selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
, Они ХБ обычные и только потолще чем обычные ХБ кои во всех магазинах. Или какой секрет имеют.
-
Да не похоже что на них , они в Москве на Сити работали оттуда и ляктроды . Но потом я понимаю так прижились притерлись и пришли к выводу "зачем самим работать" когда на Ярославке полно жаждущих гастарбайтеров стоит из бывших республик , вот раз и в начальники.
-
Но это от ляктродов во многом зависит. Да мне как то сосед давал какие то японские но не ЛБшку и шлак сам отваливается и шов блестящий да и варить ими приятно. Сейчас сосед поднялся высоко , то есть уже не сварщик а какой то начальник и как говориться уже и на "козе" не подъедешь , а в магазине хороших нет .
-
Для супер рамы хромансиль он же 20ХГСА- 30ХГСА , но рамы обычно из 30ХГСА делают. http://мототандем.рф/articles/48-2010-12-30-08-37-09 http://www.chipmaker.ru/topic/22299/ http://www.chipmaker.ru/topic/120190/ И вот вам и трубы , толщина стенки от 2мм и выше. Но открою небольшой секрет, мы на мотокроссовые рамы брали например трубу 35Х3,5ММ и отдавали протачивать по наружному диаметру и иногда даже шлифовка (в СССР на заводе можно черта лысего сотворить) и что это давало, первое труба снаружи приобретала очень "привлекательный" вид особо после шлифовки и второе делали трубу разно-толщиной то есть середка потолще к краям тоньше и тем самым "убивали" лишний вес , конечно не много но если в сумме по раме то и грамм 700-800 убивалось ну а на трассе это хорошо чувствовалось. Кстати сейчас продвинутые вело рамы имеют такую же разно-толщинную трубу. http://www.trub-prom.com/truba-30hgsa
-
Ну не знаю, я ММА совсем мало варю и можно сказать что в этом виде спорта новичок, да и шлак отбивать что то меня ММА не радует.
-
Труба 50Х25 стенка 1мм или 1,2мм я и не мерил но точно не толстостенный профиль. Что касается почему ТИГ варил да все просто , и я наверное чуток соврал так как воротам наверное лет 7 или 8 точно не помню, так вот ПА был большой Меркле но не было напруги 380в такой дома , а генератор гонять не хотелось так как сварил шовчик померить надо и т.п. и гена в холостую или глуши вот и решил что ТИГ в данной ситуации будет быстрее . Это сейчас раскошно живем 380, два ПА один 380 другой 220
-
Ал с деформацией вообще ноль проблем. Висеть в воздухе не чего не должно и прижимать не обязательно. На ровную площадку по уровню и мерим диагонали , прихватки по углам из нутри и их надо делать по диагонали , дальше выставляем и прихватываем перемычки если они есть . Ну и обварка , начинаем с внутренних углов и по диагонали варим, потом наружные углы и диагональ , ну и как проварили все углы, начинаем стыковые тоже по диагонали , обварили, переворачиваем конструкцию , укладываем по уровню и обвариваем стыковые оставшийся и все должно в нулях остаться. Вот сталь совсем другое дело и вот ворота 5000мм с хвостиком + противовес , варил ТИГ по той же технологии что выше отписал , но после сварки стыковых их выгнуло дугой , то есть середина вздыбилась , почесав лысину не стал не чего рихтовать а просто перевернул и продолжил доваривать стыковые с другой стороны и к концу "эпопеи" они лежали ровнехонькие , и уже лет пять стоят и работают.











-
Обновляют и добавляют , на моем тоже есть . В принципе что новое будет еще то думаю у Игоря можно прошить и дополнить список . Хотя он и так хорош , под нерж с разными смесями в % и все работает , под АЛ много да и сварка- пайку не пропустили.
