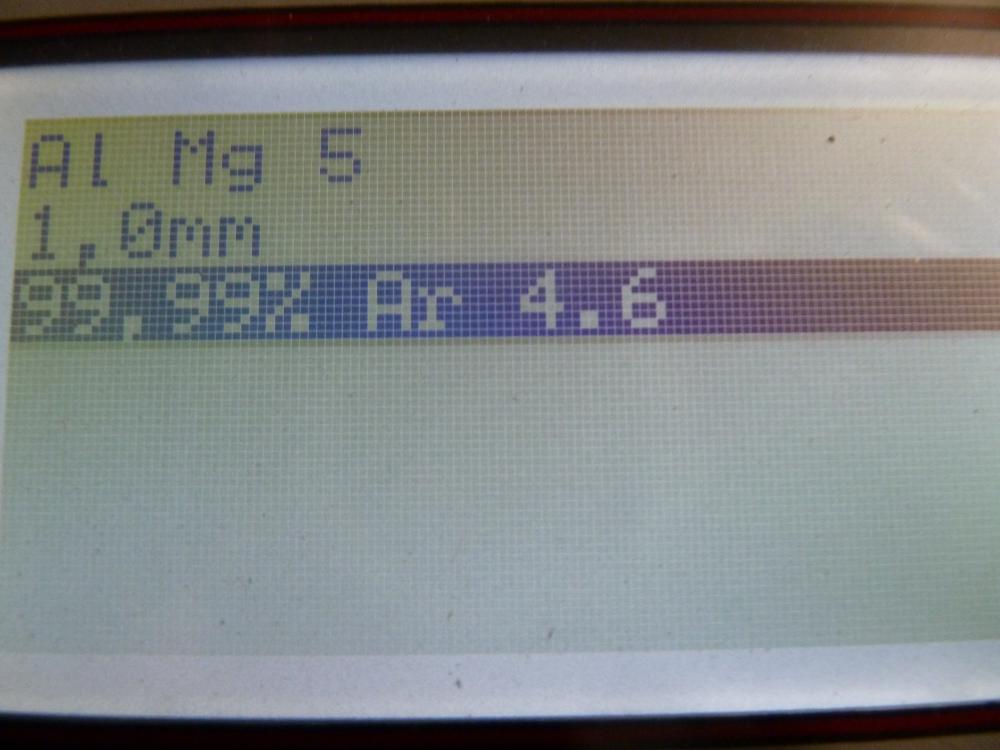
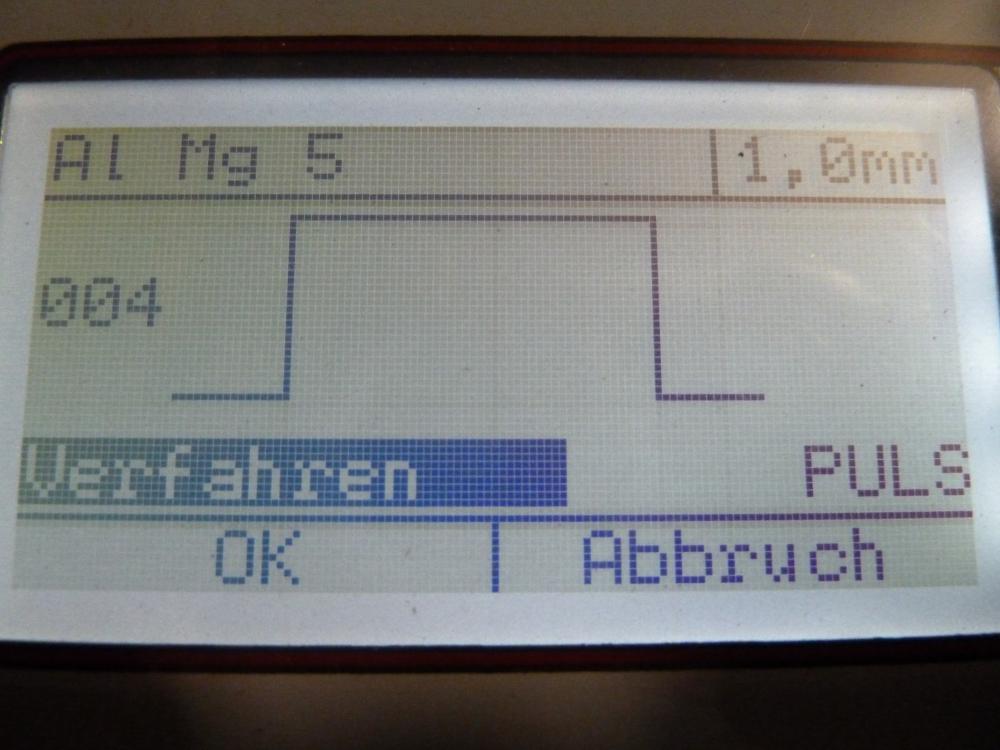
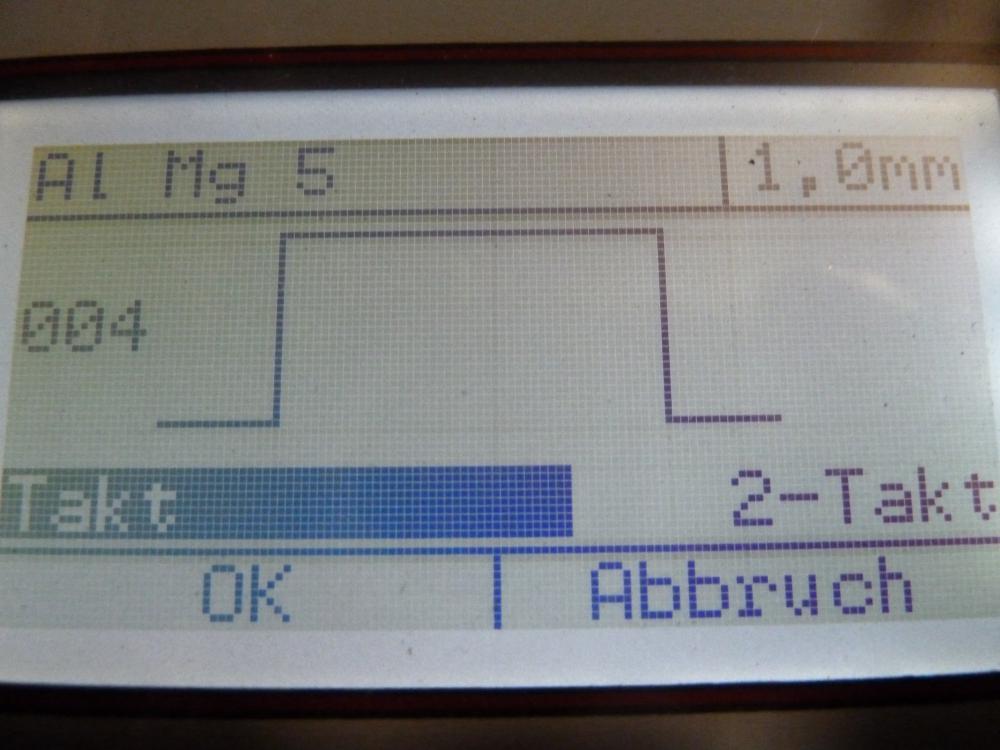
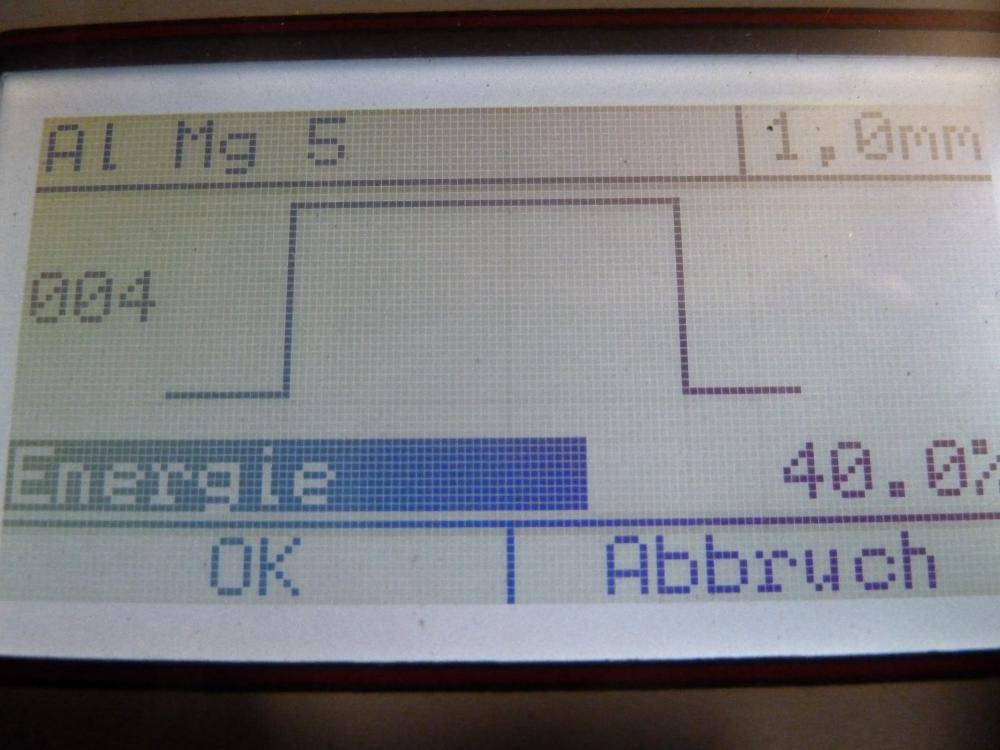
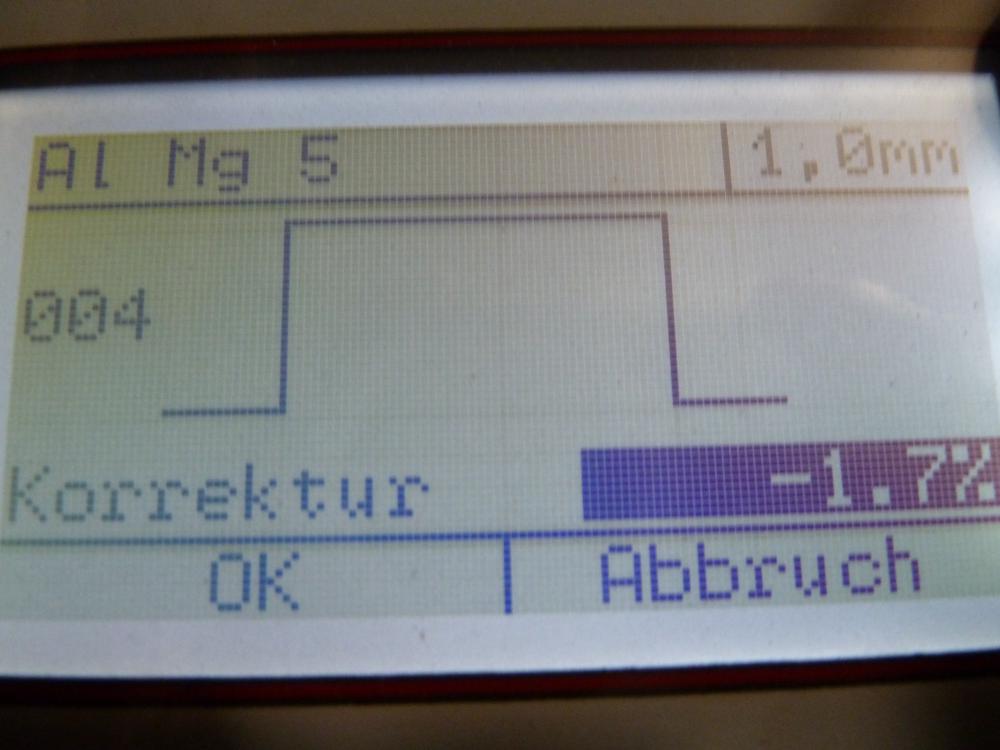
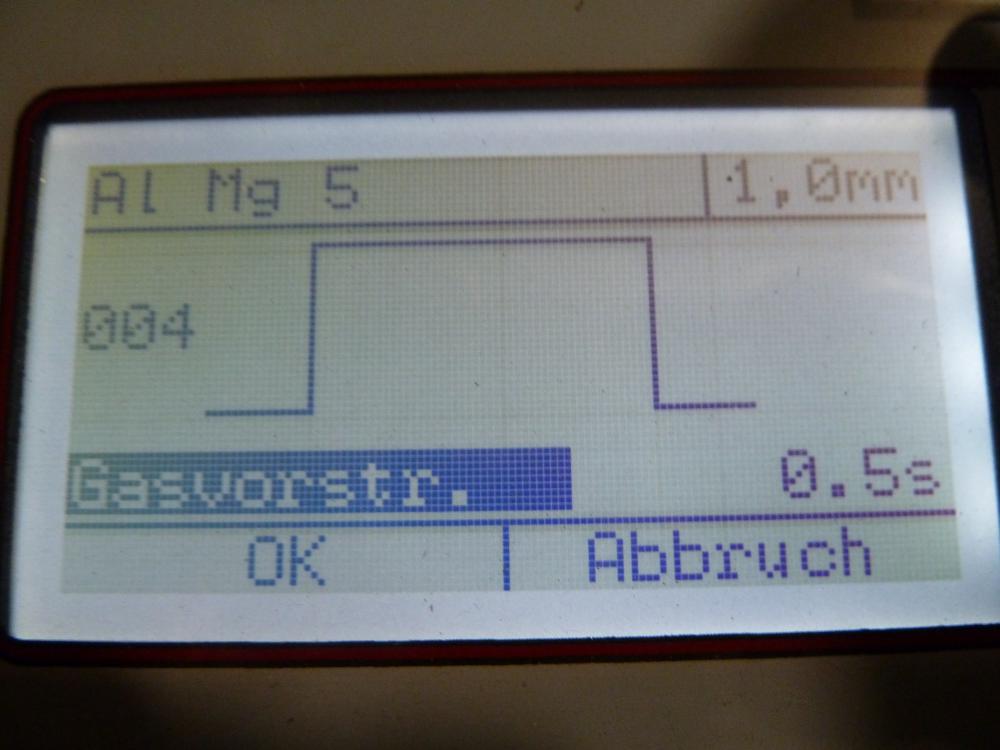
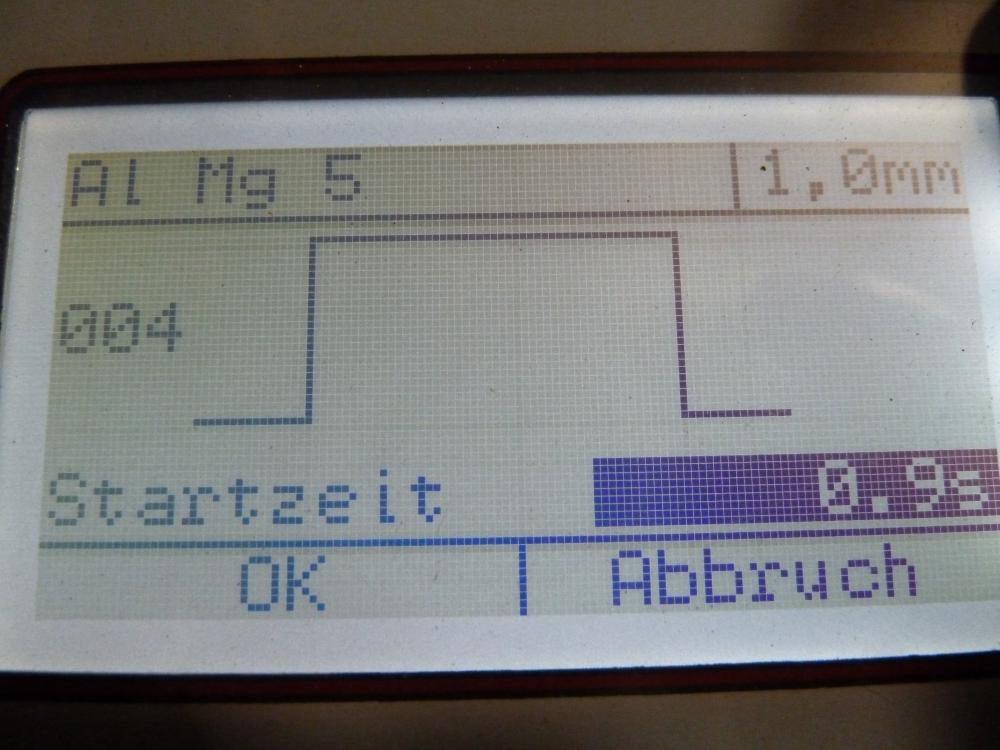
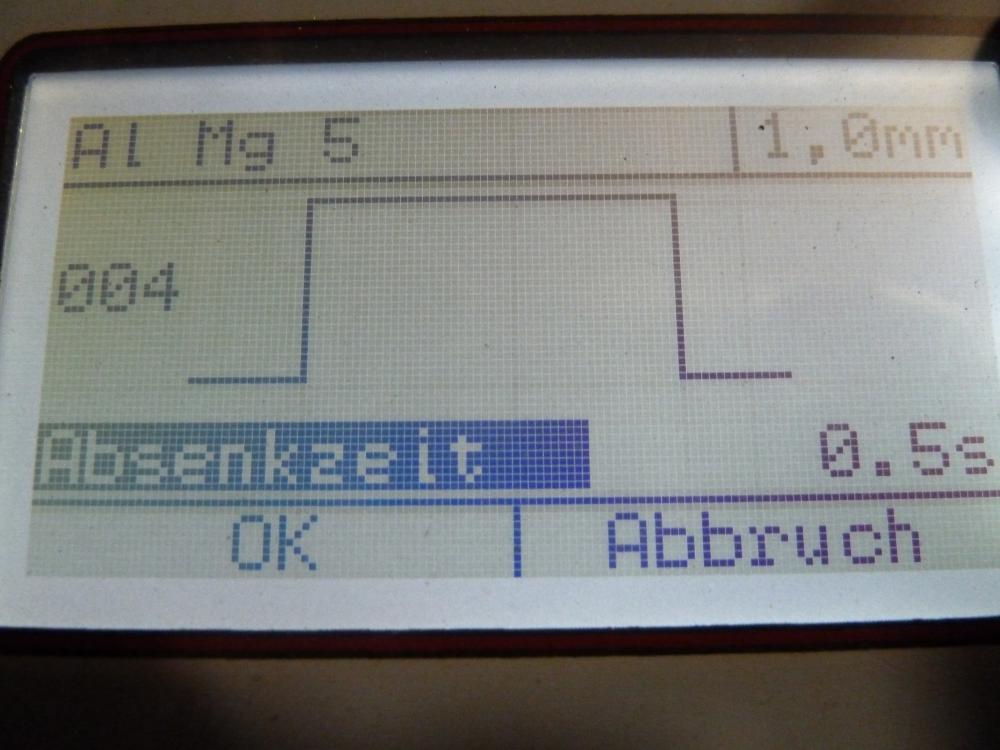
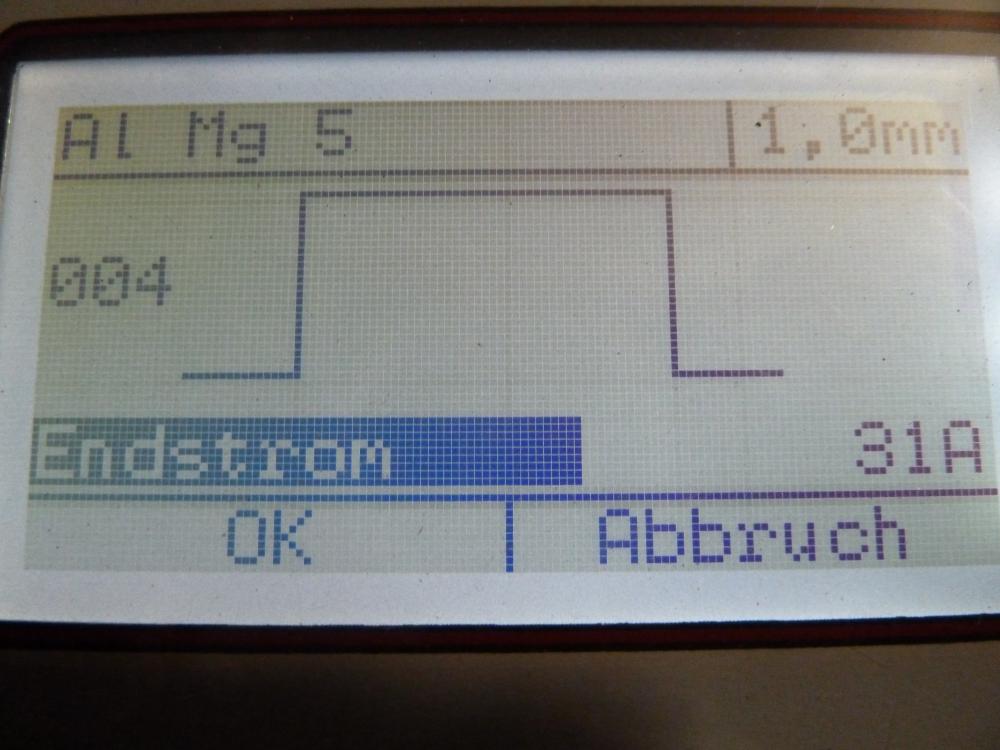
