selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
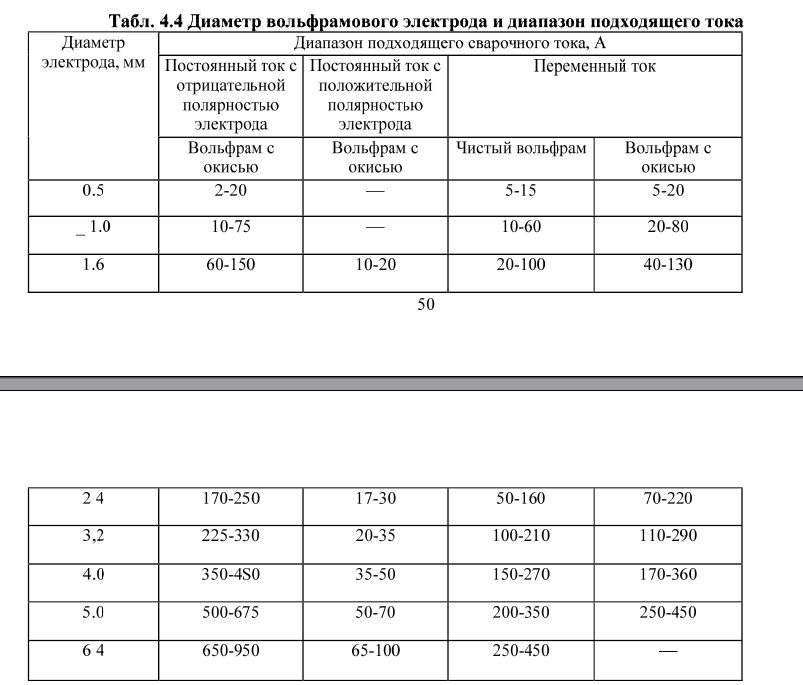
 Аппараты конечно разные бывают , одни и 3А держат очень уверенно да при том с электродом 1-1.6мм , а вот другие не могут и 5 и даже 10А удержать и все же прежде чем искать "блоху" в таком аппарате , стоит попробовать поиграться с диаметром и маркой вольфрама и вот под ток 5А вообще то диаметр электрода должен 0,5мм быть . Впрочем чего варить на 5А и даже пивная банка требует не меньше 17А ,,, ну если две проволочки меньше 1мм сваривать меж собой .
Аппараты конечно разные бывают , одни и 3А держат очень уверенно да при том с электродом 1-1.6мм , а вот другие не могут и 5 и даже 10А удержать и все же прежде чем искать "блоху" в