-
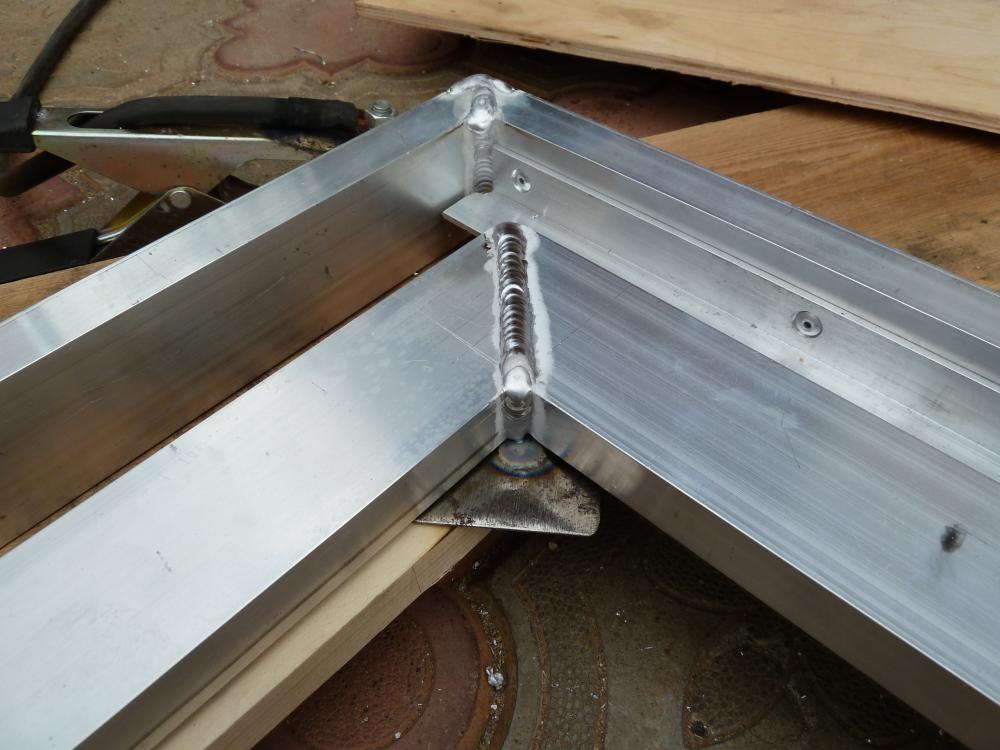
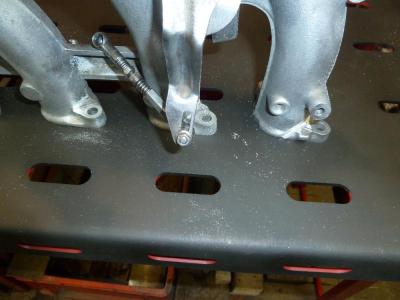
Пока заговоры искали, я тем временем опробовал столик ,случай и как спецом притащили и срочно . Конечно самую малость но вот для такого он в принципе и создан , и воронение не мешает так как дугой прямо до воронения доставал. ГБЦ, их крышки, поддоны , какой каркасик точный состряпать и Т.Д. и такой столик первый помощник. .




- 949 ответов
-
- 16
-

-
Да даже не бездумное , выгибает так и применяли подкладки по краям и технологи считали формулы и после шлифовки ровно. Вот как то делали станок ЧПУ и направляющие по 1000мм длиной возил в Ленинград шлифовать, там у них спец станок был и учитывал деформацию , ну если русским языком то круг бегал по некой кривой , то есть в середке больше снимал по краям меньше. Привез их назад и технологи нашли черные пятнышки на направляющих (коррозия, следствие не правильной перевозки, 12часов езды ночью и роса сделала свое дело даже под брезентом ) , все загрузили в мой ЗИЛ и на перешлифовку , и уже второй раз все упаковали намазали консервирующей смазкой в бумагу и брезент. Ну и потом эти направляющие выставлялись до микрон и прикручивались к основанию на супер компаунде, общая и безупречная длина 6000мм.
