selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Hlorofos Виктор с Днем Рждения!!!! Здоровья и удачи.
-
Не судьба!!!, знал бы отправился на перекладных электричках через Москву. Мужики, сегодня в 5.00 утра поехал на конференцию ГРПЗ и проехав 80км , мой авто первый раз в жизни не довез меня и в г. Бронницы накрылся подшипник помпы(про крутился 270тыс. км.) и естественно ремень улетел и потекла. В общем вернулся назад на эвакуаторе . Но не все потеряно, у нас там Виктор ( Hlorofos), звонил конференция прошла и ходили по цехам. Вернется и думаю ответит на вопросы что и как.
-
Игорь, китайский CuSI не пробовал и не считаю что худший вариант. А на чайнике не копоть и гальван покрытие было перед сваркой удалено до чистой меди (чайник медный) , просто медь покрывается при нагреве окалиной коя легко щеткой удаляется, что и видно на фото. Игорь, да все просто попробовать и DC ток и АС ток и современные аппараты это позволяют сделать за секунду , и на усмотрение сварщика что больше понравилось то и выбрали. Немного я уже выше говорил что АС дуга меньше концентрирована и хорошо где не очистить как следует и это сделает дуга . Мне понравилось чугун очистка идет CuSi равномернее "разливается" и чугун меньше отбеливается так как дуга "пушистая" http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=250175 Вот тут ресивер от воды гнилье запаял АС дугой Это ржавчину и влагу отжигаю АС ток и ресивер поработает


-
Михаил, смотря какой чугун . С Рязани в пятницу вернусь наверное уставший. Если хочешь в субботу приезжай я тебе Панч дам или привози свою чугуняку , варить будешь сам , а я подсматривать и думаю вдвоем мы ее ........
-
Как зеркало не надо это уже пройденный этап годов так 70-80 , вот тогда да полировали каналы в ГБЦ и днища поршней . Но пришел момент когда точность расчетов фаз газораспределения и диаметров клапанов и впускных и выпускных "пауков" свело на нет полировку и многое другое, так как ДВС стал дуть (жаргон механиков и гонщиков) так что и нагару не оставалось, кстати по следам нагара на днище и ГБЦ добавляли всяки корректировки в настройки "системы" . Теперь про сегменты , если точно подогнано и сварено по технологии то из внутри труба будет смотреться как единое целое. Вот я вчера про 3D программы и это хорошо кто умеет быстро , но вот не кто и не заметил что у американца (на втором видео) сперва все собрано похоже на живой машине из пластиковых водопроводных фитингов , вот это потом все было снято с машины и по этому макету скорее всего изготовлен кондуктор. https://www.youtube.com/watch?v=XCUqXd-O-uA&t=132s


-
Да не цинк не летел ему просто не откуда взяться на чайнике , это просто медь потемнела от нагрева там меньше 1мм толщина носика, кстати был припаян мягким припоем типа олово или что то схожее и потом гальван покрытие под золото. С припоем ТИГ в некоторых случаях попроще , у него текучесть все таки выше даже без флюса то есть деталь поменьше можно прогреть и он растечется и зазоры заполнит. С CuSi3 тоже самое но погреть- температуру придется побольше и так же растечется и заполнит зазоры, да в некоторых случаях применяю АС ток и бывает результат лучше чем на DC , так как очистка поверхности идет как на АЛ сплавах но это даже не главное а главное дуга АС не такая сфокусированная и греет большую площадь и саму CuSi3 не доводит до кипения, и конечно навороты аппарата спад-подъем и импульсы CuSi3 тоже уважает. У меня немецкая и уже кончается , Китай покупать не буду и опять таковую куплю http://rs-nt.ru/products/327/2317/
-
Ее 321 , то есть отводы и изогнутые по радиусу тонкостенные и без гармошек надо еще найти. Дома в трубогибе не согнуть, в Москве видел компьютерный станок и да изогнут что хочешь но денег стоит их гибка не малых. Так что или 3DКомпас рисовать и разбивать на сегменты и варить изгибы или покупать готовые ну думаю деньги тоже большие. http://diflex.ru/equipment/12/45/426/427 Catalog_e-mail.pdf
-
 Ну не буду спорить и что то доказывать , но в своих баллонах я не замечал разделения газов. Вот ссылка как "нашли" аргон и с каким трудом его "выпаривали" из воздуха . https://ru.wikipedia.org/wiki/Аргон
Ну не буду спорить и что то доказывать , но в своих баллонах я не замечал разделения газов. Вот ссылка как "нашли" аргон и с каким трудом его "выпаривали" из воздуха . https://ru.wikipedia.org/wiki/Аргон -
@psi, Александр , я вот немного другого мнения и у меня баллон с Ar82% x Co2 18% примерно на год и все это время он стоит не подвижен . Сварка как положено в смеси и отклонений не замечал , да и аппарат сразу бы это показал отклонение от программы в газах он чувствует как живое существо. Вот смотрите аргон- тяжел, гелий - легок , но смеси делают и ими пользуются многие предприятия и не чего не "разделяется" и думаю по утрам баллоны не трясут. http://websvarka.ru/talk/topic/432-svarka-video/?p=273303
-
Прежде всего надо освоить 3D Компас или T-FLEX , или что то похожее забугорное. https://www.youtube.com/watch?v=ayA73HKI1tU Если делать в одном экземпляре то можно по месту то есть машину в бокс на неделю или может быстрее можно но не думаю что уж за два три дня можно сотворить , работа ювелирная и требует точности. Если серийно выпускать то придется кондуктор сотворить, но с ним работа будет быстрее и в удовольствие. http://o-trubah.com/klassifikaciya-trub/dymoxodnye-truby/zharoprochnye-truby/ https://www.youtube.com/watch?v=kPmygV8t_uo&t=145s
-
Вот и на смесь перешел "А75" и скорее всего это Ar75% X He 25% , нашел и в России фирма есть но вот марок смесей на сайте нет. Горелку температуру мерил в течен. сварки пару раз. http://www.praxair.ru/gases/gas-mixtures https://www.youtube.com/watch?v=EH2dAVmpPdo
-
Игорь , медную проволочку очищаешь от окиси шабером или металлической мочалкой для мытья посуды, место сварки-пайки аналогично , включаешь ТИГ и вперед . Можно CuSi3 и результат не хуже "серебра" . Прежде чем начинать ремонтить, попытай на "кошках" для понимания сколь току и т.п. ТИГ и не какого флюса. медь CuSi3