таком аппарате , стоит попробовать поиграться с диаметром и маркой вольфрама и вот под ток 5А вообще то диаметр электрода должен 0,5мм быть . Впрочем чего варить на 5А и даже пивная банка требует не меньше 17А ,,, ну если две проволочки меньше 1мм сваривать меж собой .
-
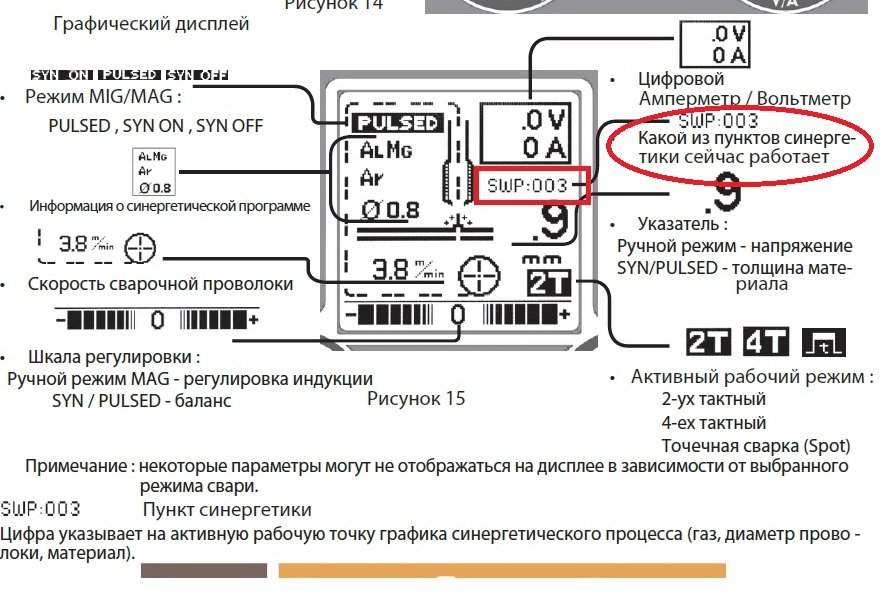
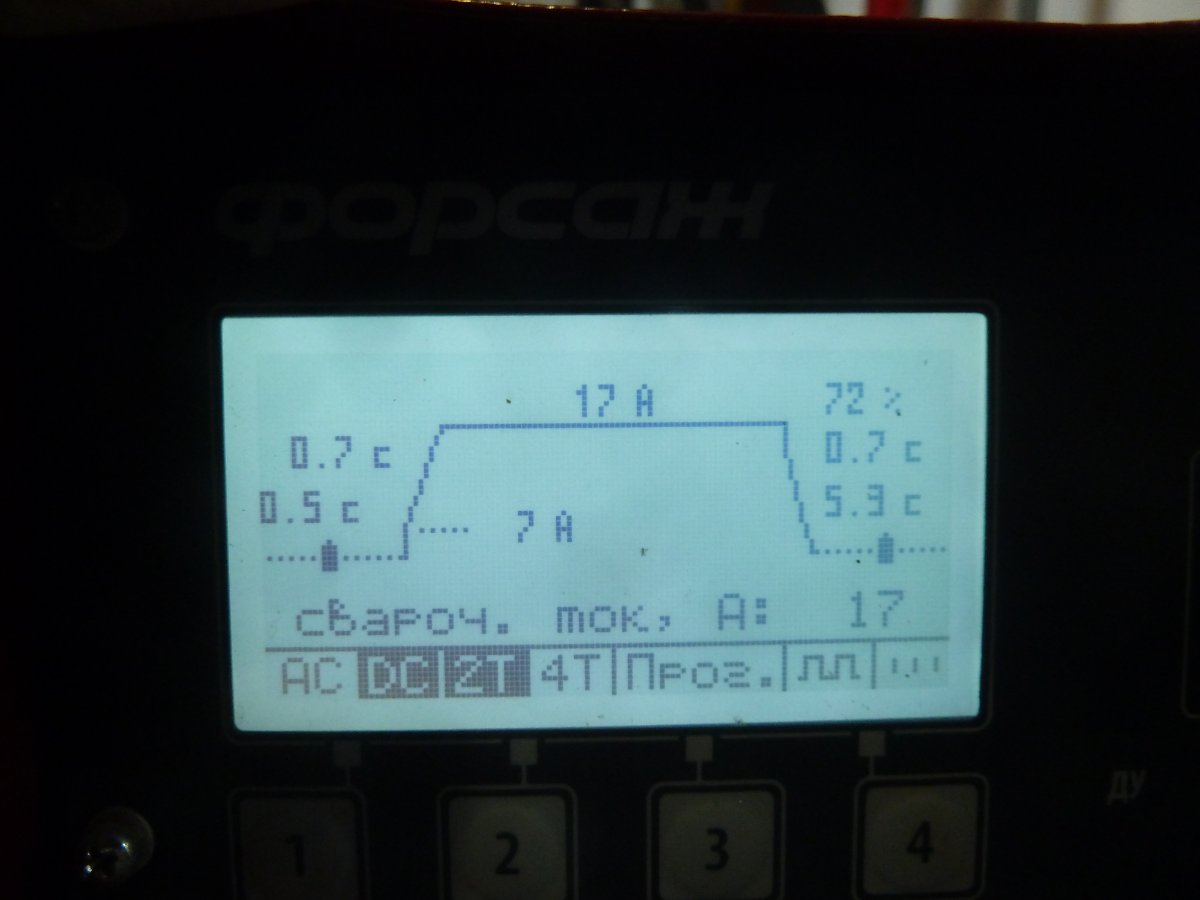
Всегда обращайте на правый нижний угол дисплея и на нем отображается режим работы аппарата,,,,,,,,, и скорее на 1мм проволоке был включен режим точечной сварки ( SPOT ) ? , вот у вас аппарат и отрабатывал выставленное время точки и время спада ( в импульсе при спаде меняется звук дуги) и повторное нажатие на курок возобновляло процесс "точки" .
-
Можно , криминала не будет .