-
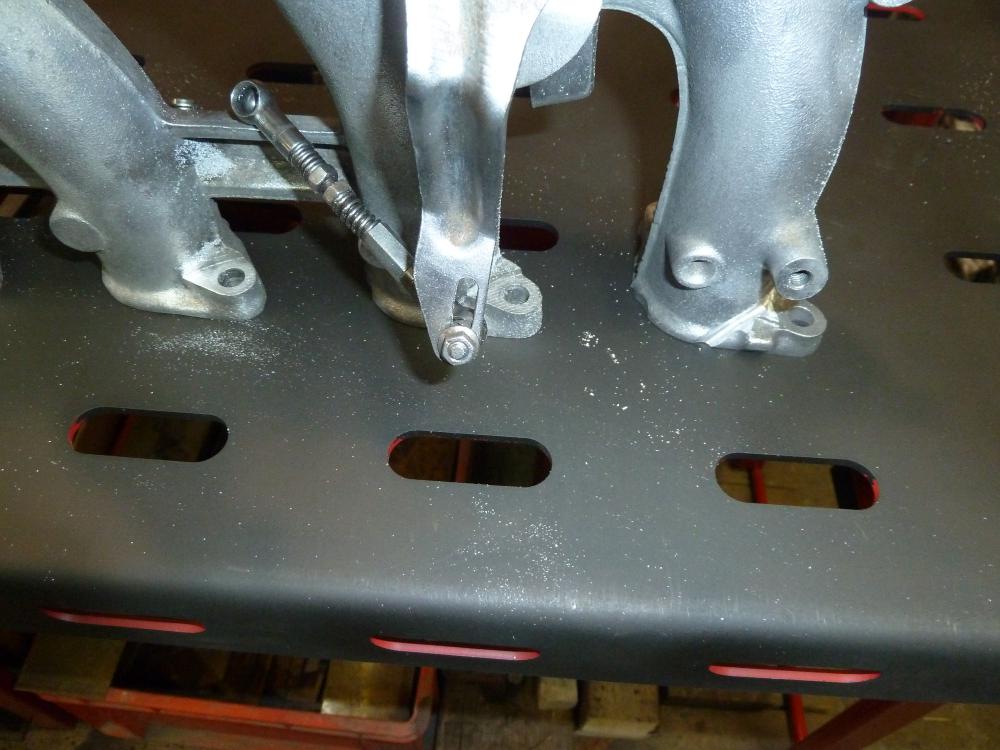
Плоскость довольно ровная , как добились ну все решает технология . Кстати после шлифовки изгибает ой ой как и применялись контр меры . Мужики, вы чо к плоскости прицепились как будто космический корабль на ней изготавливать , она ровная и этого с лихвой хватит Ну и думаю 250кг это так сказать на запас прочности показали , но вряд ли кто на такой столик больше 100кг положит, он хорош для не особо крупных деталей и на нем можно довольно точно выставить. Ну а для крупных и тяжелых стол будет в десятки раз дороже . Вот приложил уровень и все ровно , меня более чем устроит.





-
Ну нагрузка то здесь экстремальная и так сказать проверка на прочность и вряд ли кто на "переносной стол" завалит этак под 250кг . И как бы столик складывающийся и перевозной и растяжки будут лишней обузой , да и ноги там сделаны с упорами (завтра фото покажу) и не шаткие .
-
Сергей, привет. Вот пока что у меня есть и рад буде если полезен. Нужно поискать в старой книге времен СССР вся технология сварки и термообработки (если такова нужна) по полочкам разложена, и завтра попробую отыскать. Duplex-stainless-steel-Datasheet.pdf Fofanov_D._Austenitno_ferritnye_stali_dupleks.pdf
-
@konstantinXX, Костя , воронение смотрится здорово но это пока не работали на нем, ну а работать будем и со временем изотрется как в прочем и любое другое покрытие И еще есть преимущество в том что току нет препятствия , а вот краска препятствии бы создала. Производитель говорил что хотели из оцинковки толстой делать но отказались, и я считаю правильно во первых цинком дышать не хочется (он все равно подгорать будет от брызг да и дугой бывает задеваешь стол) и во вторых тоже со временем сотрется и думаю с такой же быстротой как и воронение.