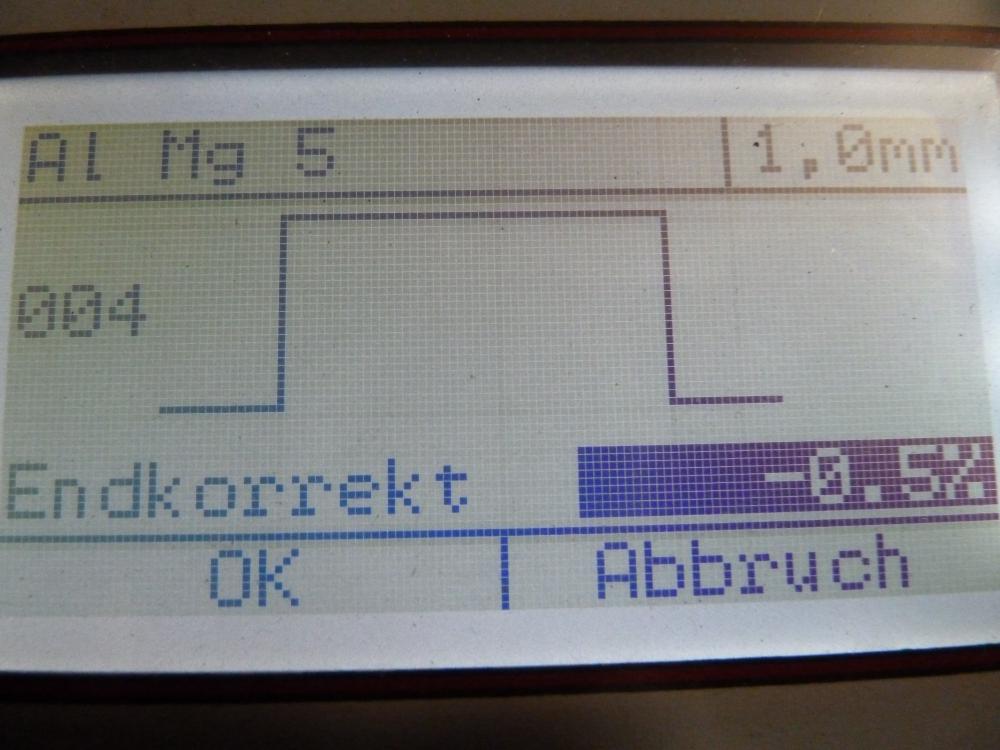
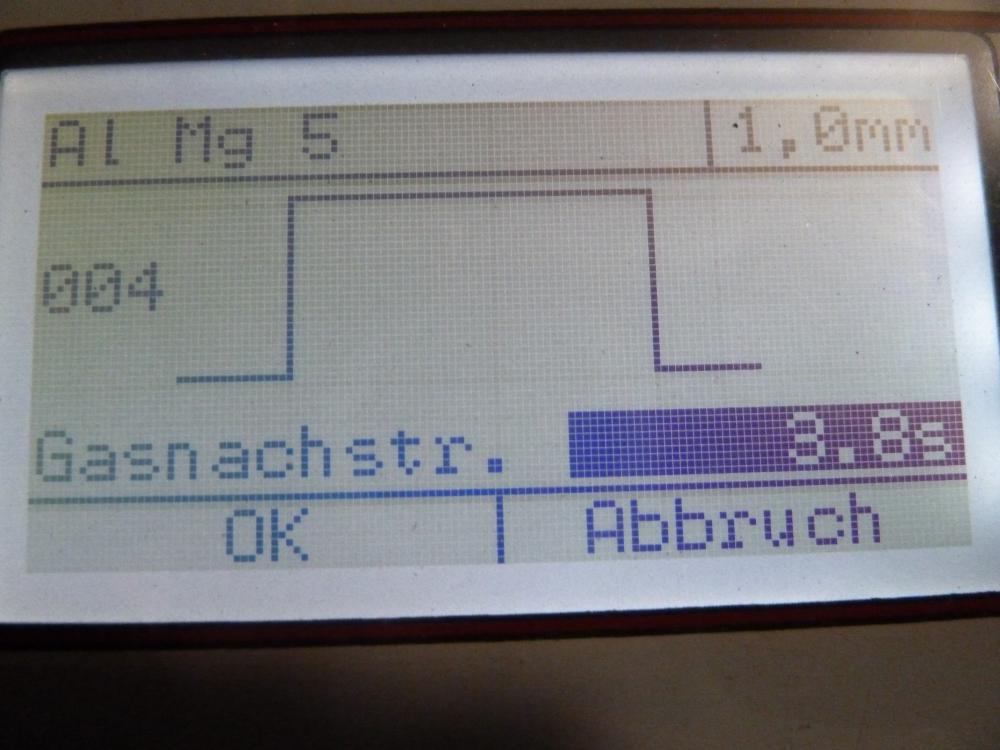
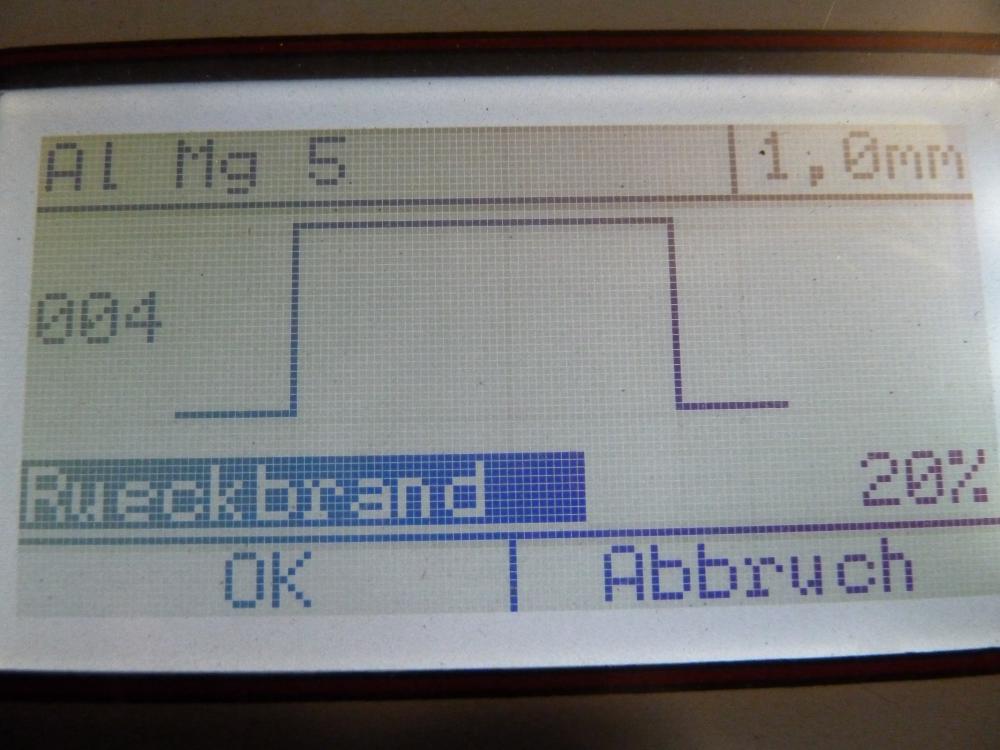
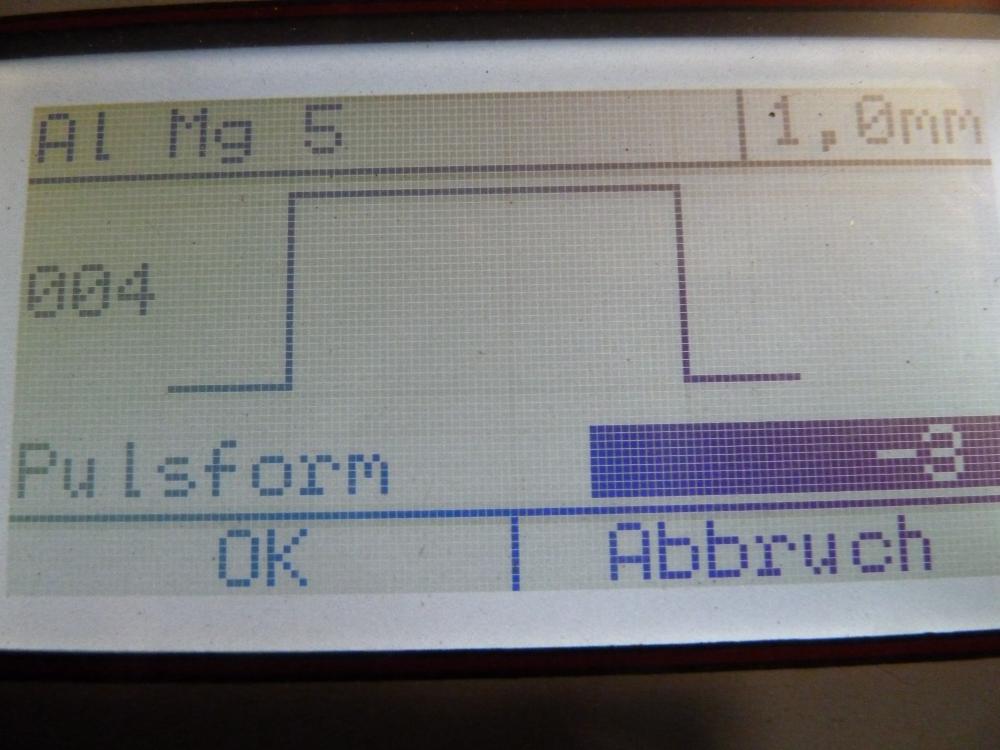
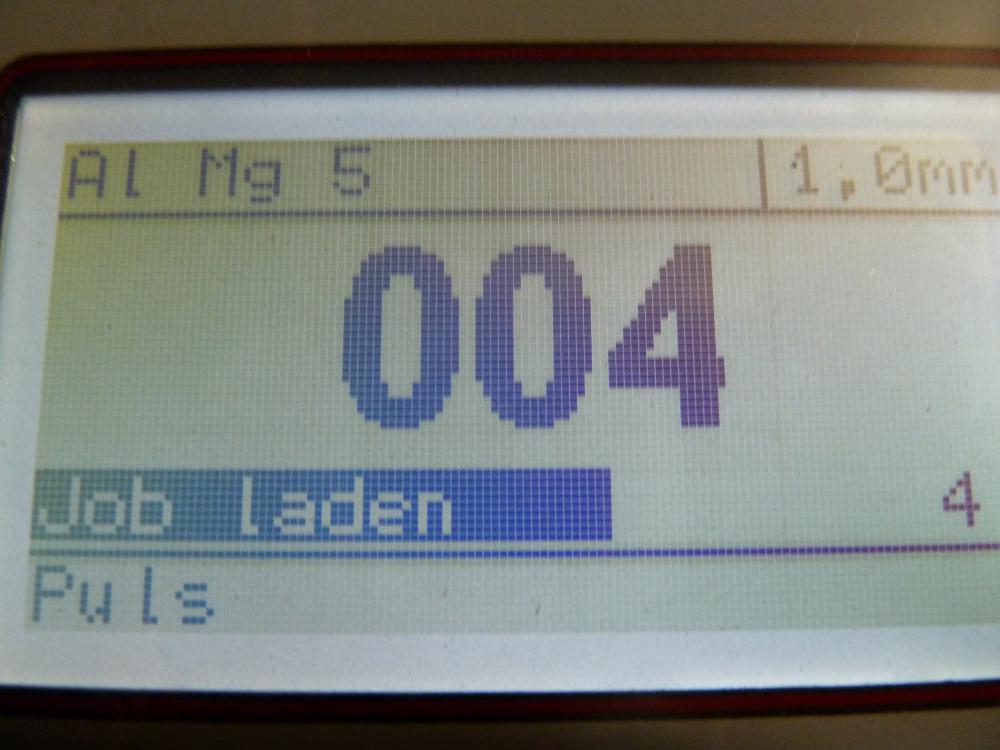
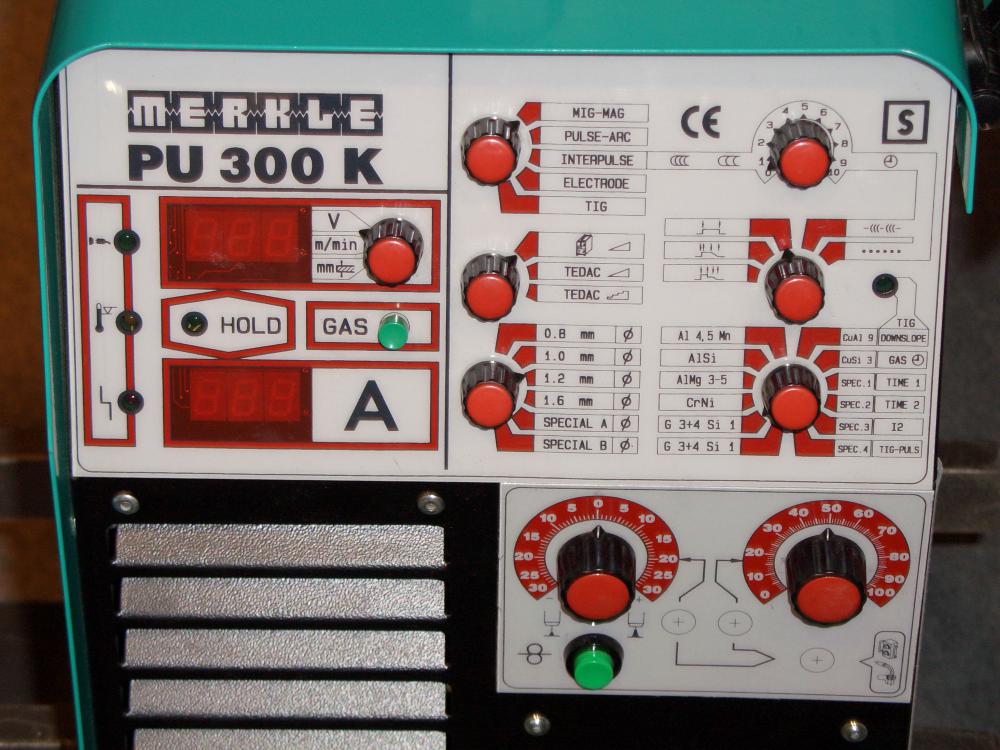
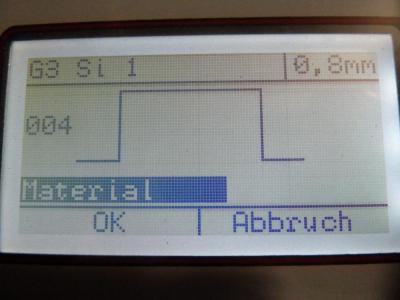
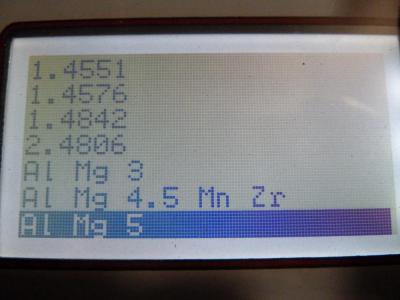
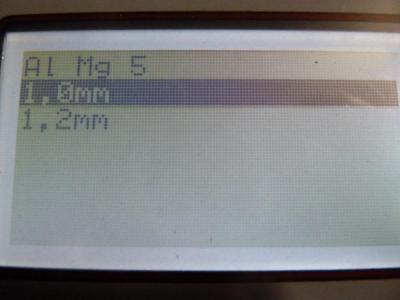
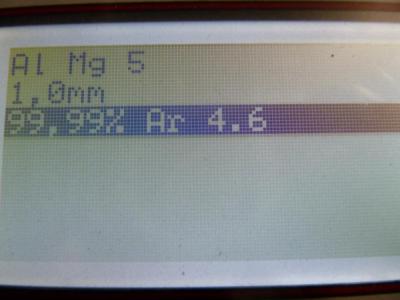