-
Я не против подогрева ,,,,, но вот сейчас совсем другая дуга на сварочных аппарат и если раньше без балансов , частот АС тока , и форм волны сварщику например при сварке уха КПП Волги надобилось ставить почти все 300А тока и греть секунд 30 пока появиться ванна , то теперь можно вполне обойтись 230 А и ванна появиться через 5сек , так как вольфрам относительно острый и концентрированная дуга , в былые времена она была размазана да и вольфрам на кончике был в полужидком состоянии . Да и вот иногда подогрев может и сюрпризы поднести . ______________________________________________________________________________________________ Однако подогрев листов для сварки некоторых сплавов следует применять осторожно. Например, при сварке толстолистовых алюминиево-магниевых сплавов допускается подогрев до температуры не выше 100 — 150°С. Более высокая температура подогрева может усилить пористость шва за счет выделения из твердого раствора магния и образования при этом водорода по реакции Mg+H2O→MgO+2H. Кроме того, при сварке подогретого металла (алюминиево-магниевых сплавов) снижаются механические свойства сварных соединений. При аргонодуговой сварке алюминия и его сплавов борьбу с порами ведут с помощью окислительной атмосферы. Наилучшие результаты получаются при добавке к аргону 1,5% кислорода. Окислительная атмосфера в районе поверхности сварочной ванны не дает водороду растворяться в металле, поэтому поры к концу охлаждения шва не образуются.
- 3 328 ответов
-
- 7
-

-

-
- технологии
- TIG
- (и ещё 1 )
-