-
Костя, я не знаю что за шина, производитель грузил стол и положил шину ровную прогиб показать но он мал в 05мм и на фото не видно.
-
Здесь все есть и читайте тему , желательно всю . http://websvarka.ru/talk/topic/8765-helvi-tp230-pulse-svarochnyj-invertor-na-tri-gorelki-migmagtigmma/page-1
-
@OBN_RacerMan, Возьми старый редуктор под наши баллоны (впрочем токарь и так помереть на баллоне резьбу ) и свой редуктор от Helvi и к токарю за переходником, сделает лучше чем продают.
-
Костя , сам не вставал но отвез к культуристам и вот результат. Щучу, производитель нагрузил стол , вес сами посчитаете и прогиб 0,5мм.



- 949 ответов
-
- 14
-
-
Вот тут чуток прочтите и ниже следом сообщений пять шесть и там есть переходник. http://websvarka.ru/talk/topic/8825-prodam-reduktor-gazovyj/?p=242782
-
 И шовчики донесите . Что касается роликов U , их еще до "сети" задолго применяли. V ролик ну если он вам так нравится то мы не вправе вам мешать и удачи .
И шовчики донесите . Что касается роликов U , их еще до "сети" задолго применяли. V ролик ну если он вам так нравится то мы не вправе вам мешать и удачи . -
Виктор , а шарик каков после 300А, примерно как выше мною от Ево показаны или больше или наоборот меньше. Просто прям сейчас мысль скользнула может 300А Китайские и на самом деле меньше . Это не в обиду мною сказано , а просто хочется до истины докопать. Жаль мой Селко 250А не имеет , но завтра и на нем попробую 220А да и на Форсаж 250А включу.
-
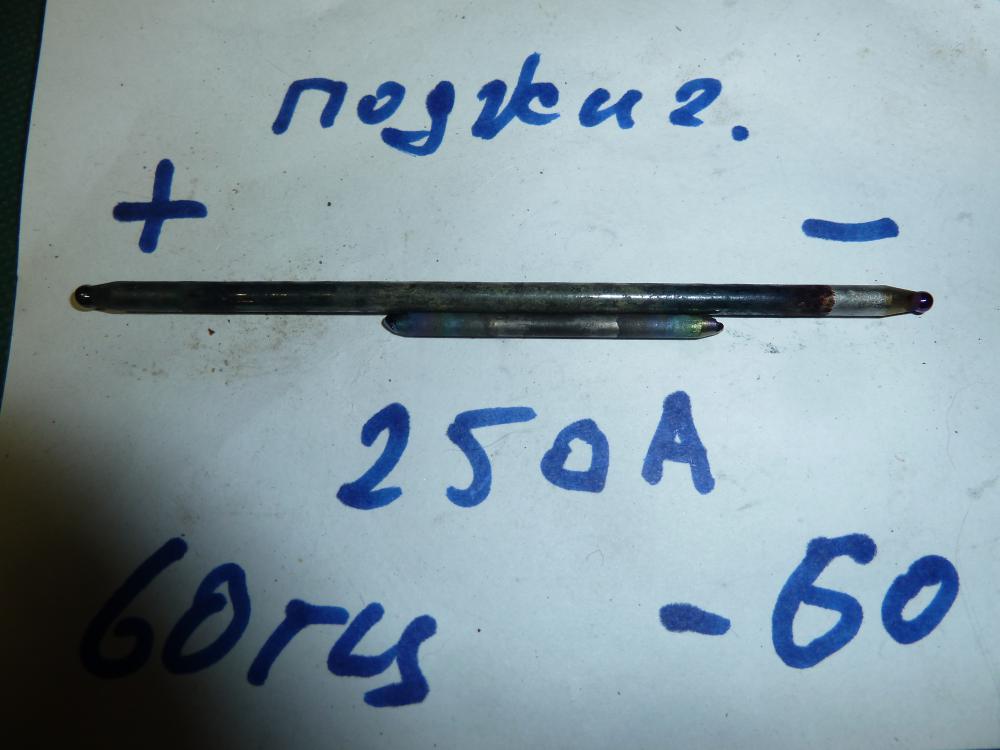
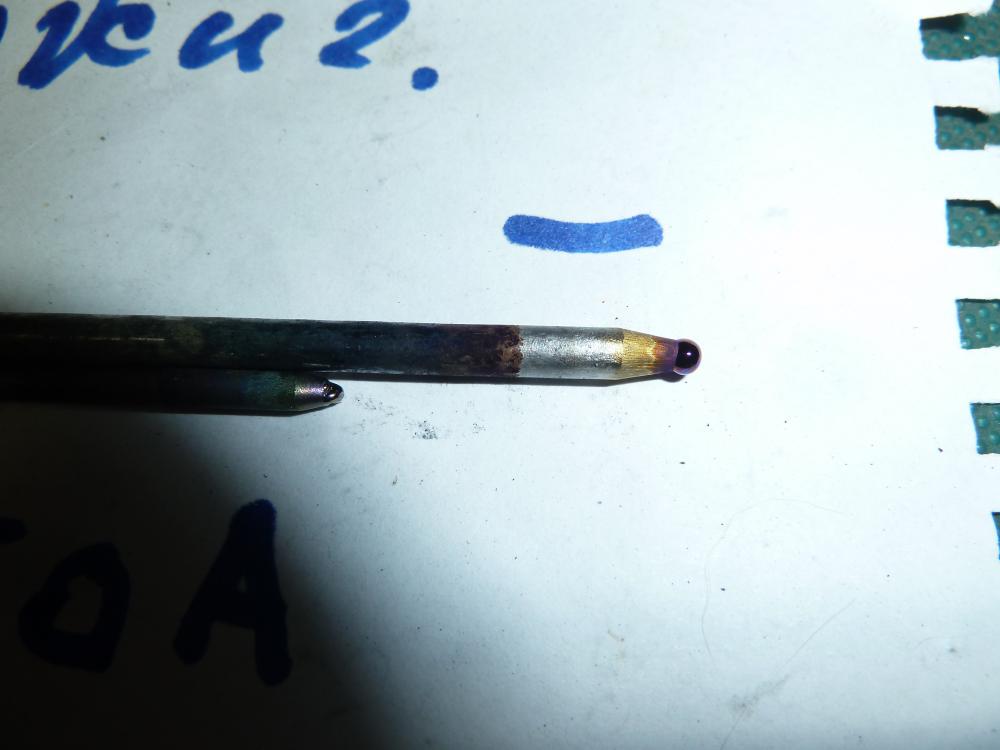
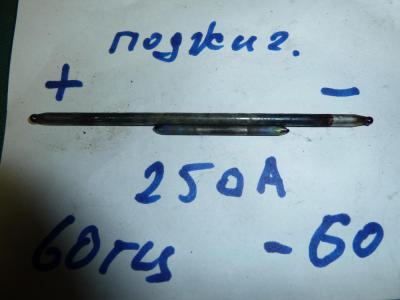