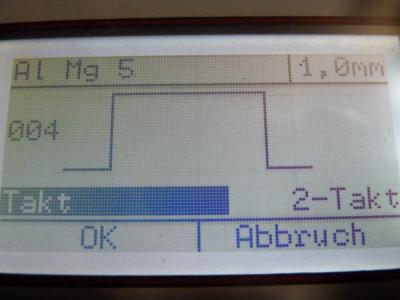
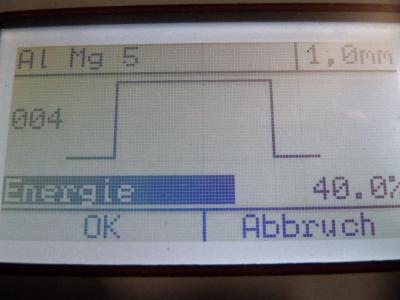
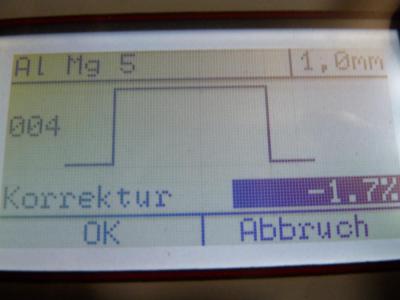
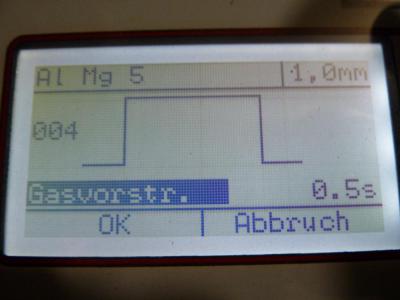
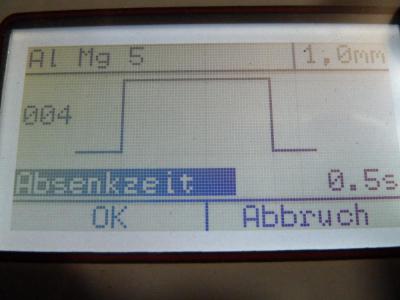
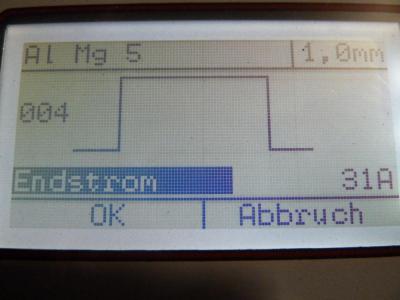
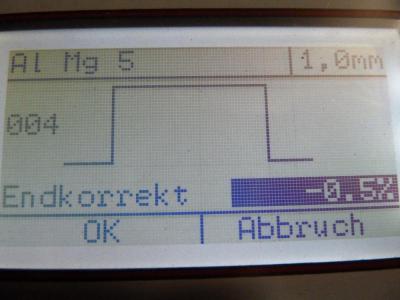
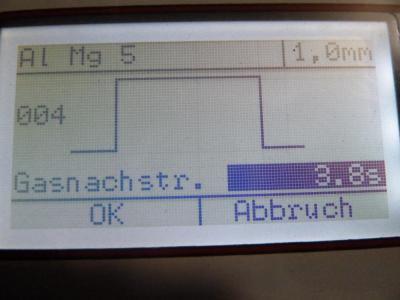
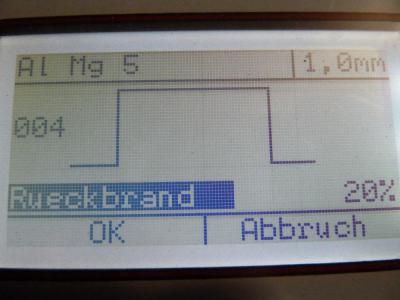