Максим , померил не разбирая , работаю и времени днем нет . Так вот по диаметру шарнира одно и тоже где то около 15мм , а вот прорезь в вилке на новых шире где то 10мм , на моей старой около 7мм то есть разница в 3мм . Но моя старушка очень древняя и наверное была выпушена а начале пути-деятельности АГНИ и может на поздних версиях вилка по ширине была увеличена. ??????---- или ширина вилки отличается от зависимости какое охлаждение , то есть моя старушка - воздушка ,,,,, новые все- водянки
-
Ну это как сказать и думаю нагрузка иам есть и не "хилая" . Да не как не добьетесь , и соблюдение технологий по сварке чугуна все же должно быть если хотите чтобы буровая работала . Все очистить и разделать и вижу по последней фотке что его уже варили , ну и чугун варят в горизонте , текуч он очень и по сему трещину надо уложить горизонтально , подогрев (не ужели лампа паяльная в дефиците?) ну и маленькими стежками с проковкой и т.д и т.п.
- 21 ответ
-
- 2
-
-
Скорее всего подойдет , но эта малютка водоохлаждаемая ,,,, впрочем вот каталог головок и размеры вроде те же. 1 Каталог - Головки 2014.pdf 3 Каталог - Присоединительные элементы.pdf 4 Каталог - Сменные детали.pdf 2 Каталог - Шлейфы 2014.pdf Завтра померяю в живую , так как есть и то и то в наличии .
-
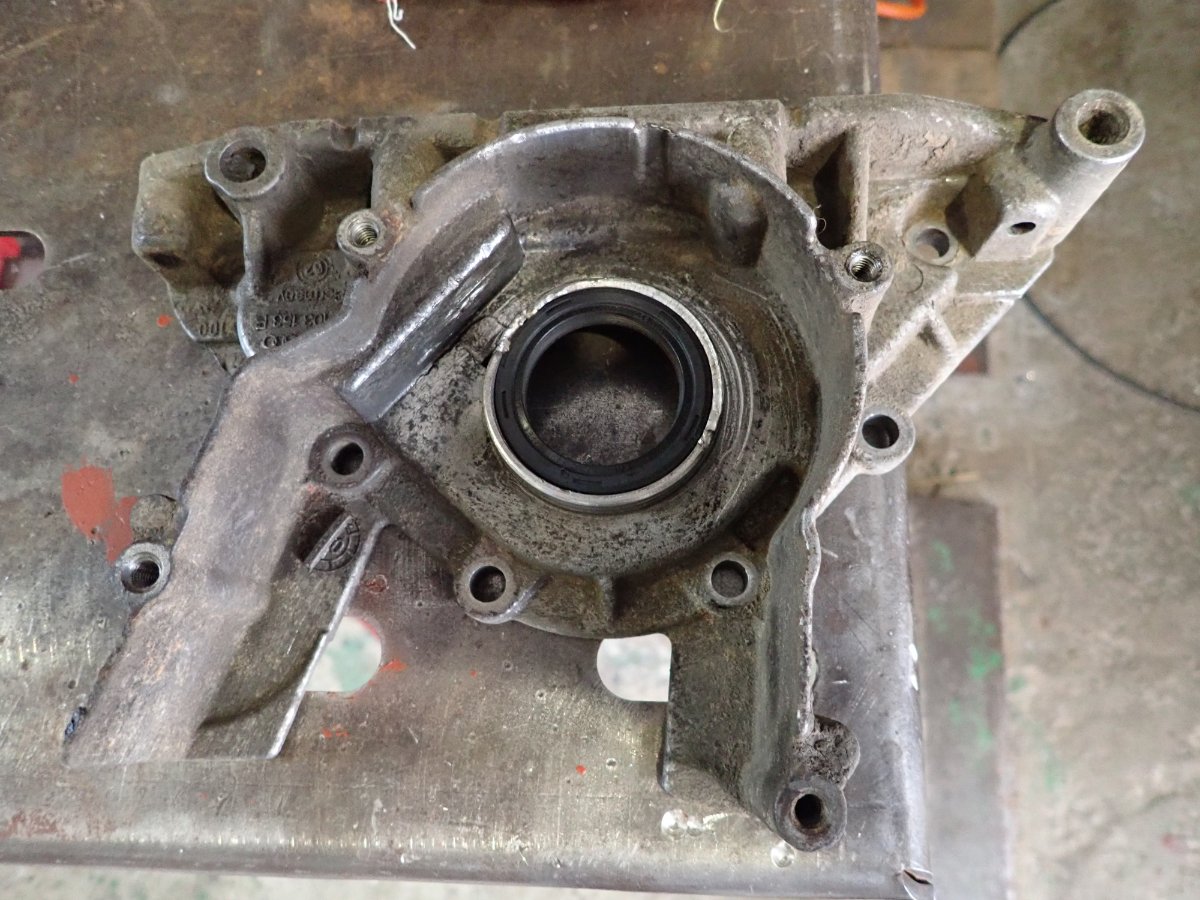
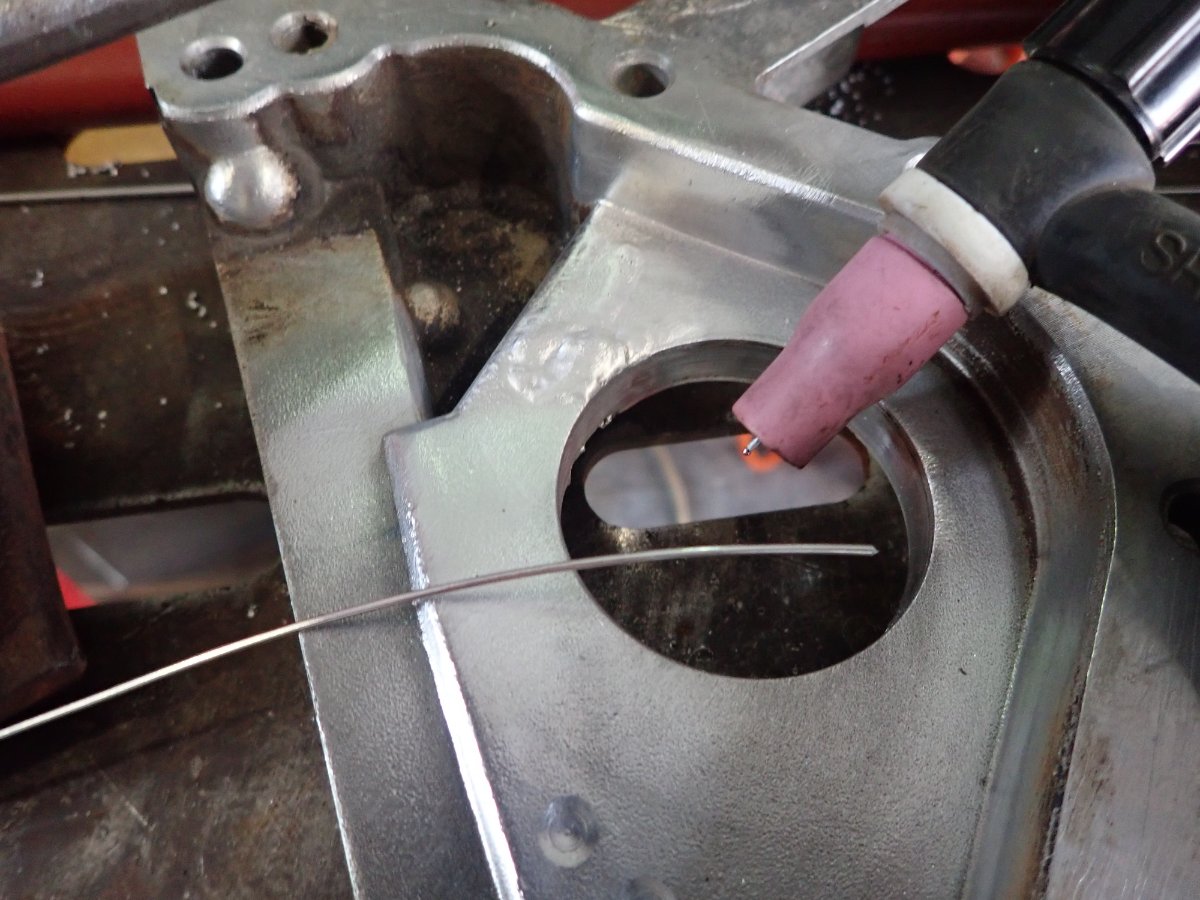
Крышка КВ от фольксваген шестерня рубчатого ремня развалилась ну и покоцала крышку , поправили .
-
Но это "бабка" на двое сказала и можно так же на два часа застрять. Надобно было подрезать отбортовку для комфортной работы и может часок бы с экономил .
-