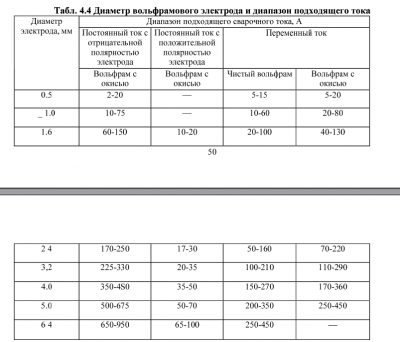
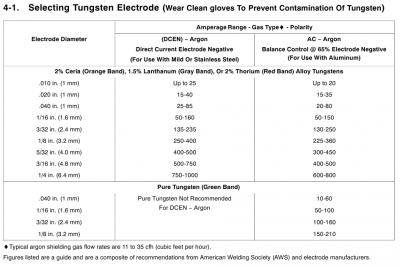
@Hlorofos, Виктор , видео не снял но чуток попытал 260А 60ГЦ Баланс -60 , вольфрам 3,2мм WZ8(белый и самый стойкий) второй вольфрам СССР 4мм (марка не известна) и вот сравнил с твоим видео "Поджиг1" и у Тельвина шарик на электроде 3,2 намного больше и скорее это связано с набросом тока при поджиге , в общем что то в нем не так. Ево , на фото вольфрама где + означает поджиг на плюсе, где- поджиг на минусе, и после поджига где то 1мин. работы. Вот что еще хочется сказать , ребятки с "зона сварки" в чем то правы , а именно что ток должен подниматься относительно плавно до рабочего, иначе электрод страдает намного сильнее, но вот Тельвин в 2Т режиме решил пользователя такой возможности. И вот еще специально сравнил две таблицы по стойкости электродов , одна еще из СССР и старая и скорее всего там баланс тока 50Х50% , но она правдива . А вот от Miller с балансом 65% , но что то америка загнула и врет безбожно и посмотрим электрод 3,2мм ток на АС 225-360 , ну до 300 он еще может как и выдержит и то кратковременно , а вот после 360 его и не найдешь в горелке оплавится по саму цангу. P.S. И заметьте каков ровный и аккуратный шарик на электроде из СССР и варить одно удовольствие , хотя он похоже менее стойкий к амперам. А вот современный шарик кривоват и это есть не хорошо , но сам электрод более стойкий к амперам.



-