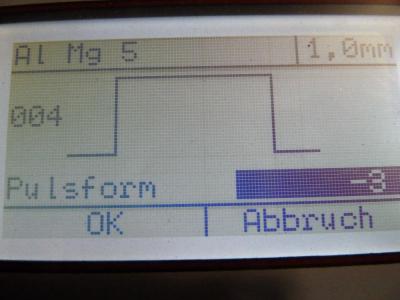
Если уж открыта тема MERKLE, то хочу поделится на примере HighPulse330k как настроить JOB (сварочное задание) , инструкция от MERKLE очень скудна , а немцы предложат пройти курс обучения за 400 евро в Мюнхине http://www.merkle-muencheh.de Так начнем. Выбираем сварочное задание, оно у нас будет под №004. Но на нем стоит проволока G3 Si 1, нам надо изменить на AL Mg5 Выбираем материал Диаметр проволоки и газ Режим сварки будет пульс Управление 2х тактный Энергия сварки 40% Корректор напряжения основного тока поставим -1,7%, после стартового тока проволока прогревается и чтобы сохранить неизменной длину дуги, корректор ставим в минус. Диапазон регулировки от -30 до +30%, с шагом 0,1% Предгаз, в нашем случае 0,5 сек. Время стартового тока Стартовый ток Стартовый корректор Время конечного тока Конечный ток Корректор конечного напряжения Постгаз Отжиг проволоки Форма импульса. Диапазон -10-0- +10. Минус жесткий импульс, плюс мягкий Сохранение задания. Машина будет сохранять и без укоризненно исполнять все настройки Что получилось вольтаж, амперы Скорость подачи проволоки Толщина свариваемого материала