Мир потихоньку сходит с ума , вот изречение и главное способ "калымный" которому и ржавчина не почем . --------------------------------------------------- Я специально не стал чистить лопухи ржавчины внутри, что бы продемонстрировать решение проблем в сварке корней с запасом. И вот приходит на выручку один из удивительных способов сварки тигом, называю его колымным. ----------------------------------------------------------------- https://m.chinatopcncmachinery.com/news/why-argon-welding-produce-pores-38013078.html
-
Кто же вас допустил до АЭС???? Поры не перекрываются ,,,,, их надобно беспощадно вырезать и уже потом устранять сваркой. Да и вопрос-вопросов какая черная сталь и их море марок????? ,,,,, да и нержавейки тоже море ,,,,,,, так вот озвучьте как это все происходит да еще на АЭС с капиллярным контролем???????????????................
-
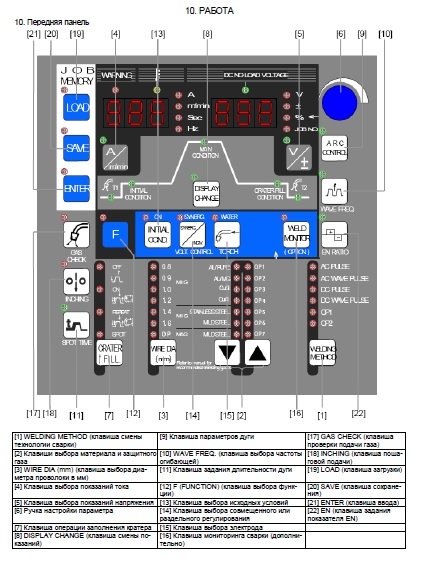
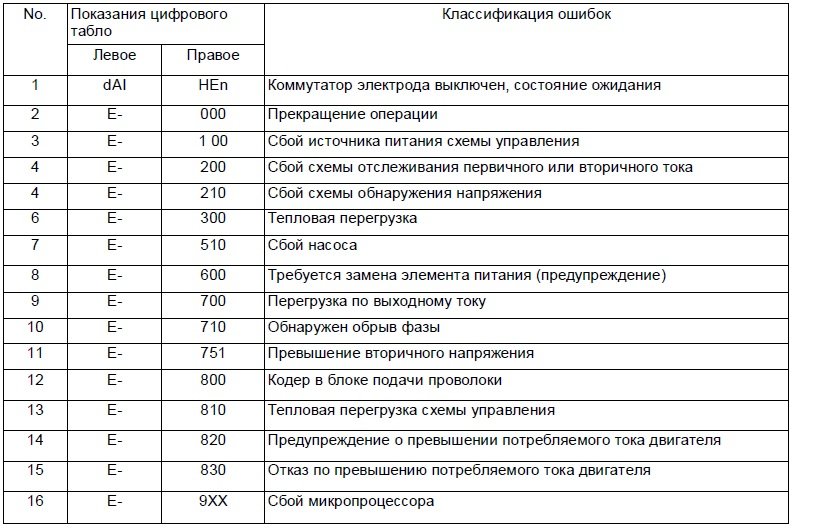
Вот коды от японского собрата Daihen DM300 и это старший брат вашего аппарата
-
Да черт его знает что может случиться , но вот все таки ESAB пишет и предупреждает что может произойти даже при 65 градусах с присадкой 5356 и думаю все же они это не выдумали а проводили какие то испытания . Ну и про сам бак в бане и тут главное как он будет работать и если его будут языки пламени лизать то долго он не протянет , впрочем и нерж304 тоже не переживет баню , но вот если бак будет забирать тепло от огнеупорного кирпича и установленного в нишу из онного , то думаю баню переживет или на равне с ней проживет , но главное он будет эффективные нержи в разы по скорости нагрева и от сюда экономия топлива . И информация к размышлению как раз в тему .