Виктор , в стране их навалом но все они почти до 200А , да и по домам и у любителей кои не варят постоянно на 200а , среднее 150-170 за глаза. А вот 350а аппаратов мало , на всяких производствах их точно нет , могут по автосервисам -мелким стоять и на них в автосервисах почти не варят так для мебели да пыль в глаза пустить клиенту. А в солидных автосервисах обычно что то из брендов да и работают они у них постоянно так как клиенты , Ауди и Бехи и т.п.
-
Виктор , вот она проблема DC+ поджига, да еще нет подъема в 2Т , на Форсаж можно хоть ток и время поджига выставлять , но и это мало помогает. И по сему объясни ребяткам что ляктрод не DC ток жжет , а DC+ и если соображают то проси чтобы переделали на DC- поджиг. Если не получится то избавляйся от сего чуда, иначе он из тебя все финансы вытянет. И больше не покупай не чего такого. P.S. Завтра на ЕВО попробую на 350А по зажигать , но на DC- и видео тебе сниму , но я и сейчас на 100% уверен что ляктрод целый будет , ну а до плевков вольфрамом вообще не дойдет. Виктор, в третьем видео точно так же как и твой испортил ляктрод с первой попытки (первого розжига) , шарик больше диаметра ляктрода и это для современного аппарата не допустимо. Ево на 250А поджигает и если сразу остановить сварку то лятрод острый и этому заслуга DC- . В общем я разницы не увидел между твоим и что в третьем видео, и это только три поджига а если десяток да еще поварить пяток мин. , ляктродов не напасешься. Вот и у EWMке по умолчанию стоит поджиг на DC- , и тут на медне Костя перевел на DC+ , пару раз попробовав , выругался и установил "умолчание" , да и мне отписал в ЛС и обозвал DC+ ////
-
@idvnix, Да вроде крепко на ногах стоит. Я вот завтра сам на него встану, попробую .