- 23 ответа
-
- 10
-

-
http://www.splyse.ru/offer/photo/67266/photo_1.html Вот почти аналог ее и в советское время промышленность больше моделей выпускала чем сейчас . http://www.ursteel.ru/gazoplamennoe_oborudovanie/gorelki/gorelki_tig_wig_gta_ads/gr_4


- 2 ответа
-
- 2
-
-
На колеса и возможности возрастут. https://www.youtube.com/watch?v=w3KwrYmPCY8
- 2 243 ответа
-
- 11
-
-
@BUTCHER, На последней фотке это хорошо видно . А именно , боковые заводские швы черте что и вот я бы их тоже чуток подправил , иначе и ваш вполне хороший шов долго не протянет.
-
Он на завод отправил? psi Интересно Александр свой "комплект" испытал.
-
Мне срочно надо было , а с завода пару недель ждать. Чуть погодя как финансы позволят то бум заказывать НОВУЮ серию Агни и обновлять расходники .
-
@Георгий 11, Георгий , у меня тоже заглушка потерялась и бывает в неудобных местах близко к железу болтик и осциллятор с болта лупил. Купил герметик высокотемпературный и замазал его и теперь и утечек нет и электрически защита. Вот тут колпачек ремонтил и купил клей 1100градусов клеит все но хрупкий , колпачек намертво приклеил.



-
Смотря какая панель и если вот такая то почти а может и ровень Селко. И удачи в ваших начинаниях. panel_pi.pdf

-
Миротворец , Вад11 , С Днем рождения!!! Главное, здоровья ну и чтобы все работало как надо и немного расслабится в такой день

-
Александр, запоздалый ответ. У меня один раз только забило и довольно крепко. Гонял пробку туды-сюды часа полтора ну не как не хотела покидать канал. Виной всему 4047 0,6ММ проволочка давнишняя и окисленная. Ну и чуток пробы канала без пружины , полностью тефлон и пожалуй я его уже менять не буду на простую спираль , до полной выработки ресурса и вставим новый тефлон. P.S. Вот имитация Cold режима, программа под 0,6ММ проволоку в реале стоит 0,8ММ и чуток коррекции и полноценный Cold https://www.youtube.com/watch?v=VEYUoUuNGc4


