selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Костя, Игорь не стоит благодарностей , Вы бы и сами к этому поздно или рано пришли. Можно еще и на спаде такое Г варить , вот патрубок он же и кронштейн генератора , материал полное Г и при выпрессовке патрубков лопнул окончательно пополам. Сварил 4043 Форсаж500 и спад были задействованы так как импульсу просто негде на нем развернуться.








-
@SergDemin, @AKeeper, Вот еще в советское время когда мотокроссом занимались и ребята с МАИ (Московский авиационный институт) варили рамы из 30хгса , т ак как рамы от чехов были слабенькие и не выдерживали нагрузок они даже в инструкциях писали замена рамы после 2х интенсивных гонок, но это у них. А у нас варены переварены были и это сейчас тиг и па есть а раньше не у каждой команды была возможность и варили мма и какими попадя электродами а то и вообще газосваркой . Так вот как то раз слышал краем уха что варились рамы в кондукторе обычным ПА про проволоку коя применялась не слова , после обычный отжиг горелкой, недельный перерыв и последующее закалка и отпуск в печи. Рамы МАИ были просто супер и ребята даже продавали но денег стоили больших и не каждому по зубам было. http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1236936692
-
О в свое время, это чудо техники не отработало и неделю у меня и было с большим успехом заменено на ТИР315 , директор фирмы по сварочному оборудованию пошел на встречу и просто поменял мне одно на другое хотя второе в два раза дороже было и прям при мне дал указание отправить это чудо на "Родину" и разорвать контракт с ними. А чего остерегаться если аппарат купить с новой прошивкой то и обращаться думаю не придется . DC ток хорош и 315й выдаст и под 200А со 100% ПВ , и импульс тоже не плох , конечно не Selco коем я набалован но довольно современный. А вот здесь вы сильно ошибаетесь и в последующем будете жалеть что не хватает "наворотов АС тока" , кстати сказать на Форсаж они довольно круты и даже по некоторым показателям обходят мой любимый Selco.
-
Костя , да "черную дыру" в соте чем угодно можно главное условие "герметичность" , но 4047 немного проще температура плавления у него пониже . Но и это не главное так как у соты температура плавления выше и если ее не расплавить то и "герметичности не будет , но она тонка и это как бы не страшит , а страшит "жидкость " остаточная в соте коя и не дает варить как положено и вот с ней "война" по полной программе должна идти , соту разжать выжечь и высушить ее внутри (с этим справляется фен отлично настроенный на 300гр.) и потом поскрябать ее внутри чертилкой или еще чем подходящим и продуть ну и теперь можно варить (паять, я не пользуюсь) проводом , 4043, 4047 или даже 5356 главное герметичность. http://aluminium-guide.ru/temperatura-plavleniya-alyuminiya-i-alyuminievyx-splavov/