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
ДА серийно выпускалось еще при СССР , Русич обзывался Не все таки было гаражным "чудом оружия" в СССР , так как им можно было и алюминий в гараже варить , если конечно была возможность достать тиг горелку , но думаю это не сложно было и списанную на заводе и без денег отдали бы , да и с аргоном проблем не было на том же заводе . https://electrod.biz/informatsionnyie-stati/svarochnyiy-apparat-rusich-200a.html?ysclid=lkwx8p32f4912020972
-
Примерно и ожидал такой ответ , ,,, да это пожалуй верно ,, но не всегда применимо ,,,,,, и по этому и существует такая профессия как сварщик . Игорь да все верно , но вряд ли бак будет под горячую воду и скорее под холодную ,,,,, впрочем можно и другую присадочку взять например 5554 или нашу АМГ3 и это аналог 5554 и можно будет и под горячую , рабочая температура сплава АМГ3 от -80 до +150г по цельсию .
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
главное правило сварки ,,,, подготовка под сварку , чтобы усе было стерильно и самое главное чтобы сварщик понимал что он делает ,,,,,,,,,,,, другого "главного правила " к сожалению не знаю ,,,, да и вряд ли оно есть на яву ,,,, но чем черт не шутит и может я что то "упустил " и если оно есть это правило , то может вы его озвучите , так как интерес думаю не уме одного будет к этому .
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Ну здесь главное свариваемость , впрочем все зависит от конструкции и объема бака ,,,,, ну и самым подходящими для бака все таки будут сплавы АМГ . вот Сергей поправился и убрал из выше стоящего сообщения сплав АК 5..... , это литейные сплавы и вряд ли листовой существует в основном чушки для литья и эти серии сплавов ну очень плохо варятся практически без трещин не сварить (алюминиевый чугун) . https://gazmaf.by/info/svarka-aluminiya-i-aluminievyh-splavov.aspx
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
уточните объем бака , впрочем купите АМГ3 это как раз для бака , сварка присадкой 5356 и не каких 4043 Вот почитайте https://nfmetall.ru/articles/30.html Вряд ли вы справитесь 3мм АМГ с этим листогибом под 0.8мм сталь ,,,,,,, ну и зачем вам листогиб ???? , если есть сварка , нарежьте в размер листов и сварите .