- 37 ответов
-
- 10
-
-
Сергей , да не кто и не обижается . Но вот смотри Хелви это круто, Форсажу свою нишу , и вот мне очень интересно что же ты для себя оставил или хоть глаз на кой аппаратик положил. Ты что то долго уже выбираешь и должен уже давно форум своими швами завалить , и вот смотри для тебя старался видео соорудил. Делай выводы , вот смотри Селко крутизна да и ЕВМ и Кемппи выше показали и на определенных настройках в основном частота действует на них не выдают максимальный ток . И смотри наш Ево просто красавец выдает все что требуют и обратите внимание на поджиг с 4ММ электродом и даже с половинной мощью осциллятора (можно набросить еще пять единиц) щелк и все горит и ляктрод целый . Селко пару раз сбой давал но он поджигал 4ММ а на дисплее 1мм стоял и то есть мощь осциллятора не вся использована. Форсаж , строго за поджиг не судите это пока болезнь и если переведут на минус поджиг и чуток под шаманят то все будет хорошо , а в остальном он полностью здоров. https://www.youtube.com/watch?v=t5geAEX_srA
-
4043 варили и все получилось , так что и в новом месте ей же и варите. Шлифовщик на вскидку сказал что жестче и ГБЦ в целом от этого не пострадает.
-
copich Игорь С ДНЕМ РОЖДЕНИЯ!!!! Всего хорошего и главное здоровья. Мужики, всем спасибо за поздравления !!!