-
Да предшественик , и практически такой же , нет только сохранения JOB (заданий ) , но зато есть импульсный DC тиг, на High Pulse тиг без импульса. Фото 2006 года с выставки WELDEX, и для сравнения High Pulse330k 2008 года Ну и пару швов АМГ5 пробных





-
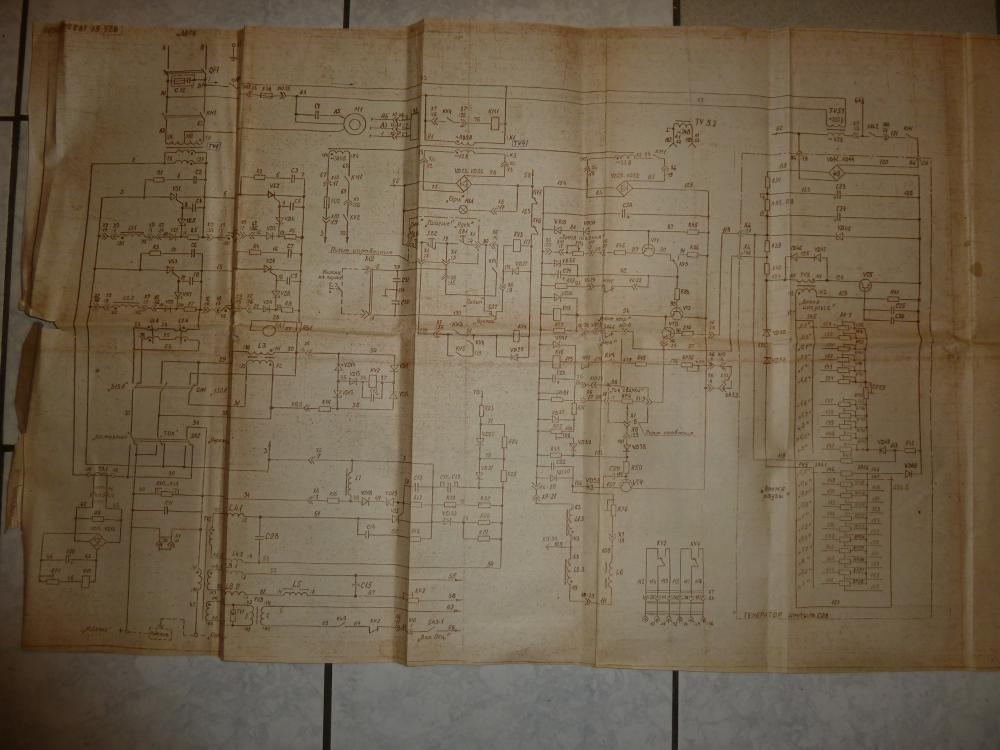
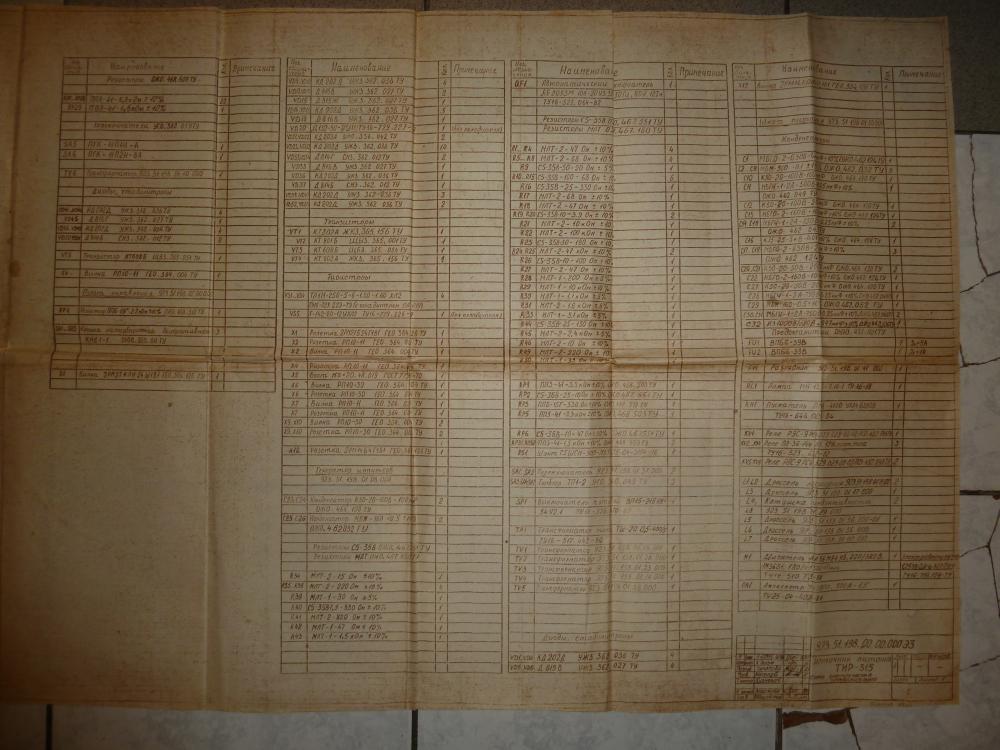
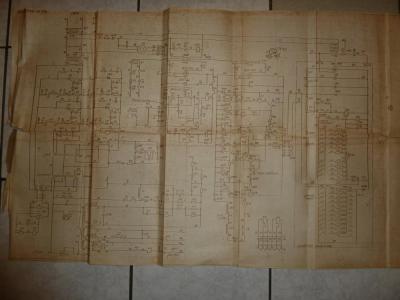
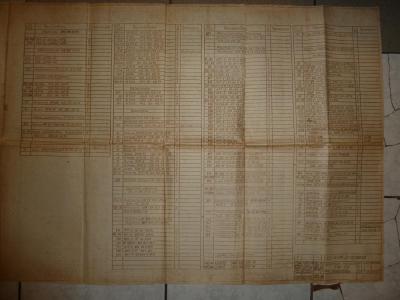
Схема и перечень деталей к ней. Фото на моем ПК увеличиваются и все видно по детально, но не знаю возможно ли это будет после загрузки на сайт, тогда подсказывайте мне каким образом можно передать без потерь . В паспорте нечего интересного нет, номер аппарата, приемка ОТК, ежегодное осведетельствование.
- 61 ответ
-
- 1
-