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
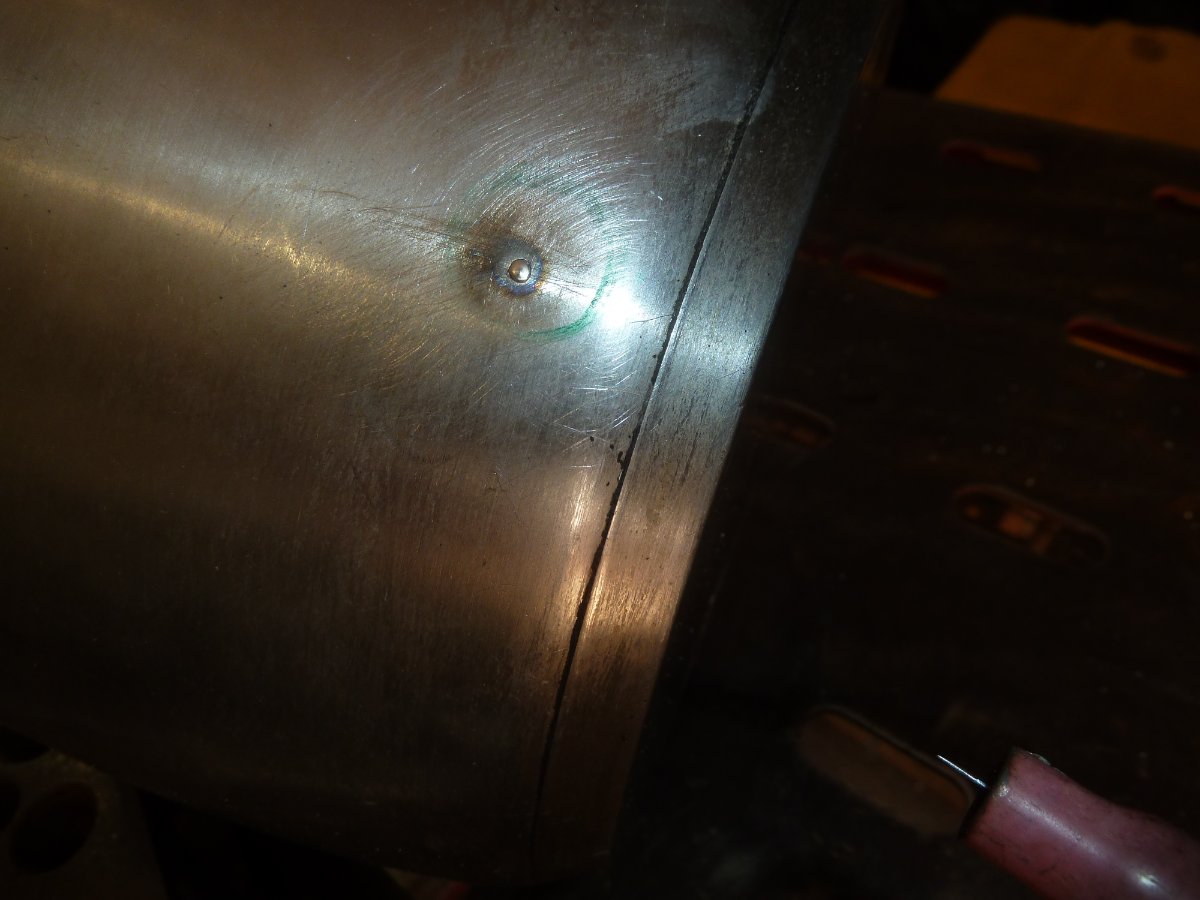
Лодочка прохудилась . Сваривали у соседа , новым Everlast купленным им же ,,,,,,, нечего аппарат достойный , сосед первый раз Ал варит но почти сразу освоился в этом деле , как никак сварщик ММА со стажем и в сварке не новичок.
- 3 328 ответов
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
Это понятно что супер надежность ,,,,,,,,. Алексей вы работали 30 лет или только купили ,,,, спрашиваю вот почему ........ https://www.chipmaker.ru/topic/255478/
-
конечно надо да и защитить его от атмосферы тоже надо , то есть поддув да не кабы как , а качественный . Да подводных камней хватит и конечно надо все проанализировать , ла и что за шов у вас и как работать будет информации не достаточно даже более ее почти нет .
-
Они имеют охлаждение антифризом , ну и бак из алюминия то есть будет забирать тепло от блоков управления , тем паче с завода стоял сверху блоков пластиковый чехол и довольно толстый , вот он то точно не забирал тепло и наоборот создавал помеху охлаждению блоков .
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Внедрили бак на место , заказчик хочет его еще покрасить порошковой краской . Ну и до кучи кастрюльку нерж притащили деревенские , прогнила в одном месте , отверстие с иголку , вот тебе и нерж современная ,,,, поправили
- 3 328 ответов
-
- 5
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Газель , радиатор печки .
-
Вот именно это даже начинающий полуавтоматчик чувствует "нутром", так сказать "народное понятие " , а скорость нарастания КЗ это для разработчиков ПА чтобы аппарат выдавал классные параметры ,,,,,,,, в принципе это одно и тоже КЗ и "Нутром" но вот все же сварщик всегда говорит не КЗ в м.с. а по простому дуга "очень жесткая" или наоборот "очень мягкая" или "средняя" , так что не какой "лабуды" нет