-
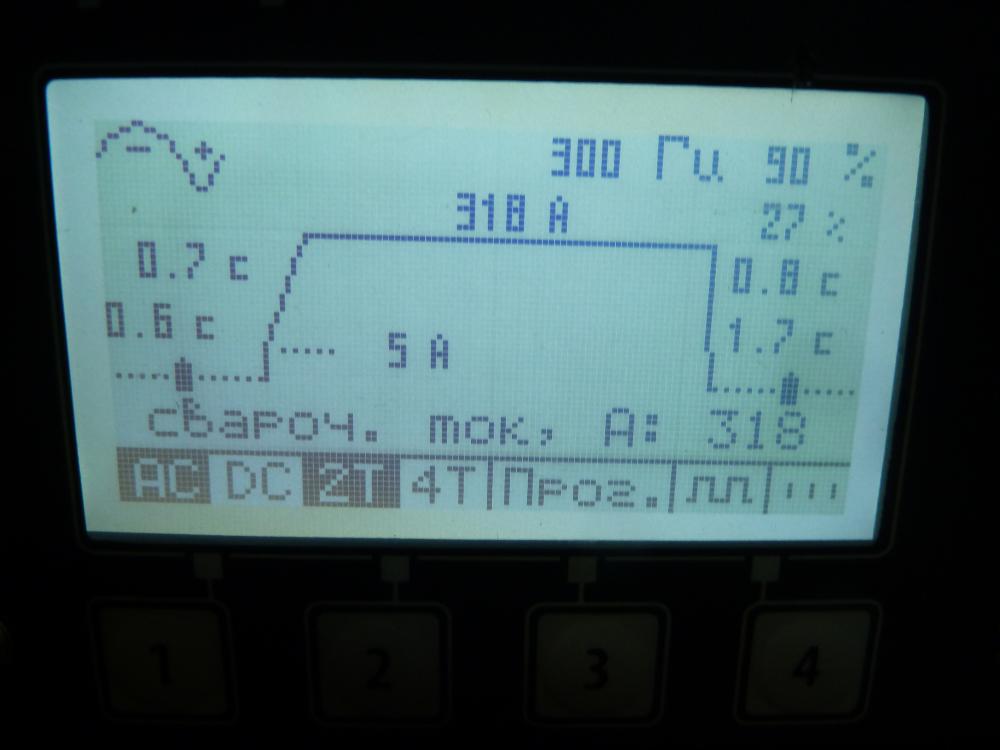
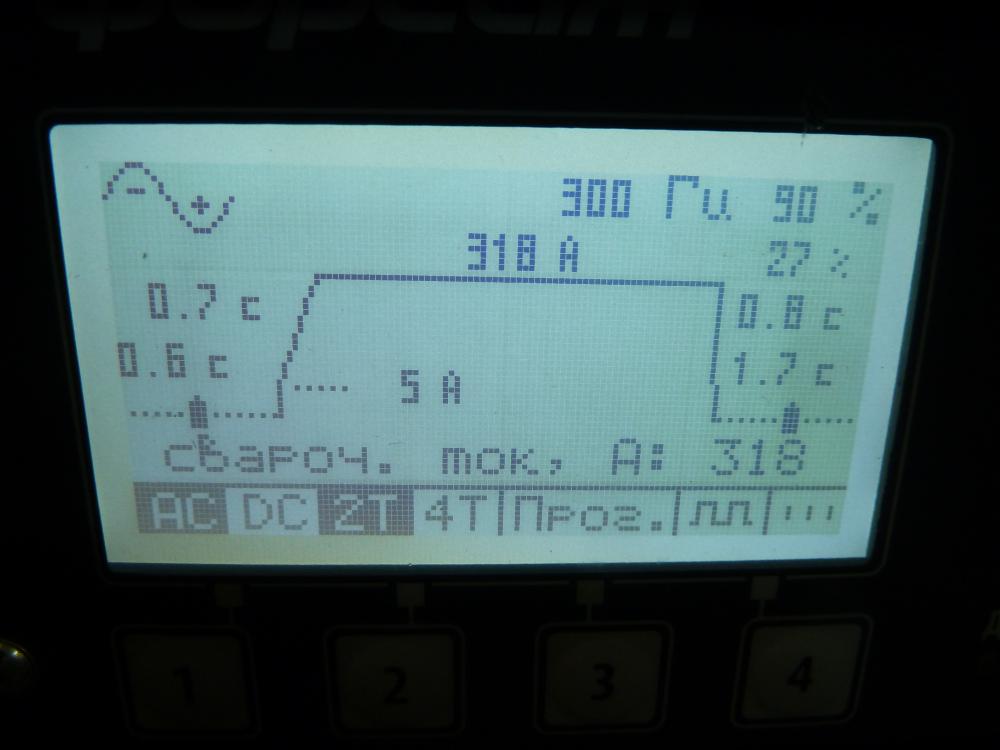
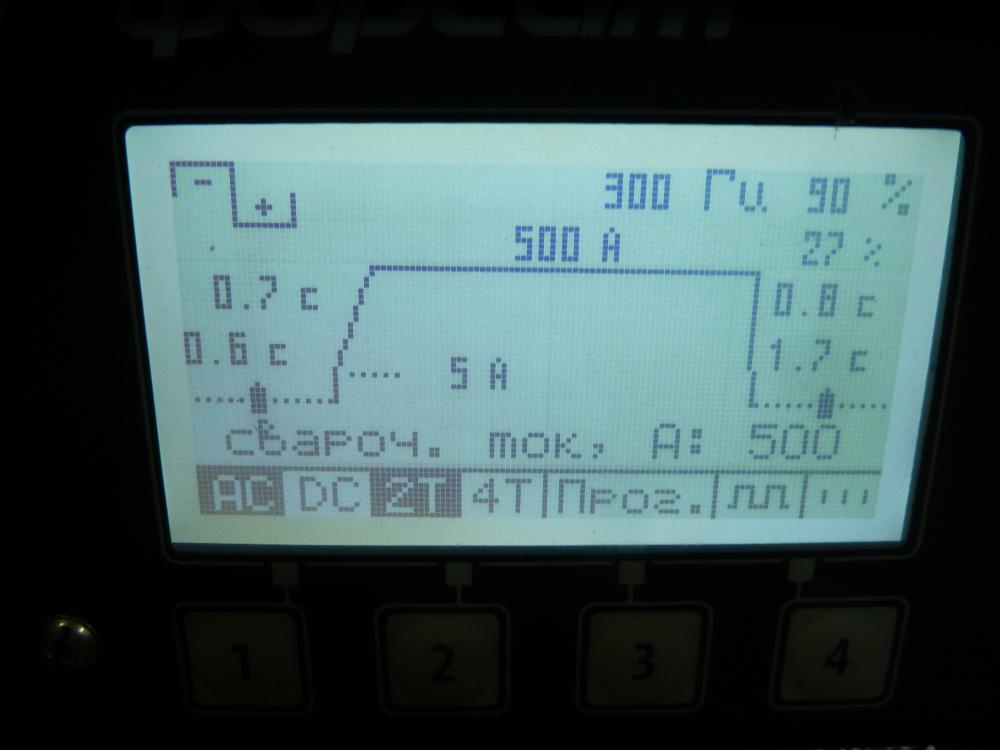
Антон, да есть ограничение синус только до 320А и то это временно и снимут позже. Но не вижу смысла в синус после 300А вы его уже не заметете да и прямоугольник в диапазоне 300А и выше эффективнее будет чем синус. Зато в Форсаже нет ограничения по частоте тока, во многих особо из Китая есть ограничения и идет зависимость ток-частота. Сам не люблю не каких ограничений но с синус на Форсаж я даже не считаю это ограничением. Кстати и AC ток начинается с 5А , у многих с 10А и даже выше. Сергей, вот вы похоже изучили рынок сбыта? Я вот много знаю людей кто пользуется Форсаж , а продавцы нынешни гонятся за "быстрым рублем" и впаривают народу что подешевле да еще расхваливают . И еще о не справится читайте тему. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/page-1 Вот вы человека не знаете и такие рассуждения . Я его знаю и знаю что он многое умеет и знает, кроме ХЕЛВИ у него плазменная сварка а это уже на два порядка серьезнее чем ТИГ и ПА. Кстати он и ремонтирует сложную технику к которой и Хелви относится и кстати замечательные аппараты с адекватной ценой и вряд ли можно за такую цену найти что то лучшее.