-
 Конечно и даже покажу фото а мож и видео импульса сделаю и любой результат будет на вебсварке отрицательный или положительный в копилку чтобы все понятно было и лишний раз другим на "грабли" не наступать.
Конечно и даже покажу фото а мож и видео импульса сделаю и любой результат будет на вебсварке отрицательный или положительный в копилку чтобы все понятно было и лишний раз другим на "грабли" не наступать. -
Сергей, видел на выставке от Есаб электрод правда нерж но марку не скажу, так вот брызг 0 , шлак сам к верху отслоился , шов соломенный и катет вогнутый чуток, то есть если бы не видел что ММА работали то шов бы сказал что ТИГ положили.
-
На заводе ,а вообще в инете наверное есть и даже уже готовые составы из других более современных и щадящих природу компонентов , нужно просто поискать. Говорят "крот" который чистит канализацию травит на ура , но у меня опыту по нему нет просто не доходили руки попробовать.
-
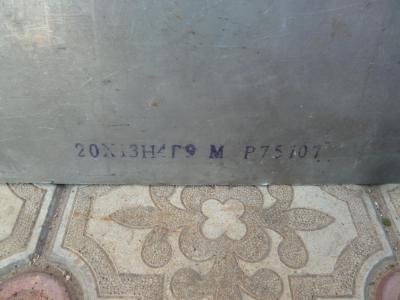
Сергей , вот про сей вопрос (присадок) я сразу и задумался , придется Форсаж в сторону отставить и старого друга Итальянца включить в сей процесс у него с импульсом можно все что угодно "натворить" и 1мм 20х13 это для него "семечки" и возмет он ее на ура без присадка. Ну и я постараюсь и опыту прибавлю в копилку.
-
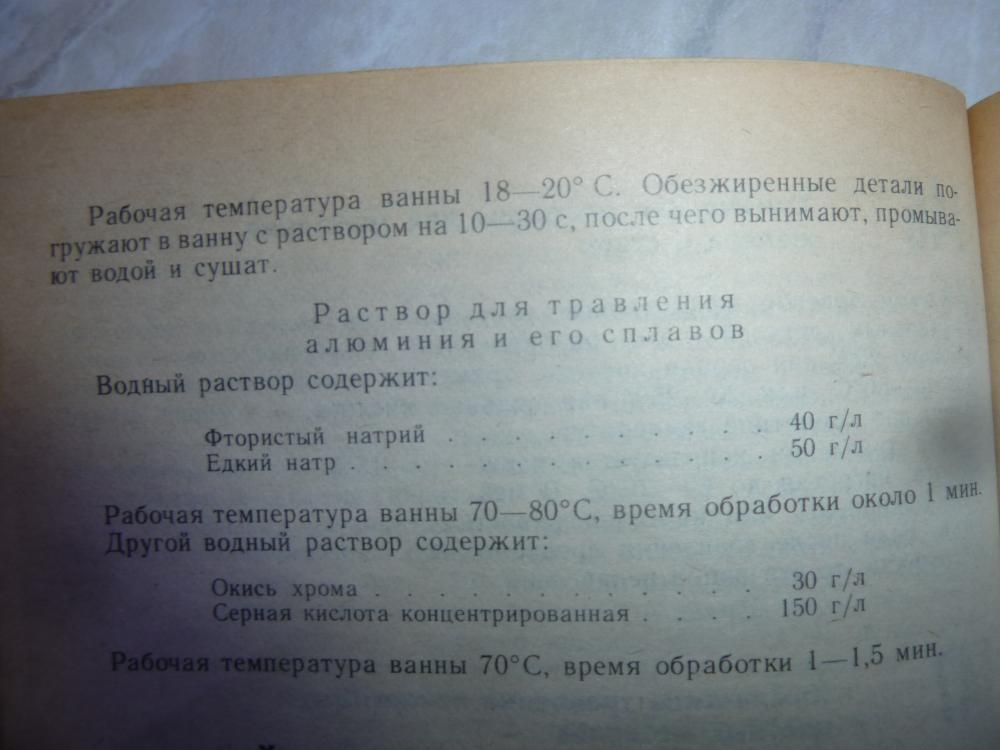
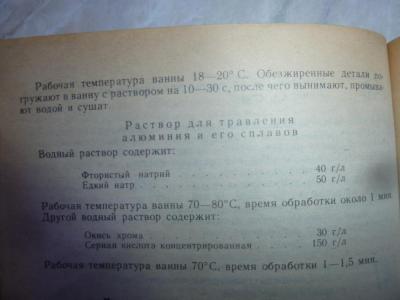
На заводе конечно ванна под присмотром термодатчика была и подогрев автоматом включался. В домашних условиях это не критично , да упадет температура и травиться на десять мин. дольше будет и можно чуток подождать и устроить "перекур". Видео выше есть и в начале баночки с хим реактивами показаны для травления Ал.

-
Георгий мало и 1000р сколь ты раз кнопкой клацнешь , аппарату от этого не кайф да и аргону улетает . Смотри мне сегодня что принесли , крепление генератора от Хендай S35 и через него в добавок тосол течет , так вот лопнул и хозяин в Москве сварочных контор пять объехал и цена на ремонт была от 7000р это высшее и 5000р это низшее , привез ко мне сварю ему за 2 с полтиной .


-
Сергей по подробнее , просто сегодня притащили кусок нержи под бачек 250х250х500 с такой маркировкой не магнитится , но такову не варил и что то интуиция подсказывает что с ней будут трудности .

-
Александр , в видео держал минут 5 не больше. А вообще все зависит от концентрации раствора его температуры (при темпер 80гр. обжирает все и очень быстро) и потока жидкости. Поясню, на заводе были ванны размером 2000х2000мм и глубиной 700мм подогревались до 80гр. и имели циркуляцию жидкости то есть она ходила по кругу и часть ее фильтровалась . Но самое главное что при таких условиях 100% результат и все это дело по времени вместе с осветлением занимало 10мин не больше . Был случай ребята без ведома женщин- хозяек опустили что то от мото травиться и на пол часа ушли , но и ясно что через полчаса они деталь не нашли она просто растворилась. Если деталь большая то и пшикалка пойдет и кисть (я в основном кистью) и можно даже так например деталь чуток подогревать газовой или паяльной лампой и тут же кистью наносить раствор или пшикалкой и результат будет приблизительно как в ванне или ведре , только после раствора обязательно промыть обильно и желательно теплой водой.
-
Ну здесь не критично и не стоит переживать или завтра импульс включите и можно исправить это дело и можно будет ,
-
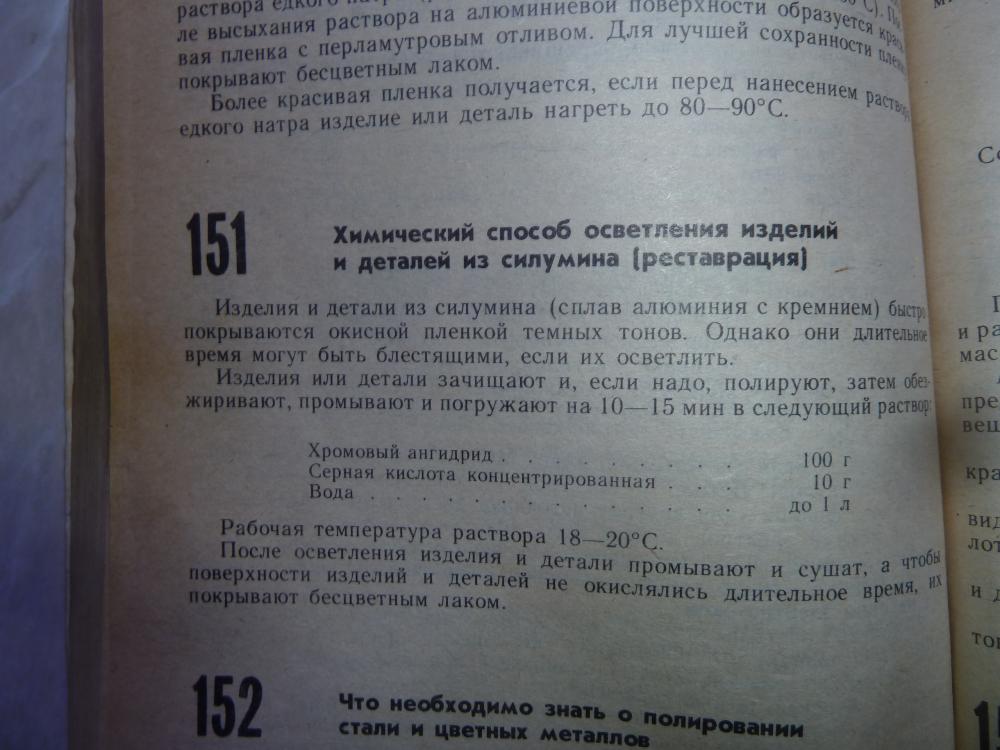
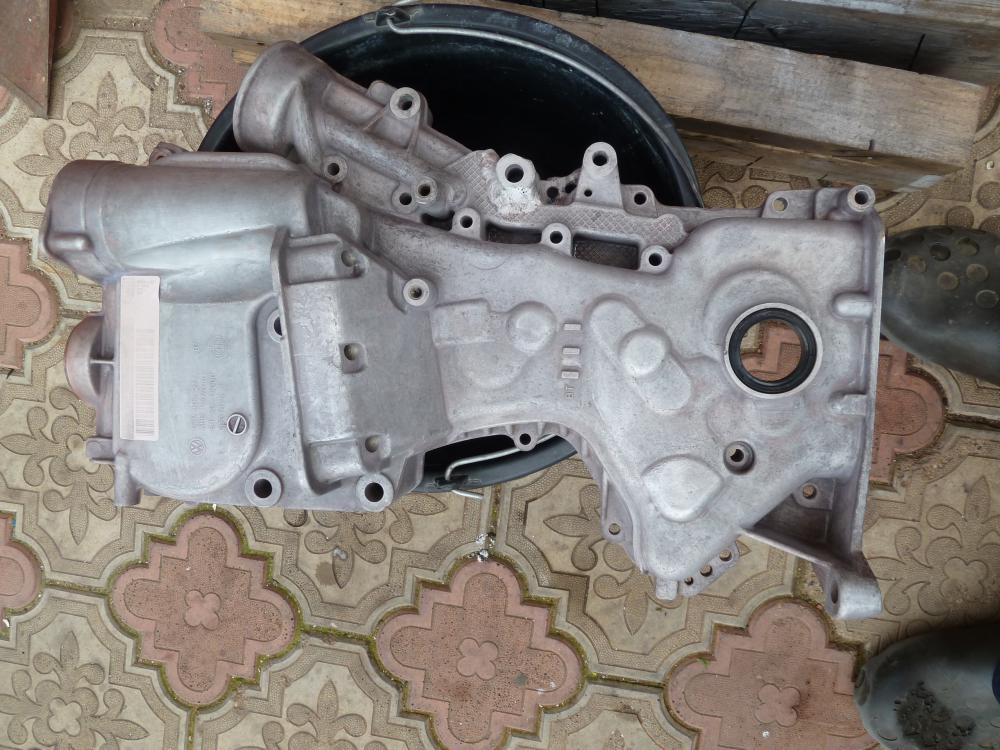
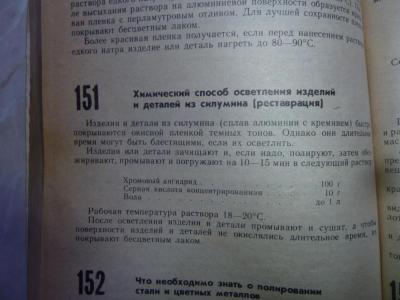
И вдогонку поговорим как бороться с такой "нечестью" на примере вот этой крышки которая при осветлении начала омедняться и Точмаш 23 вчера правильно сказал "вторичный Ал сплав (других образцов фото нет ) которую до меня варили и почти превратили в губку с порами . Конечно как следует все вырезать и вычистить и вот далее в помощь импульс режим (он оказывается не только для красивых швов) мощный удар импульса и присадку одновременно в разделку и далее пауза кою надо подобрать так чтобы она поддерживала ванну и в тоже время "успокаивала" металл и дело пойдет. Вот как то так , когда делать нечего надо брать вот такое "Г..." и ставить эксперименты и параметры в тетрадь а у кого крутой аппарат то в него забить.








-
Да чего бояться если сплав "не правильный" так и сказать да и крышка эта копейки наверное стоит , раньше вроде все раздельно продавалось но сейчас не знаю может в комплекте с картером коробки.
-
АЛ35 или АК12М2 , должно вариться нормально . Все зависит от отливки и ее качества нарушают технологию литья и таблетки от шлаков не кидают , сейчас ссылку чуть позже скину. Вот на соседнем форуме один заварил просто и хорошо но тремя сообщениями ниже человек говорит что тоже 3 часа бился и больше не возьмет. http://www.chipmaker.ru/topic/28042/page__view__findpost__p__2771793 http://www.chiptuner.ru/content/gbc_al35/
-
@AKeeper, О , это совсем не дорого. Я свою на выставке в 14г покупал за такую же цену , в магазинах она была от 9р до 11р.
-
Виктор, я как понял по фото что это не перегородка , а ребро жесткости ?
-
@AKeeper, Про масочку чуток что на фото , вроде что то похожее у ЕСАБ видел.
-
Столь сейчас сплавов развелось что этот способ устарел наверное . Обычно при травлении или чернеет весь это в основном дюраль или торцы это АМГ, не чернеет чистый Ал и АМЦ и не требует осветления , но коричневого цвета не разу не видел , серый да есть это на кремневых сплавах . Осветлять после травления можно все и вот у меня как бы универсальный осветлитель я даже не знаю что в нем намешано ему лет 15 и работает по сей день. Но попадаются сплавы больше от авто которые не осветляет он , то есть осветляет но не до конца. А вот крышка от Фольксвагена при осветлении начала омедняться . На заводе были три или четыре ванны для осветления и все с разными растворами и осветлить можно было все до состояния нового металла.



-
А что вам сказали про аппарат , то есть опять к ним отправлять .
-
Проводочка на нем три и у моего конденсатор стоит в виде подушки синего цвета но маркировки нет или стерлась или изначально ее не было. P.S. У вас похоже он уже не "русский" и может по другому без конденсатора.
-
Я думаю не чего страшного не будет и гофра отработает свой положенный срок и выйдет из строя раньше шва. Кстати на своей вырезал катализатор и обварил CuSi3, но это я уже изгалялся и для себя . Катализатор из нержи и приварен был ПА на заводе к черной трубе и обычной проволокой и опосля слой Ал напыленный.




-
Два года где то назад привозили что то подобное все перегородки выломаны и вскрытие с двух сторон . Услышав мою цену (со скидкой) в 25к.р. , сказали мы оставим пока у тебя но работу не начинай может новый купим. Через пару дней узнав цену в Москве на фирме по сварке новых баков в 2 евро за литр объема , решили ремонтировать старый.